По функциональному назначению корпуса делят на несущие и корпуса–кожухи. Несущие корпуса служат для установки подвижных и неподвижных узлов и деталей механизма и должны обеспечивать их требуемое взаимное расположение. К таким узлам можно отнести опоры скольжения и качения, двигатели, муфты, ручки и кнопки управления, контактные устройства, шкалы и т.д. Корпуса-кожухислужат не только для размещения и крепления в них узлов и деталей механизмов, но и для защиты их от механических повреждений и попадания пыли и влаги, они все в какой-то степени герметизированы. От конструкции корпуса зависят точность и надежность работы механизма, его размеры, масса и внешний вид, удобство и безопасность эксплуатации.
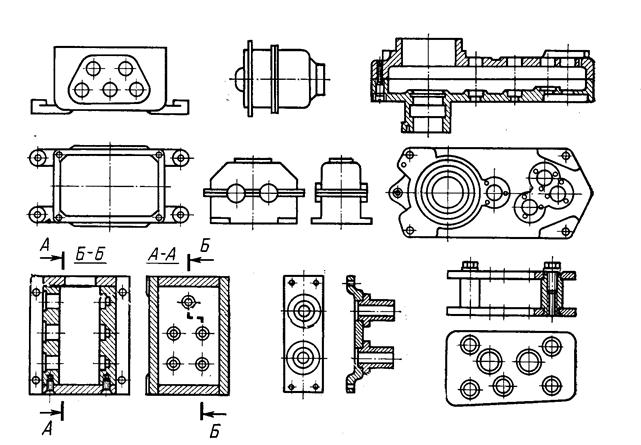
Несущие корпуса по конструктивным признакам классифицируются на цельные, разъемные, сборные, одно- и двухплатные (рис. 11.1).
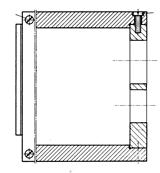
Цельные корпуса (рис. 11.1, а) имеют форму открытых коробок. Они обладают высокой прочностью и жесткостью, хорошо защищают детали и узлы от внешних воздействий. Их конструкция всегда предусматривает монтажные отверстия, которые закрываются крышками (рис. 11.2, а). Недостатками конструкции часто являются ограниченные возможности предварительной сборки деталей механизма в узлы до их установки в корпус, сложность и неудобство сборки и разборки узлов из-за ограничения внутрикорпусного пространства. Цельные корпуса изготавливают с помощью различных технологий: литьем, штамповкой, прессованием (см. рис. 11.2, а), сваркой, механической обработкой.
в
а
б
г
е
ж
д
Рис. 11.1
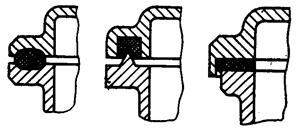
Разъемные корпуса имеют форму закрытых коробок и состоят обычно из двух основных частей, плоскость разъема которых или совпадает с плоскостью расположения осей валов (рис. 11.1, г), или располагается перпендикулярно осям валов (рис. 11.1, б. в). Эти корпуса обладают достаточной прочностью и жесткостью, защищают детали от внешних воздействий и допускают поузловую сборку механизма. Центрирование основных (двух) частей корпуса осуществляется с помощью штифтов (см. рис. 11.1, в, г) или по цилиндрической соосной поверхности (см. рис. 11.1, б). Чтобы обеспечить точность расположения валов отверстия под подшипники обрабатываются одновременно для собранных совместно основных частей корпуса.
Сборные корпуса (рис. 11.1, д) имеют коробчатую форму и состоят из пластин, угольников и крышек, соединенных винтами и штифтами. Их изготавливают из металлопроката (полос, листов, уголков) путем механической обработки на станках. Они имеют достаточную прочность и жесткость, защищают детали и узлы механизма от внешних воздействий, но ограничивают, как и цельные корпуса, возможности узловой сборки. Их применяют в единичном и опытном производстве (рис. 11.2, б).
2
1
б
а
Рис. 11.2
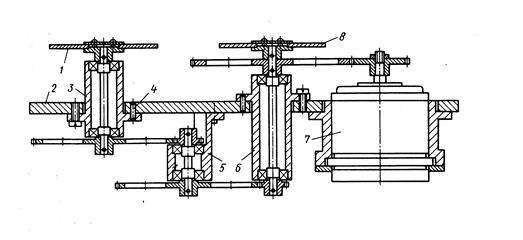
Одноплатные корпуса (рис. 11.1, е) имеют форму плоской пластины или пластины с ребрами жесткости и необходимыми приливами. Возможны две схемы расположения валов по отношению к пластине. Чаще применяются конструкции корпусов, оси валов механизма которых расположены перпендикулярно к корпусу (рис. 11.3).
Рис. 11.3
1
2
3
4
5
6
7
8
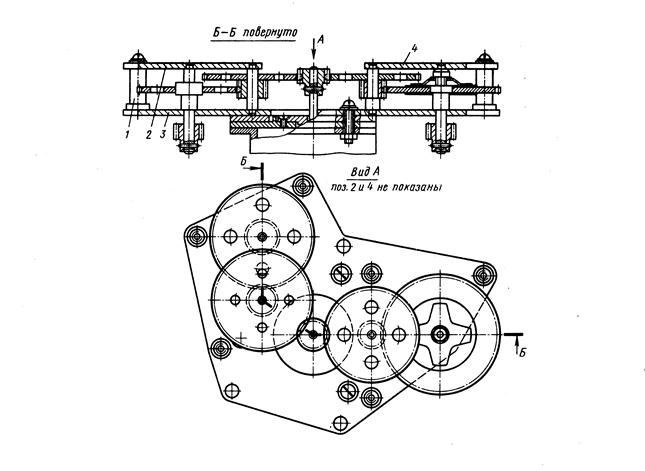
Для обеспечения двухопорного крепления валов подшипники устанавливают в цилиндрических стаканах 3, 6, кронштейне 5 с фланцами, а зубчатые колеса 1, электродвигатель 7, шкалы 8 и другие детали располагаются по обе стороны платы 2. Стаканы прикреплены к плате винтами и после регулировки радиальных зазоров в зубчатых передачах фиксируются штифтами 4. Возможно и одностороннее расположение деталей и узлов механизма по отношению к плате.
При расположении корпуса параллельно осям валов подшипники крепятся в стойках или кронштейнах (рис. 11.4).
Рис. 11.4
Одноплатные корпуса обладают достаточной прочностью и жесткостью, допускают поузловую сборку и удобную регулировку механизма, использование большого числа унифицированных деталей и узлов. Их используют как в единичном, так и серийном производстве. Для защиты от внешних воздействий одноплатных корпусов применяют крышки-кожухи.
Рис. 11.5
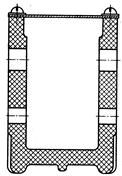
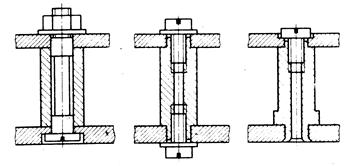
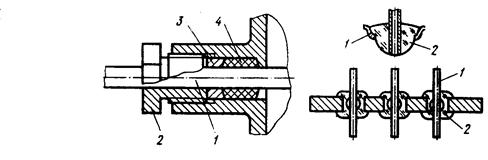
Двухплатные корпуса (рис. 11.1, ж) включают две параллельные пластины (платы), соединенные распорными колонками и винтами. Типовые конструкции колонок и способы соединения их с платами показаны на рис. 11.5. Двухплатные корпуса имеют невысокие прочность и жесткость, от внешних воздействий корпус защищается кожухом. Детали и узлы механизма располагаются между платами.
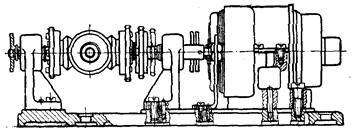
На рис. 11.6 показана конструкция цилиндрической зубчатой передачи, смонтированной между двумя платами. В данном случае верхняя плата состоит из двух частей 2, 4, каждая из которых закреплена на несущей плате 3 с помощью трех колонок 1.
Рис. 11.6
4
3
2
1
Двухплатные корпуса применяют в массовом, серийном и единичном производствах, они технологичны и удобны в сборке. Платы изготавливают из металлопроката, литьем, прессованием, штамповкой с последующей механической обработкой.
Корпуса в зависимости от технологии изготовления делят на литые, прессованные, штампованные, сварные и механически обработанные.
Литые корпуса изготавливаются из алюминиевых АЛ4 и АЛ9, магниевых сплавов Мг4 и Мг6, иногда из чугунов СЧ12 и СЧ15, цинковых и медных сплавов, пластмасс. Корпуса должны иметь простую конфигурацию, ограниченную плоскостями и поверхностями вращения без поднутрений. Необходимо предусматривать закругления всех острых углов. Для уменьшения механической обработки литых деталей обрабатываемые поверхности (под крышки, люки, стаканы) рекомендуется располагать в одной плоскости и делать выступающими на 1 … 2 мм над необрабатываемыми, толщину стенок корпуса необходимо выбирать в пределах 2 … 4 мм, при этом внутренние стенки могут быть тоньше на 20% внешних стенок. Для размещения подшипников, закрепления двигателей предусматривают местные утолщения–приливы. В разъемных корпусах расточка отверстий под подшипники, обработка торцовых поверхностей производятся после сборки двух частей корпуса.
Прессованные корпуса изготавливаются из пластмасс: композиционных, фенопласта К18-2, аминопласта. Они имеют малую стоимость и массу, высокие электроизоляционные, демпфирующие и антикоррозионные свойства. Желательна простая форма корпуса, не препятствующая заполнению пресс-формы и легко из нее вынимаемая. Толщина стенок 3 … 5 мм, обязательны плавные переходы от больших сечений к меньшим, радиусы закруглений, уклоны вертикальных стенок (см. рис. 11.2, а).
Штампованные корпуса выполняют с помощью гибки, вытяжки и вырубки из полосовых тонколистовых заготовок. В качестве материалов применяют малоуглеродистые пластичные стали 08, 10, 15, деформируемые сплавы алюминия Д1 и Д16. Рекомендуется толщину стенок принимать 1,0 … 2,0 мм, жесткость увеличивают штамповкой ребер, рифлений различных форм, отбортовкой. Штампованные детали корпуса соединяют винтами, сваркой, пайкой.
Литые, прессованные и штампованные корпуса экономически выгодно использовать при серийном и массовом производстве, когда стоимость оснастки (штампы, пресс-формы, литейные формы) распределяется на значительное количество изготавливаемых изделий. Эти технологии позволяют обеспечить большую точность, производительность, повторяемость, малый расход материалов.
Сварные корпуса изготавливают при мелкосерийном и единичном производствах. Их выполняют из металлопроката (листов, полос, уголков, профилей). Корпус после сварки подвергают отжигу для снятия локальных (в местах сварки) внутренних напряжений. И только после отжига рекомендуют производить механическую обработку плоскостей и отверстий. Толщина стенок определяется типом сварки и усилиями, возникающими при обработке корпуса после сварки. Жесткость корпуса можно увеличить ребрами, располагаемыми снаружи у мест крепления подшипников.
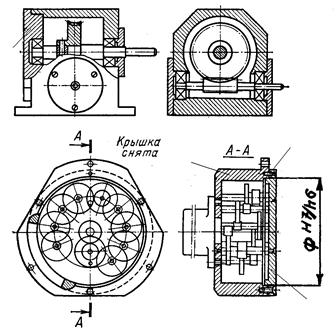
Механически обработанные корпуса, имеющие форму тела вращения (см. рис. 11.1, б), призмы, могут изготавливаться обработкой исходной заготовки, например, типовая конструкция корпуса червячного редуктора (рис. 11.7, а). Для обеспечения сборки червячного колеса крышка 1 подшипника устанавливается в корпусе по диаметру, размер которого больше размера червячного колеса. Наружный диаметр червяка меньше диаметра подшипников, сборка вала-червяка возможна через отверстие для посадки подшипника. Соосность отверстий для посадки подшипников валов червяка и червячного колеса обеспечивается совместной расточкой корпуса и крышки 1 в сборе за одну установку.
б
а
Рис. 11.7
В волновых и планетарных зубчатых передачах широко используются соосные механически обработанные корпуса (рис. 11.7, б).
Корпус состоит из основных частей 1 и 2, плоскость разъема которых перпендикулярна осям валов зубчатой передачи. Эти части соединены по выступу небольшой глубины с посадкой H7/h6. Два штифта 3 фиксируют часть 2 относительно части 1. Соосность посадочных мест под опоры валов в частях 1 и 2 корпуса обеспечивается обработкой корпуса в собранном виде.
Детали сборных корпусов изготавливают обычно из металлопроката различного профиля, что требует значительной механической обработки.
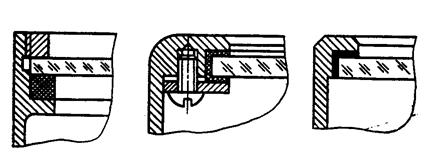
Корпуса-кожухи по степени защиты от воздействия окружающей среды классифицируют как обыкновенные защитные, пыленепроницаемые, брызгонепроницаемые и взрывобезопасные. Важен выбор степени герметизации – полная герметичность корпусов усложняет и удорожает конструкцию. Основные элементы герметичных корпусов, которые необходимо уплотнять, – крышки, смотровые стекла, электрические вводы и подвижные соединения. Для всех выходящих наружу подвижных деталей устанавливают в крышках уплотнения. Крышки герметичных корпусов уплотняют (рис. 11.8) резиновыми шнурами круглого, квадратного или прямоугольного сечения, резиновыми прокладками. Смотровые стекла уплотняют при помощи резиновых прокладок (рис. 11.9, а, б) или герметиками (рис. 11.9, в). Герметизацию электрических вводов 1 в корпуса осуществляют с помощью сальников 4, втулок 3, гаек 2 (рис. 11.10, а); стеклянными изоляторами 2 (рис. 11.10. б) и специальными герметизированными разъемами 2 (рис. 11.10, в).
Выбор типа и формы корпуса зависит от назначения, места установки, условий эксплуатации, серийности, кинематической и компоновочной схем механизма, технологических возможностей производства, эстетики, удобства сборки и ремонта, способов крепления, требований по габаритам, массе и креплению механизма.
studopedia.su - Студопедия (2013 - 2026) год. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав!Последнее добавление