КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Покрытые электроды для ручной дуговой сварки и наплавки
|
|
|
|
Покрытыми электродами сваривают различные стали, чугуны, многие цветные металлы и сплавы, но основной объем ручной дуговой сварки приходится на стали. В связи с этим общие требования к электродам для сварки и наплавки сталей регламентированы государственными стандартами. Электроды для сварки чугуна и цветных металлов не стандартизованы и выпускаются в соответствии с техническими условиями.
В настоящее время в России действуют четыре ГОСТа на электроды: ГОСТ 9466-75. Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования;
ГОСТ 9467-75. Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы.
ГОСТ 10052-75. Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей ρ особыми свойствами. Типы.
ГОСТ 10051-75. Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы.
Классификация покрытых электродов
По назначению электроды подразделяются:
У - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2;
Л - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2;
Τ - для сварки легированных теплоустойчивых сталей;
В - для сварки высоколегированных сталей с особыми свойствами;
Η - для наплавки поверхностных слоев с особыми свойствами.
Подразделение электродов на типы регламентировано ГОСТ 9467-75, ГОСТ 10051-75 и ГОСТ 10052-75.
На марки электроды разделяют по техническим условиям и паспортам. Каждому типу электрода могут соответствовать несколько марок.
|
|
|
Электроды подразделяют по толщине покрытия в зависимости от отношения диаметра электрода (D) к диаметру стального стержня (d):
Μ - с тонким покрытием (D/d < 1,20);
С - со средним покрытием (1,20 < D/d < 1,45);
Д - с толстым покрытием (1,45 < D/d < 1,80);
Г- с особо толстым покрытием (D/d> 1,80).
В зависимости от требований к точности изготовления электродов, состоянию поверхности покрытия, сплошности выполненного данными электродами металла шва и содержания серы и фосфора в наплавленном металле электроды делятся на группы 1,2 и 3V.
По видам покрытия электроды подразделяют:
А - с кислым покрытием; Б - с основным покрытием; Ц - с целлюлозным покрытием; Ρ - с рутиловым покрытием; Π - с покрытием прочих видов. При покрытии смешанного вида используют соответствующее двойное условное обозначение.
При наличии в составе покрытия железного порошка в количестве более 20 %, к обозначению вида покрытия добавляют букву Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяют: 1 - для всех положений; 2 - для всех положений, кроме вертикального сверху вниз; 3 - для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх; 4 - для нижнего и верхнего в лодочку.
По роду и полярности применяемого, при сварке или наплавке тока, а также по номинальному напряжению холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц электроды обозначают номерами с 0 по 9 в соответствии с табл.1 (обозначения электродов по роду и полярности сварочного тока).
Таблица 1
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода Источника переменного тока, В | Обозначения | |
| Номинальное | Предельные отклонеия | ||
| Обратная | - | - | |
| Любая Прямая Обратная | + 5 | ||
| Любая Прямая Обратная | + 10 | ||
| Любая Прямая Обратная | + 5 |
|
|
|
Примечание. Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Условное обозначение. Все вышеперечисленные элементы классификации электродов должны быть указаны в условном обозначении. Структура условного обозначения приведена на рис.7.
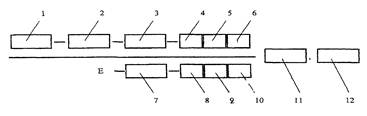
Рис.7. Структура условного обозначения электродов:
1 - тип; 2 - марка; 3 - диаметр, мм; 4 - обозначение назначения электродов; 5 - обозначение толщины покрытия; 6 - группа электродов по качеству изготовления; 7 - группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75; 8 - обозначение вида покрытия; 9 - обозначение допустимых пространственных положений сварки или наплавки; 10 -обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц; 11 - обозначение стандарта, регламентирующего классификацию электродов и общие технические условия (ГОСТ 9467-75); 12 - обозначение стандарта на типы электродов.
Для электродов марок, не относящихся к типам по ГОСТ 9467-75, ГОСТ 10051-75 и ГОСТ 10052-75, тип электрода в условном обозначении не приводят (поз. 1 рис. 3), а вместо стандарта на типы электродов указывают технические условия на электроды конкретной марки (поз. 12 рис. 3).В условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным, сопротивлением разрыву до 60 кгс/мм2 посла буквы Ε тире не ставят. Приведенное на рис. 3 условное обозначение должно быть указано на этикетках или маркировке коробок, пачек и ящиков с электродами. В документации на электроды их условное обозначение должно состоять из марки, диаметра, группы электродов и обозначения стандарта (ГОСТ 9466-75).
Пример условного обозначения. Для электродов типа Э46А по ГОСТ 9467-75, марки УОНИ-13/45, диаметром 3 мм, для сварки углеродистых и низколегированных сталей У, с толстым покрытием Д, 2-й группы, с установленной по ГОСТ 9467-75 группой индексов 43 2 (5), указывающих характеристики наплавленного металла и металла шва, с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0 полное обозначение будет таким:
|
|
|
 ГОСТ 9466-75, ГОСТ'9467-75,
ГОСТ 9466-75, ГОСТ'9467-75,
а в документации:
электроды УОНИ-13/45-3,0-2-ГОСТ 9466-75.
Типы электродов для сварки теплоустойчивых и конструкционных сталей. Согласно ГОСТ 9467-75 электроды подразделяются на следующие типы:
Э38, Э42, Э46 и Э50 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2;
Э42А, Э46А и Э50А - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и Э60 - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм2;
Э70, Э85, Э100, Э125, Э150 - для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10ХЗМШФБ, Э10Х5МФ - для сварки легированных теплоустойчивых сталей.
Химический состав должен соответствовать:
- для металла, наплавленного электродами для сварки конструкционных сталей, требованиям технических условий или паспортов на электроды конкретных марок;
- для металла, наплавленного электродами для сварки легированных теплоустойчивые сталей, требованиям стандарта.
Механические свойства металла шва, наплавленного металла и сварного соединения, а также содержание серы ифосфора в наплавленном металле регламентированы стандартом.
Условное обозначение электродов для дуговой сварки конструкционных и теплоустойчивых сталей - по ГОСТ 9466-75. При этом во второй строке (знаменателе) группа индексов, указывающих характеристики наплавленного металла и металла шва (поз.7) должна быть записана в соответствии с требованиями, приведенными ниже.
Согласно требованиям ГОСТ 9467-75 в условном обозначении электродов для сварки углеродистых и низколегированных сталей с временным сопротивлением разрыву менее 60 кГс/мм2 группа индексов записывается следующим образом: первый индекс (две цифры) указывает минимальное значение величины σВ (кгс/мм2), а второй индекс (одна цифра) одновременно характеризует минимальные значения показателей δ5 и температуры Тх, при которой определяется ударная вязкость (данные следует приводить для метала шва и намного металла в состоянии после сварки, т.е. без термической обработки.
|
|
|
Таким образом, второй индекс (третья цифра) будет означать:
0 – δ5 < 20 и ТΧ не регламент.
1 – δ5 = 20 и ТΧ = +20 оС
2 – δ5 = 22 и ТΧ = 0 оС
3 – δ5 = 24 и ТΧ = - 20 оС
4 – δ5 = 24 и ТΧ = - 30 оС
5 – δ5 = 24 и ТΧ = - 40 оС
6 – δ5 = 24 и ТΧ = - 50 оС
7 – δ5 = 24 и ТΧ = - 60 оС
Если какой-нибудь показатель (δ5 или Тх) отличается от вышеприведенных, то второй индекс должен соответствовать минимальному значению показателю δ5, и дополнительно, в скобках, указывается третий индекс, характеризующий показатель Тх.
В условном обозначении электродов для сварки сталей с σВ > 60 кгс/мм2 индексов, обозначающих характеристики наплавленного металла и металла шва (данные брать для метала в состоянии после термической обработки), указывает среднее содержание основных химических элементов в наплавленном металле и минимальную температуру, при которой ударная вязкость на составляет не менее 3,5 кгс-м/мм2 и должна включать:
первый индекс из двузначного числа, соответствующего среднему содержанию углерода в сотых долях процента;
последующие индексы, каждый из которых состоит из буквенного обозначения соответствующего химического элемента и стоящего за ним числа, показывающего среднее содержание элемента в наплавленном металле (с погрешностью до 1%);
последний индекс, характеризующий Тх:

Перед последним индексом ставят тире.
К основным химическим элементам, кроме углерода, следует относить только легирующие элементы, определяющие механические свойства наплавленного металла. При этом кремний и марганец считают основными химическими элементами, если их содержание в наплавленном металле превышает 0,8 %.
Порядок расположения буквенных обозначений химических элементов определяется уменьшением их среднего содержания в наплавленном металле. При среднем содержании элемента менее 0,8 % число за буквенным обозначением не указывают.
Химические элементы, содержащиеся в наплавленном металле, обозначают: А - азот, Б - ниобий, В - вольфрам, Г - марганец, Д - медь,
К - кобальт, Μ - молибден, Η - никель, Ρ - бор, С - кремний, Ε - титан, Φ - ванадий, X -хром, Ю - алюминий.
В условном обозначении электродов для сварки легированных теплоустойчивых сталей группа индексов, указывающих характеристики наплавленного металла и металла шва (данные брать для метала в состоянии после термической обработки), должна включать два индекса. Первый индекс указывает Тх, а второй максимальную рабочую температуру, при которой регламентированы показатели длительной прочности наплавленного металла и металла шва.
Таблица 2
| Максимальная рабочая температура, оС | Индекс | Максимальная рабочая температура, оС | Индекс |
| Не регламентирована или ниже 450 оС | 530 - 545 | ||
| 450 – 465 | 550 – 565 | ||
| 470 - 480 | 570 – 585 | ||
| 490 – 505 | 590 – 600 | ||
| 510 - 525 | Св. 600 |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1099; Нарушение авторских прав?; Мы поможем в написании вашей работы!