КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Базы и базовые элементы
|
|
|
|
По назначению и области применения базы подразделяются на:
1. Конструкторские– базы, используемые для определения положения дета-ли или сборочной единицы в изделии, т.е. поверхности, линии или точки дета-ли, по отношению к которым определяются на чертеже расчетные положения других деталей или сборочных единиц изделия, а так же других поверхностей и геометрических элементов данной детали.*
* Конструкторская основная база детали или сборочной единицы исполь-зуется для определения ее положения в изделии.
** Конструкторская вспомогательная база – база, используемая для опреде-ления положения присоединяемого к детале или сборочной единице изделия.
2.Измерительные – поверхности, линии или точки, от которых производит-ся отсчет выполняемых размеров поверхностей при обработке или измерении заготовок, а также при проверке взаимного расположения поверхностей дета-лей или элементов изделия (параллельности, перпендикулярности и др.).
3.Технологические – базы, используемые для определения положения за-готовок или изделия в процессе изготовления (базирования), т.е. поверхности, линии или точки заготовок, относительно которых ориентируются поверхнос-ти, обрабатываемые на установе.
Иногда в качестве технологических баз используются разметочные линии и точки, нанесенные на поверхности заготовок для выверки их положения относительно элементов станка или его координат.
По особенностям применения технологические базы подразделяются на контактные, настроечные и проверочные.

Контактными называют технологические базы, непосредственно соприка-сающиеся с соответствующими установочными поверхностями УЗП или стан-
|
|
|
ка. Очень часто в качестве контактной базы принимают измерительные поверх-ности или установочные поверхности УЗП.






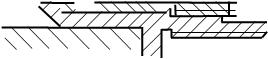
 Настроечные базы – поверхности, относительно, которых производят наст-ройку станка на обрабатываемую поверхность заготовки. Так, например, заго-товка (рис.5.7) базируется по поверхностям ø1 и М. Торец М является настро-ечной и измерительной базой для точения торца А в размер в. А для торцев Б и В настроечной базой является измерительная база А на этом установе.
Настроечные базы – поверхности, относительно, которых производят наст-ройку станка на обрабатываемую поверхность заготовки. Так, например, заго-товка (рис.5.7) базируется по поверхностям ø1 и М. Торец М является настро-ечной и измерительной базой для точения торца А в размер в. А для торцев Б и В настроечной базой является измерительная база А на этом установе.
Проверочной базой называют поверхность, 4;5
линию или точку заготовки или детали, по отно -
|
|

шению к которым производиться выверка поло- 
 ø1
ø1
жения заготовки на станке или установка режу - 






щего инструмента при обработке заготовки, а 
 М а А
М а А


 1–3 б
1–3 б
также выверка положения других деталей или  в
в

сборочных единиц при сборке изделия. Рис.5.7.Схема использования
Например, резьба С оправы микрообъектива настроечных баз
(рис.5.8) должна быть строго соосна оптической оси ОО объектива. При наре-зании резьбы на поверхности С объектив 1 собирают окончательно, а оправу 2 устанавливают в УЗП 3, которое, закрепляя оправу, может перемещать ее с объективом по 2 м осям Х и У. При этом в объектив подают свет, который кон-центрируется в фокусе в виде яркой точки. УЗП вращается медленно, а на эк-ране при несоосности оптической оси объектива оси вращения оправы и УЗП, фокусное пятно луча описывавает окружность. После того, как оптическая ось (фокус луча) совпадет с осью вращения УЗП протачивается поверхность С и нарезается на ней резьба. Оправа с объективом центрируется в приборе по резь-
бовой поверхности С. Таким образом проверочная база – оптическая ось объек-
3    2 С 2 С
       О 1 О О 1 О
|





тива (не материальная поверхность) ис –
пользована для его точного положения
в приборе за счет совмещения оси резь-
бы оправы и оптической оси объектива.
Искусственные технологические базы –
поверхности, линии или точки, которые
в целях повышения точности, надежности
и удобства базирования обрабатываемой Рис.5.8. Схема установки микро-
заготовки в приспособлении обрабатыва - объектива при нарезании резьбы
ютс большей точностью, чем это требу- по поверхности С, и использова-
ется для готовой детали по чертежу, либо нии проверочной технологический
создают их искусственно (по чертежу базы – оптической оси объектива
этой поверхности может и не быть). О-О: 1 – объектив; 2 – оправа; 3 –
Если сохранение искусственной техно- центрирующее зажимное приспо-
логической базы по условиям эксплуатации собления















 недопустимо, то после изготовления детали ее удаляют.
недопустимо, то после изготовления детали ее удаляют.
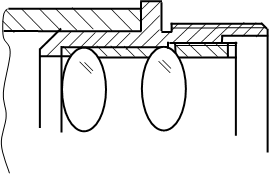
 Например, для обработки заготовки ва- 4;5
Например, для обработки заготовки ва- 4;5
ла с одной установки (с левой и с правой 



















стороны) изготавливаются искусственные 


 1-3
1-3
технологические базы – центровочные от- Рис.5.9.Схема создания искусствен-
верстия (рис.5.9.). Заготовка устанавлива- ных технологических баз – центро-
ется на жесткий рифленый центр шпин- вочных отверстий в заготовке вала
деля токарного станка (слева) и на вращающийся центр задней бабки (справа).
Подобная схема базирования позволяет обрабатывать все поверхности заготовки справа (правым резцом) и слева (левым резцом) без переустанова заготовки. При обработке цилиндрической поверхности слева правое центро-вочное отверстие лишает 3 степени свободы (при обработке справа – 2 степени свободы), а левое центровочное отверстие – 2 степени свободы. При базиро-вании по центровочным отверстиям следует весьма точно предварительно то-
чить левый и правый торцы и длину конической части центровочных отвер-стий, чтобы повторяемость позиций партии заготовок была как можно точнее.
Если наличие центровочных отверстий в детали недопустимо, то заготовку
с центровочными отверстиями изготавливают длиннее, и после обработки остальных поверхностей центровочные отверстия отрезают в размер вала.
От правильного выбора технологических баз в значительной степени зависят:
|
|
|
-точность выполнения размеров обработанных поверхностей;
-точность взаимного расположения обработанных поверхностей;
-степень сложности и конструкция станочных приспособлений, режущих и
мерительных инструментов;
-производительность и себестоимость обработки заготовок.
В связи с этим вопрос о выборе технологических баз решается технологом в самом начале проектирования ТП одновременно с разработкой маршрутного и операционного ТП.
В первую очередь назначаются технологические базы для выполнения первой операции механической обработки, т.е. так называемые черновые базы.
В качестве черновой технологической базы выбирают поверхность, относи-тельно которой на первой операции могут быть обработаны поверхности, кото-
рые в последующих операциях или установах могут использоваться как тех-
нологические базы, т.е. черновая база – база для обработки чистовых баз.
Для обеспечения точности базирования и надежности закрепления заготов-ки в УЗП черновая база:
-должна иметь достаточные размеры;
-иметь возможно более высокую степень точности;
-иметь наименьший параметр шероховатости поверхности;
-не должна иметь литников, прибылей, швов, ребер;
-должна использоваться один раз (за исключением отливок в металлические
формы под давлением, точных прессованных, калиброванных заготовок);
-как правило, остаться в дальнейшем необработанной.
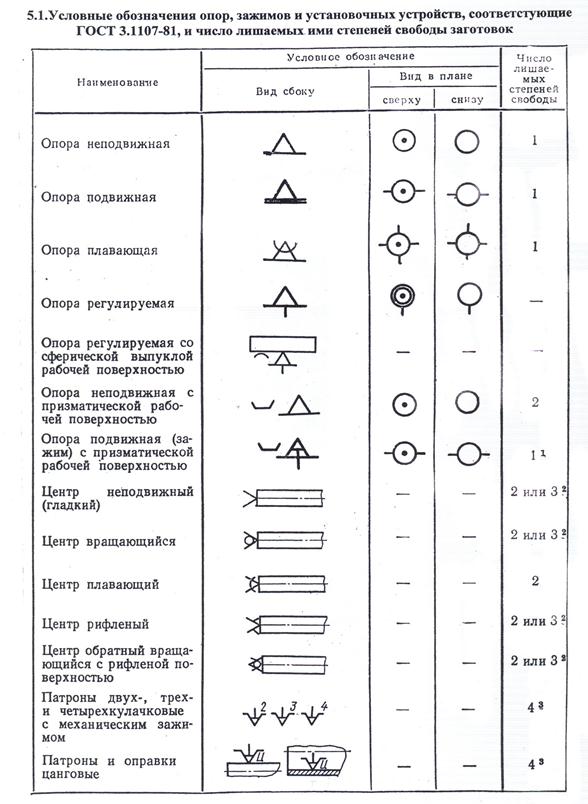
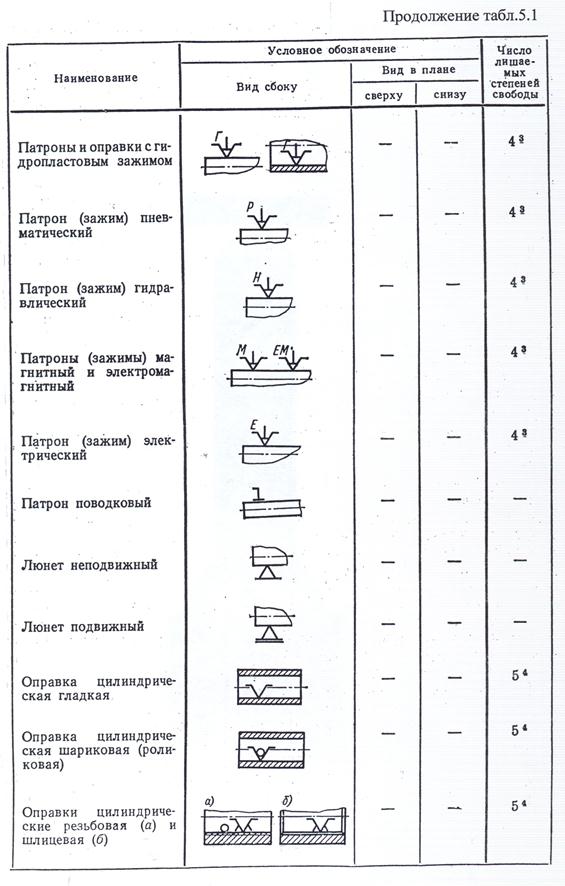
Условные обозначения опор, зажимов и установочных устройств приведены
в табл.5.1.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 2045; Нарушение авторских прав?; Мы поможем в написании вашей работы!