КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
За счет увеличения скорости резания
|
|
|
|
Сокращение основного времени обработки
Производительности технологических процессов
Технологическое направление повышения
Анализ структуры формулы для расчета нормы времени позволяет наметить следующие пути усовершенствования и повышения производительности технологических процессов:
1. Сокращение основного времени.
2. Сокращение вспомогательного времени и времени обслуживания рабочего места.
3. Сокращение подготовительно–заключительного времени.
Для сокращения основного времени обработки можно рекомендовать следующие универсальные мероприятия:
а) увеличивать скорости резания;
б) увеличивать скорость рабочей подачи инструмента;
в) уменьшать длину рабочего хода;
г) увеличивать лезвийность инструмента.
Скорость резания определяемся прежде всего материалом обрабатываемой заготовки и режущей части инструмента. В частности, она возрастает при использовании твердосплавных инструментов.
Раньше их широкому распространению препятствовали трудности затачивания и непригодность некоторых классических схем формообразования для работы с высокими скоростями резания. В настоящее время трудности затачивания успешно преодолены за счет широкого использования алмазных абразивных инструментов и электрофизических методов обработки. Кроме того, проведена разработка новых схем формообразования.
Например, осуществить скоростное обтачивание коленчатого вала весьма сложно из–за неуравновешенности заготовки. Значительно проще выполнить фрезерование шеек (рис. 16.4,а), при котором заготовке сообщается сравнительно медленная круговая подача, а высокая скорость резания обеспечивается за счет вращения уравновешенной дисковой фрезы с зубьями из твердого сплава.
|
|
|
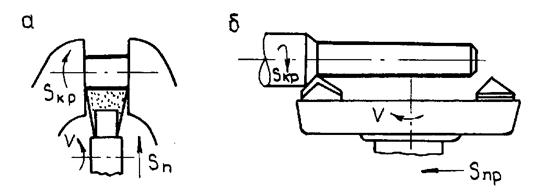
Рис. 16.4. Фрезерование наружных поверхностей вращения
Аналогично обтачивание несбалансированных тяжелых валов заменяют фрезерованием торцевыми фрезами (рис. 16.4,б).
Высокие скорости резания достигаются при работе алмазными и минералокерамическими инструментами, а также из сверхтвердых материалов.
Увеличения скорости резания можно добиться за счет мероприятий, повышающих стойкость инструмента, т.е. за счет правильного выбора смазочно–охлаждающих жидкостей и способа их подвода в зону резания, за счет рациональной геометрии инструментов, оптимизации режима резания, повышения жесткости технологической системы.
|
|
|
|
|
Дата добавления: 2014-12-16; Просмотров: 771; Нарушение авторских прав?; Мы поможем в написании вашей работы!