КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение основного времени на обработку
|
|
|
|
Сокращение основного времени обработки за счет увеличения скорости резания.
Технологическое направление повышения производительности технологических процессов.
Основные направления повышения производительности технологических процессов.
ЛЕКЦИЯ 16
План
1. Определение основного времени на обработку.
2. Определение вспомогательного времени. Хронометраж и фотография рабочего времени.
4. Организационное направление повышения производительности технологических процессов.
До сих пор подавляющее большинство процессов резания осуществляются при равномерных движениях заготовки и инструмента. Поэтому
в основу всех формул для определения основного технологического времени может быть положена известная зависимость
 ,
,
где L – длина рабочего хода, т.е. длина обработки с учетом врезания и перебега; Sм – минутная подача.
Далее необходимы величины L и Sм в этой формуле представить непосредственно через параметры, характеризующие данный процесс обработки. Рассмотрим методику расчета основного времени для токарной и фрезерной обработки.
При обтачивании ступени вала (рис. 16.1) длиной  основное время равно
основное время равно
 ,
,
где – длина обрабатываемой ступени;  – длина врезания; d– диаметр заготовки; V – скорость резания; So – подача на оборот заготовки; t – глубина резания;
– длина врезания; d– диаметр заготовки; V – скорость резания; So – подача на оборот заготовки; t – глубина резания;  – главный угол в плане.
– главный угол в плане.
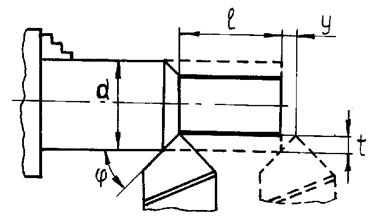
Рис. 16.1. К расчету основного времени при обтачивании вала
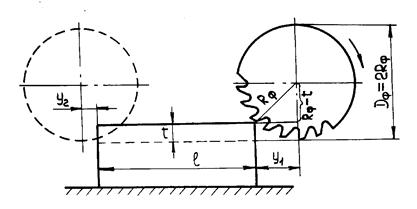
Рис. 16.2. К расчету основного времени при нарезании резьбы резцом
При фрезеровании плоскости цилиндрической фрезой (рис. 16.2) основное время равно:
 ;
;  ;
;  ;
;
 ;
;  ;
;
 ,
,
где  – подача на зуб фрезы; Z – число зубьев фрезы;
– подача на зуб фрезы; Z – число зубьев фрезы;  – диаметр фрезы;
– диаметр фрезы;  – длина перебега.
– длина перебега.
|
|
|
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 403; Нарушение авторских прав?; Мы поможем в написании вашей работы!