КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пробка 8133 - 0954 Н8 ГОСТ 14810 - 69
|
|
|
|
Классификация гладких калибров
ГЛАДКИЕ КАЛИБРЫ И ИХ ДОПУСКИ
В современном массовом и крупносерийном производстве размеры обрабатываемых деталей проверяют с помощью особых инструментов (калибров).
Калибрами называют бесшкальные инструменты, предназначенные для проверки правильности размеров, геометрической формы изделия либо взаимного расположения его поверхностей. Калибр определяет не численное значение действительного размера изделия, а его годность по контролируемому размеру.
Значит калибр не является измерительным инструментом?
Да, калибр не измеряет размер, а контролирует его. Измерить - значит определить числовое значение действительного размера с заданной точностью в принятых линейных единицах. Проконтролировать - значит установить факт годности или негодности проверяемого размера, что часто возможно и без определения его действительного размера. Это как раз и выполняется калибром.
Какие признаки положены в основу классификации калибров?
Калибры классифицируют по следующим признакам:
- по способу проверки изделий (калибры бывают предельные и нормальные);
- по технологическому назначению (рабочие и контрольные);
- по конструктивной разновидности;
- по числу одновременно проверяемых элементов изделия.
Какие калибры называются предельными и какие нормальными? Для каких целей применяют эти калибры?
Предельные калибры (проходной и непроходной) позволяют установить, находится ли проверяемый размер в пределах поля допуска. На рис.55 приведена схема контроля деталей предельными калибрами. Деталь считается годной, если она проходит в проходной калибр и не проходит в непроходной калибр.
|
|
|
Нормальными калибрами называют точные шаблоны и калибры, изготовленные по размеру, соответствующему началу границы поля допуска. Таким образом, нормальный калибр является проходным калибром. О годности деталей судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра.
Предельные калибры используют для проверки размеров гладких цилиндрических, конусных, резьбовых и шлицевых деталей, высоты выступов и глубин впадин, если проверяемые размеры имеют допуск не точнее 6-го квалитета. Наиболее часто предельные калибры применяют для контроля валов и отверстий: валы проверяют калибрами-скобами, а отверстия (калибрами-пробками), как показано на рис.55.
Как делятся калибры по техническому назначению?
По назначению калибры делятся на: рабочие (пробки и скобы) проходные Р-ПР и непроходные Р-НЕ, предназначенные для контроля отверстий и валов в процессе изготовления; контрольные К-ПР, К-НЕ, К-И, служащие для контроля размеров рабочих проходных и непроходных скоб.
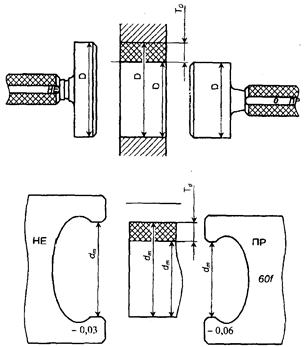
Рис.55. Схема контроля деталей предельными калибрами
Контрольные калибры: К-ПР (контркалибр для проверки новых рабочих проходных скоб; К-НЕ (контркалибр для проверки новых рабочих непроходных скоб; К-И (контркалибр для проверки износа рабочих проходных скоб. Эти контрольные калибры являются проходными. Контрольные калибры выполняются в виде шайб.
Контрольные калибры применяются только для контроля скоб. Для калибров-пробок контрольные калибры не предусмотрены. Контроль пробок просто и точно может быть осуществлен универсальными измерительными приборами.
Нормированы ли конструкции и размеры калибров?
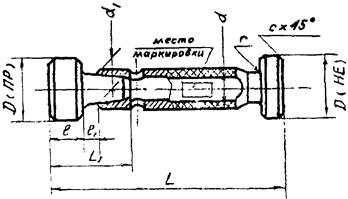
Да, нормированы. Конструкции калибров-пробок определены ГОСТами 14807-69 -14827-69, 177736-72 - 177742-72, На рисунках 56, 57, 58 приведены конструкции калибров-пробок и конструктивные размеры некоторых из них.
| Dномин. | L | d | d1 | С | r | Вставки | |||||
| ПР | НЕ | ||||||||||
| L1 | l | l1 | L1 | l | l1 | ||||||
| 3,2-6 | 2,5 | 0,2 | 0,5 | 23,5 | 20,5 | ||||||
| 6,3-10 | 0,4 | 0,5 | |||||||||
| 10,5-14 | 0,4 | 1,0 | |||||||||
| 15-18 | 0,4 | 1,6 | |||||||||
| 19-24 | 0,4 | 2,0 | |||||||||
| 25-30 | 0,4 | 2,0 | |||||||||
| 31-39 | 0,4 | 3,0 | |||||||||
| 41-50 | 0,4 | 3,0 |
Пример условного обозначения пробки Dномин.= 40 мм для контроля отверстия с полем допуска Н8:
|
|
|
Рис.56. Пробки двусторонние со вставками диаметром свыше 3 до 50 мм. ГОСТ 11810 – 69
| Dномин. | L | В | l |
| 52-75 | 40 | 8 | 28 |
| 78 - 100 | 45 | 8 | 32 |
| 102 -150 | 50 | 10 | 35 |
| 155 - 250 | 60 | 10 | 42 |
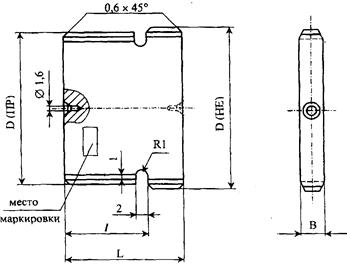
Пример условного обозначения пробки Dномин.= 60 мм для контроля отверстия с полем допуска по Н11:
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 2450; Нарушение авторских прав?; Мы поможем в написании вашей работы!