КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Функции РСУ и ПАЗ выполняют программируемые контроллеры
|
|
|
|
Введение.
Описание функционирования схем контроля и
регулирования технологических параметров Вашего процесса… …………….. 70
Эти пункты должны обязательно присутствовать в записке
к Вашему проекту.
Автоматизированная система управления (АСУ) производством (процессом)…
Внедрение АСУ является наиболее прогрессивным направлением в области автоматизации. При большом расстоянии между технологическими аппаратами и щитами управления целесообразно применять электрические средства автоматизации. Химические производства относятся к числу взрывопожароопасных и автоматизация осуществляется на основе использования взрывозащищенных средств автоматизации с использованием контроллеров и персональных компьютеров (ПК).
Контроллер – многофункциональное программируемое средство организации измерительных каналов.
ПК обрабатывает по заложенной в нём программе информацию, поступившую от датчиков. Высвечивает на табло значения измеренных параметров. ПК применяется во-первых, для облегчения работы оператора, т.к. за короткий промежуток времени обрабатывает большое количество информации; во-вторых может выполнять роль «советчика», при котором ЭВМ рекомендует оператору оптимальные знания режимных параметров процесса.
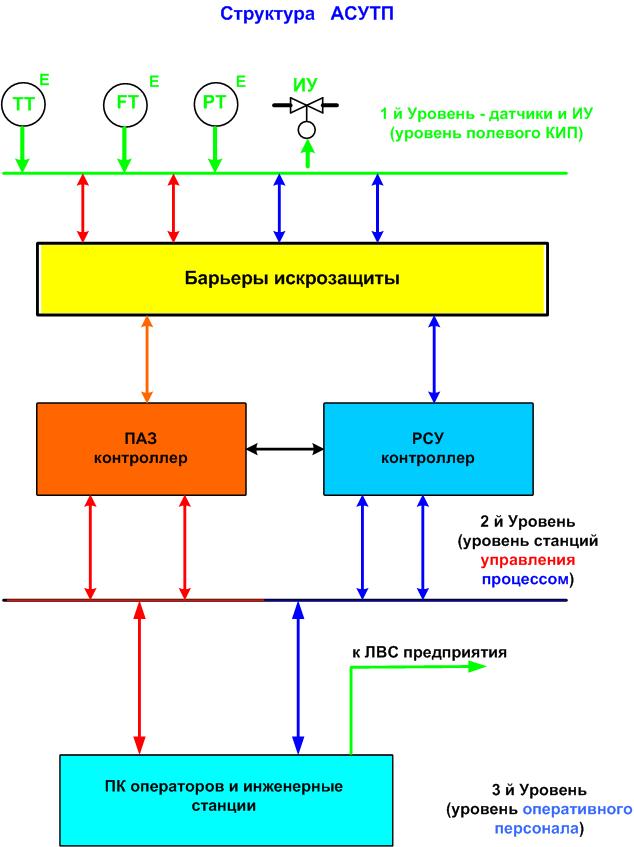
Иерархическая структура АСУТП включает в себя;
- 1 й уровень полевого КИП;
- 2 й уровень - станции управления процессом;
- З й уровень оперативного персонала, базирующийся на инженерных и станциях операторов технологического процесса.
1 й уровень АСУТП реализован на базе датчиков и исполнительных механизмов. На уровне 1 частично применяются датчики интеллектуальной серии, и на них выполняются функции опроса и шкалирования измеряемых сигналов с передачей информации по протоколу HART. Технические средства 2,3 уровней размещаются в помещении операторной. Станции управления процессом реализованы на базе контроллера РСУ (распределенная система управления – собирает информацию, вырабатывает регулирующие воздействия) и контроллера ПАЗ (система противоаварийной защиты – контролирует нарушения в ходе технологического процесса, осуществляет защиту и блокировку аппаратов, вырабатывает защитные воздействия).
Контроллеры выполняют следующие функции:
- воспринимают аналоговые, дискретные электрические унифицированные сигналы;
- измеряют и нормируют принятые сигналы;
- выполняют программную обработку сигналов с первичных преобразователей и формируют аналоговые и дискретные управляющие сигналы;
- отображают информацию на экране;
- управляются при помощи стандартной клавиатуры.
З й уровень АСУТП представлен автоматизированными рабочими местами оператора-технолога и оператора-инженера. Обеспечивается ведение базы данных, визуализация состояния технологического оборудования, обработка данных, формирование и печать отчетных документов, ручное дистанционное управление технологическим оборудованием. Станции оснащены современными ПК. Информация с контрольно-измерительных приборов и датчиков в виде аналоговых и дискретных сигналов поступает с 1 уровня на технические средства 2 уровня, на которых реализуются в автоматическом режиме функции сбора, первичной обработки информации, регулирования, блокировок. Информация, необходимая для контроля и управления технологическими процессами, поступает от контроллеров на 3й уровень - операторские станции и станции главных специалистов завода. Cхема «Структура АСУТП», представленная ниже в упрощённом виде, наглядно демонстрирует связи между уровнями.
Диалог оператора с системой управления осуществляется с использованием цветного дисплея, клавиатуры и манипулятора «мышь». На операторской станции сконфигурирован пользовательский интерфейс для взаимодействия оператора с системой. Для вызова необходимой информации оператору достаточно при помощи «мыши» выбрать на экране надпись или изображение какого-либо объекта и одной или двумя манипуляциями вывести на экран необходимую информацию. Клавиатура также может быть использована для получения необходимой информации. Кроме этого при помощи клавиатуры производится ввод текстовой и цифровой информации. Сообщения о нарушениях предупредительных и предаварийных границ для аналоговых параметров, действиях операторов по управлению технологическими процессами регистрируются и выводятся на печать по запросу оператора. Выход аналогового параметра за допустимые границы, сигнализация, нарушение связи с объектами по какому-либо из каналов связи отображается на операторской станции звуковой сигнализацией и цветовым отображением изменений на мнемосхемах. Информация, выводимая оператору на экран монитора по его запросу, может иметь различные виды:
- обобщенная мнемосхема, представляющая весь объект автоматизации. С этой мнемосхемы можно перейти на подробную мнемосхему любого узла, выбрав его на экране курсором;
- мнемосхемы отдельных узлов, отображающие часть технологической цепочки с индикацией величин аналоговых сигналов;
- оперативные тренды, показывающие состояние параметра;
исторические тренды, позволяющие отслеживать состояние аналогового параметра за длительные периоды (смена, сутки, месяц);
- панели контроля и управления аналоговыми регуляторами;
аварийные и технологические сообщения.
При выборе контроллера решающими факторами являются:
· надежность модулей ввода/вывода;
· скорость обработки и передачи информации;
· широкий ассортимент модулей;
· простота программирования;
· распространенность интерфейса связи с ЭВМ.
Этим условиям удовлетворяет контроллеры фирмы Moore Products Company, также контроллеры Allen Bradley SLC 5/04 корпорации Rockwell (семейство SLC 500 малых программируемых контроллеров), контроллеры YS 170 YOKOGAWA и контроллеры серии TREI-Multi.
В данном проекте использованы контроллеры фирмы Moore Products Company: контроллер APACS+ (подсистема РСУ), контроллере QUADLOG (подсистема ПАЗ).
Контроллер APACS + управляет работой отдельных агрегатов (30-50 контуров регулирования); технологических участков (150 контуров регулирования), цехов с непрерывными и периодическими процессами. Контроллер QUADLOG имеет также несколько модулей. Стандартный аналоговый модуль (SAM) входит в семейство модулей ввода/вывода. Он предназначен для подключения аналоговых и дискретных сигналов. Модуль SAM обеспечивает высокую пропускную способность для стандартных сигналов ввода/вывода (аналоговые входные сигналы (4-20) мА, аналоговые выходные сигналы (4-20) или (0-20) мА, а также дискретные входы и выходы). К модулю SAM можно подключить до 32 каналов. Каждый канал может быть сконфигурирован для работы с аналоговым входом (4-20) мА, аналоговым выходом (4-20) мА или (0-20) мА, дискретным входом или дискретным выходом. Стандартный дискретный модуль (SDM) имеет 32 канала ввода/вывода, каждый из к них может быть сконфигурирован как дискретный вход/выход, дискретный импульсный выход. Модуль позволяет управлять работой электродвигателя, отсечного канала.
Контроллер QUDLOG обеспечивает: повышенные характеристики безопасности, отказоустойчивости и защиты выходов; высокий уровень готовности системы; отказоустойчивость. Система QUDLOG полностью интегрирована с системой управления технологическими процессами APACS+. Это позволяет использовать один операторский интерфейс и средства программирования, что устраняет необходимость дополнительных усилий при установке, конфигурировании, обслуживании и обучении персонала, а также при организации связи систем управления безопасностью и технологическими процессами.
Технологический регламент (оформление таблиц 1, 2).
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 5158; Нарушение авторских прав?; Мы поможем в написании вашей работы!