КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Головка продувается, но не дает струи
‘Streaming’ –это термин, используемый для описания состояния, в котором головка создает тонкую непрерывную струю материала из сопла в ответ на S-> Standard purge или P->Purge and fire. Обычно головка начинает выдавать капли при запуске этих функций. Количество капель будет увеличиваться, пока жидкий материал не оторвется от сопла головки и материал не начнет течь непрерывной струей. Не все головки выдают струю, но большинство делают это. Наличие струи - это хороший индикатор настройки головки и системы в целом.
1. Возможная «мокрая поверхность» - условие, при котором материал собирается в виде капли на сопле головки, блокируя появление струи из сопла – выполните следующее:
W-> Wipe control menu function.
F-> purge and Fire control menu function.
Дайте возможность головке инжектировать полный цикл. На выходе капли должны смениться на струю к концу цикла.
2. Выполните ‘Горячую продувку”:
a. Поднимите температуру головки и греющей линии на 10°C выше номинальной рабочей температуры, используя:
H-> Temperature adjustments, B-> Build jet [S-> Support jet]
H-> Temperature adjustments, L-> buiLd line [P-> suPport line]
Build Printhead & Heated Line: 125°C - 130°C
Support Printhead & Heated Line: 115°C - 125°C
b. Наблюдайте изменения температур в окне состояния температур, дождитесь, пока температуры достигнут установленных значений. Если температуры не меняются, свяжитесь с ТЦ Solidscape.
c. Оставьте систему при повышенной температуре минимум на 5-10 минут.
d. Вернитесь в меню ожидания и выполните ‘wipe’ затем purge and Fire - инжектирование при повышенной температуре:
M-> Maintenance, B-> Build [S-> Support], W-> Wipe F-> purge and Fire
e. Дайте возможность головке инжектировать полный цикл. На выходе капли должны смениться на струю к концу цикла. Нажмите ‘F’, чтобы прервать цикл ‘purge and fire’ – инжектирования под давлением.
3. Если во время инжектирования под давлением выделяется слишком мало материала или не выделяется совсем, выполните режим ‘Hot Syringe’ – горячее шприцевание:
a. оставьте головку при повышенной температуре.
b. ‘Заморозьте’ греющую линию, установив ее температуру в 40°C, используя меню:
H-> Temperature adjustments, L-> buiLd line [P-> suPport line], 40, Enter
Build Heated Line: 125°C - 40°C
Support Heated Line: 110°C - 40°C
c. Наблюдайте изменения температуры соответствующей линии в окне состояния температур и дождитесь, пока действующая температура достигнет установленного значания
d. Выдержите систему при пониженной температуре минимум 2 -3 минуты.
e. Осторожно обхватите заглушку головки, поверните ее в обе стороны, чтобы ослабить уплотнение, и затем осторожно снимите ее. Положите заглушку в удобное место, откуда она не укатится, и ее легко можно достать.
f. Полностью вытяните поршень шприца, который обычно используется для создания воздушной подушки в головке.
g. Наденьте трубку шприца на патрубок головки. См.рис. 5-1.
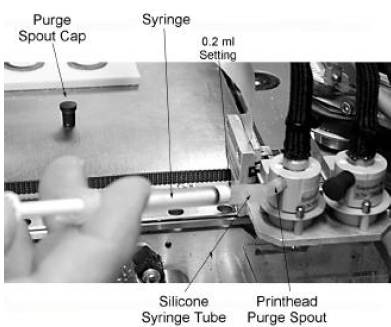
Рис. 5-1 Шприцевание головки
h. Аккуратно надавите на поршень шприца, заставляя материал вытекать из сопла головки.
i. Продолжайте применять давление на поршень пока он полностью не вдавится в шприц или давление не станет слишком большим, чтобы продвинуть поршень. Обычно требуется около минуты или чуть больше, чтобы полностью ввести шприц и сбросить внутреннее давление через головку.
j. Если шприц еще не введен полностью, медленно вытяните поршень, уменьшая давление в головке. Аккуратно удалите шприц и удалите остатки материала из трубки и шприца. Возможно, головка забита, свяжитесь с ТЦ Solidscape.
ВНИМАНИЕ: Если вы не опустошили шприц через головку, полностью введя поршень, будьте очень осторожны при вытягивании поршня и удалении шприца! Поршень должен быть полностью возвращен назад, чтобы убедиться, что в головке нет избыточного давления перед удалением шприца. Если не сделать этого, то горячий расплавленный материал будет разбрызгиваться из патрубка с высокой скоростью, как только будет удален шприц.
k. Если шприц пуст, повторите пп. 3.f - 3.j несколько раз, пропуская каждый раз максимум воздуха из шприца через головку.
l. Удалите шприц и поставьте на место заглушку.
m. Верните греющую линию к ее повышенной температуре, используя команды меню:
H-> Temperature adjustments, L-> buiLd line [P-> suPport line], ‘normal temp’, Enter
o Build Heated Line Normal Temp: 40°C - 130°C
o Support Heated Line Normal Temp: 40°C - 120°C
n. Наблюдайте изменение температуры соответствующей линии в окне состояния температур и дождитесь, когда действующие температуры достигнут установленных значений.
o. Оставьте систему при повышенных температурах минимум на 3 – 5 минут.
4. Выполните продувку и восстановление воздушной подушки, как описано в гл.4.8.3, в то время, как головка и греющая линия остаются при повышенной температуре.
5. Вернитесь в меню ожидания и выполните ‘wipe’ и затем процедуру ‘purge and fire’ при повышенной температуре:
M-> Maintenance, B-> Build [S-> Support], W-> Wipe F-> purge and Fire
Дайте возможность головке инжектировать полный цикл. Материал должен появиться из сопла уже в первом цикле. Повторите несколько циклов Wipe и Purge and Fire. На выходе течение каплями должно замениться на струю к концу второго или третьего цикла.
6. Если головка выдает струю непрерывно к концу цикла, остановите цикл инжектирования, нажав любую клавишу.
7. Если продолжается непрерывное капание материала, и головка не выдает струю, система все еще может нормально инжектировать. Независимо, инжектирует головка струю или нет, выполните ‘wipe’ и несколько раз ‘jet checks’ при повышенной рабочей температуре.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe K-> checK jet
8. Если головка не проходит по крайней мере пять последовательных тестов, оставьте повышенную температуру на дополнительные 30 минут, затем вернитесь к п. 3. Если головка все еще не выдает струю или не проходит тесты, свяжитесь с ТЦ Solidscape.
9. Уменьшите температуры греющей линии и головки до нормальных рабочих температур, используя:
H-> Temperature adjustments, B-> Build jet [S-> Support jet]
H-> Temperature adjustments, L-> buiLd line [P-> suPport line]
o Build Printhead and Heated Line: 130° C - 120° C
o Support Printhead and Heated Line: 120° C - 110° C
10. Выдержите систему при нормальных температурах минимум 2 – 3 минуты.
11. Вернитесь в меню ожидания и выполните ‘wipe’ и затем ‘purge and fire’ при нормальной рабочей температуре.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe F-> purge and Fire
Дайте возможность головке инжектировать полный цикл. На выходе течение каплями должно замениться на струю к концу цикла.
12. Если головка выдает струю непрерывно к концу цикла, остановите цикл инжектирования, нажав любую клавишу, и продолжите обычную подготовку к построению модели.
13. Если головка не выдает струю, система все еще может нормально инжектировать. Выполните ‘wipe’ и несколько раз ‘jet checks’ при нормальной рабочей температуре.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe K-> checK jet
14. Если головка проходит по крайней мере пять последовательных тестов, то все в порядке. Продолжайте обычную подготовку к построению модели. В противном случае свяжитесь с ТЦ Solidscape.
5.9.3 Головка «продувается» и дает струю под давлением, но не инжектирует в рабочем режиме
Правильно настроенная и откалиброванная головка инжектирует капли, размер и вес которых определяется величиной напряжения, приложенного к головке во время инжектирования. Действующее напряжение, приложенное к головке, определяется как разность между напряжением удержания - ‘hold’ – и напряжением инжектирования - ‘fire’. Так как размер капель зависит от разности этих напряжений, а не от абсолютных значений, то увеличение напряжения удержания на n вольт будет иметь такой же эффект, как и уменьшение напряжения инжектирования на такую же величину. Процедура калибровки головки, описанная в гл. 3.2.4 и 4.8, соответственно калибровка и обслуживание головки, приведена для того, чтобы установить напряжение инжектирования, при котором головка инжектирует капли нужного размера для надежной работы и правильного построения модели.
Головки могут корректно инжектировать материал только в ограниченных пределах разности напряжений. Слишком большая разница в напряжениях удержания и инжектирования заставляет головки выдавать слишком много материала, что приводит к созданию слишком больших по размеру капель, что в конечном счете может привести к подсасыванию воздуха через сопло после отрыва большой капли. Подсасывание воздуха препятствует инжектированию последующих капель. Слишком маленькая разница в напряжениях удержания и инжектирования препятствует достаточному по расходу инжектированию головки для надежного образования капель материала. Задача заключается в том, чтобы найти соответствующую разность напряжений для создания капель правильного размера.
Каждая головка T6XBT имеет встроенный чип памяти, который хранит заводские установки напряжения и последние значения напряжений удержания и инжектирования. Каждая из них может быть загружена из памяти головки и задействована в соответствии со следующей процедурой:
S-> Service, C-> Calibrate, B-> Build [S->Support], R-> Reset
Рекомендуется восстанавливать заводские установки, используя
F-> Factory в меню управления, если головка относительно новая, а эксперименты с установкой напряжения загнали ее в нерабочее состояние.
Если головка относительно старая, или известно, что головка работала при напряжениях, существенно отличных от заводских установок, используйте настройки в меню управления:
S-> Service, C-> Calibrate, B-> Build [S-> Support], S-> Set, чтобы ввести последние рабочие значения напряжений. T6ЧXBT требует установить только значения напряжений удержания и инжектирования в режиме ‘low volume’ (грубая калибровка по расходу).
S-> Service, C-> Calibrate, B-> Build [S-> Support], S->Set
Эта процедура также позволяет оператору ввести любые напряжения удержания и инжектирования в диапазоне 99 - 0 вольт, при этом напряжение удержания всегда превышает напряжение инжектирования.
Чтобы восстановить работоспособность головки, которая инжектирует струю под давлением, но не выдает струю в рабочих условиях, необходимо:
1. Убедиться, что головка и греющая линия находятся при рабочей температуре как показано в окне состояния (F3, F4).
- Build Printhead и греющая линия: Set Pt / Reading (установка/действующая): 125° C
- Support Printhead и греющая линия: Set Pt / Reading (установка/действующая):
110° C
2. Убедитесь, что весь избыточный воздух был удален из греющей линии и головки в соответствии с процедурой продувки головки и восстановления воздушной подушки, как описано в гл. 4.8.3. Выполните W-> Wipe в меню управления.
3. Выполните F-> purge and Fire.
4. Во время инжектирования (Purge and Fire), примерно через 45 секунд откройте крышку загрузочного патрубка, чтобы сбросить давление в резервуаре. Вы услышите звук выходящего воздуха. Если вы не услышите такого звука, обращайтесь к гл. 5.9.
ЗАМЕЧАНИЕ: Если вы запустите еще один раз функцию инжектирования - Purge and Fire – не дожидаясь остановки воздушного компрессора после предыдущего цикла, резервуар не будет поддавливаться, и следовательно вы не услышите звук сброса давления. Убедитесь, что функция инжектирования полностью завершена, на что указывает прекращение работы компрессора, перед повторным запуском функции инжектирования.
5. Затяните загрузочную крышку и запустите следующий цикл инжектирования. Наблюдайте как головка начинает инжектировать струю. Во время действующего цикла, когда головка выдает струю: откройте загрузочную крышку для сброса давления в резервуаре, и через несколько секунд наблюдайте или утончение струи, или проведите назад и вперед чистой калибровочной карточкой под соплом головки
ВНИМАНИЕ: Не касайтесь карточкой или другим предметом сопла головки. Сопло головки можно легко повредить.
6. Если вы наблюдаете непрерывную струю или непрерывную линию материала на карточке в ответ на п. 5, головка инжектирует в рабочем режиме. Выполните ‘wipe’
и затем несколько ‘jet checks’ при нормальной рабочей температуре.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe K-> checK jet
Выполните несколько тестов головки.
o Если головка проходит по крайней мере 5 последовательных тестов, то все в порядке. Переходите к калибровке расхода головки гл. 4.8.4.
o Если головка непоследовательно проходит тесты, переходите к гл. 5.9.4,
Головка инжектирует в рабочих условиях, но не проходит тесты.
7. Если головка инжектирует очень короткое время и затем останавливается или не инжектирует совсем в ответ на п.5, выполните режим горячей продувки - Hot Purge:
a. Поднимите температуры головки и греющей линии на 10°C выше рабочей температуры, используя:
H-> Temperature adjustments, B-> Build jet [S-> Support jet]
H-> Temperature adjustments, L-> buiLd line [P-> suPport line]
- Build Printhead & Heated Line: поднимите со 120°C до 130°C
- Support Printhead & Heated Line: поднимите со 110°C до 120°C
b. Наблюдайте повышение температуры в окне состояния, дождитесь, пока температура достигнет установленных значений. Если температура не меняется, свяжитесь с ТЦ Solidscape.
c.Выдержите при повышенных температурах 5 -10 минут.
d. Вернитесь в меню ожидания и выполните ‘wipe’, а затем ‘purge and fire’ при повышенных температурах.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe F-> purge and Fire
e. Пусть головка выполнит полный цикл инжектирования. На выходе падение капель должно смениться на струю к концу цикла. Нажмите ‘F’ для прекращения ‘purge and fire’.
8. Выполните «wipe», затем «Purge and Fire». Наблюдайте появление струи. Во время действующего цикла, когда головка выдает струю: откройте загрузочную крышку для сброса давления в резервуаре, и через несколько секунд наблюдайте или утончение струи, или проведите назад и вперед чистой калибровочной карточкой под соплом головки.
9. Если вы наблюдаете непрерывную струю или непрерывную линию материала на карточке в ответ на п. 8, головка инжектирует в рабочем режиме. Выполните ‘wipe’
и затем несколько ‘jet checks’ при нормальной рабочей температуре.
M-> Maintenance, B-> Build [S-> Support], W-> Wipe K-> checK jet
Выполните несколько тестов головки.
o Если головка проходит по крайней мере 5 последовательных тестов, то все в порядке. Переходите к калибровке расхода головки гл. 4.8.4.
10. Если головка не инжектирует при рабочих условиях или не проходит по крайней мере 5 последовательных тестов:
o Отрегулируйте напряжение головки, используя:
S-> Service, C-> Calibrate, B-> Build [S-> Support], S-> Set calibration values, H-> Hold [F-> Fire] voltage menu functions.
o Последовательно регулируйте напряжения удержания или инжектирования, изменяя текущие значения по 5 вольт. Например, если действующие напряжения Hold / Fire 65 / 20 соответственно, можно устанавливать напряжения 65 / 20, 70 / 20, 75 / 20, up to 99 /20… и 60 / 20, 55 / 20,
50 / 20… Максимальные значения напряжений 99 / 0.
o После каждой установки выполните F-> purge/Fire Printhead, откройте загрузочную крышку и проверьте на инжектирование головку, либо наблюдая тонкую струю, либо с помощью чистой карточки, проводя ею под соплом головки, как описано в п.2 – 5. Не забудьте затянуть крышку после каждого теста!
11. Полностью проведите процедуру п.10, регулируя разность напряжений и проводя тесты, пока головка не будет инжектировать достаточно материала для выполнения калибровки по расходу, гл. 4.8.4.
12. Если не появляется материал на карточке после проверки всего диапазона регулировки напряжения, обратитесь в ТЦ Solidscape.
|
|
Дата добавления: 2014-12-23; Просмотров: 665; Нарушение авторских прав?; Мы поможем в написании вашей работы!