КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основні теоретичні відомості. Прилади та обладнання, що використовуються в роботі
|
|
|
|
Прилади та обладнання, що використовуються в роботі
ВИМІРЮВАННЯ ГЕОМЕТРИЧНИХ РОЗМІРІВ ЗА ДОПОМОГОЮ ШТАНГЕНІНСТРУМЕНТУ
Лабораторна робота № 1
ЗАГАЛЬНІ МЕТОДИЧНІ РЕКОМЕНДАЦІЇ
Сучасний рівень розвитку техніки й безперервне зростання автоматизації виробничих процесів обумовлює широке використання засобів електричних і неелектричних вимірювань і на їх основі систем управління в різноманітних галузях народного господарства. Ефективність, великі технічні переваги та високі потенційні можливості неелектричних засобів та електричних засобів для вимірювання неелектричних величин роблять їх майже універсальними для автоматизації технологічних процесів.
Мета лабораторного практикуму – допомога студентам закріпити знання теоретичного матеріалу, одержані на лекціях та при самостійній роботі з вивчення курсу "Методи і засоби вимірювання" і набуття практичних навичок роботи з приладами й обладнанням, що зустрічаються в інженерній практиці. Багато з цих методів і засобів, що розглядаються на лекціях або вивчаються самостійно, стають повністю зрозумілими лише після безпосереднього спостереження в лабораторіях під час проведення дослідів та обробки результатів вимірювань.
Практикум містить опис і методику проведення лабораторних робіт, а також коротке викладення теоретичних основ методів, що покладені в основу роботи засобів вимірювань.
Приступаючи до виконання лабораторних робіт, необхідно знати основні теоретичні відомості, схеми навчальних лабораторних установок, прилади, які використовуються при проведенні робіт, мету й порядок проведення роботи, методику обробки одержаних результатів.
|
|
|
Кожна лабораторна робота, оформлена відповідним чином із необхідними розрахунками, графіками та висновками, захищається перед викладачем.
Мета роботи: Одержати навички у вимірюванні геометричних розмірів за допомогою штангенінструменту.
Тривалість лабораторної роботи: 4 аудиторні години.
Штангенциркулі з ціною поділки штанги: 0,05; 0,1.
Лінійні вимірювання – це складова частина технічних вимірювань (визначаються розміри виробів або окремі їх елементи, відстані між осями, лініями, поверхнями). Такі вимірювання характеризуються великою різноманітністю. Наприклад, окрім звичайних вимірювань лінійних розмірів (довжини, ширини, висоти), здійснюють вимірювання зовнішніх і внутрішніх діаметрів, глибини отворів, параметрів різьби, зубчастих коліс і передач, товщини покриття, шорсткості поверхні та ін. Такі вимірювання проводять в різних діапазонах значень і з різною точністю.
При лінійних вимірюваннях застосовують різні вимірювальні інструменти, прилади і пристрої: механічні, оптико-механічні, оптичні тощо.
Одним з найпоширеніших методів лінійних вимірювань є метод збігу (метод ноніуса) – це метод прямого вимірювання з одноразовим порівнянням вихідних величин двох багатозначних нерегульованих мір, з різними за значенням ступенями, нульові позначки яких зсунуті між собою на вимірювану величину. Прикладом такого методу вимірювань може бути вимірювання лінійного розміру (наприклад, діаметра) за допомогою штангенциркуля з ноніусом. Ноніус – рухома допоміжна шкала, що складається з певної кількості поділок і переміщається відносно шкали штанги.
Штангенінструменти – це універсальні вимірювальні засоби, що застосовуються на машинобудівних і ремонтних підприємствах. Їх використовують для вимірювань високоточних розмірів, розмітки деталей та інших робіт. Метод вимірювання штангенінструментами – прямий, який дає дійсне значення вимірюваної величини.
|
|
|
До штангенінструментів належать штангенциркуль, штангенглибиномір і штангенрейсмус. Усі види штангенінструментів мають штангу, на якій нанесено основну шкалу (міліметрові поділки), і відліковий пристрій з ноніусом (додаткової шкали) для відліку цілих і дробових величин з ціною поділки штанги 0,1 і 0,05 мм.
Штангенциркулі, призначені для вимірювання зовнішніх і внутрішніх розмірів до 2000 мм, а також штангенциркулі спеціального призначення для вимірювання канавок на зовнішніх і внутрішніх поверхнях, проточок, пазів, відстані між осями отворів малих діаметрів і стінок труб.
Штангенциркулі виготовляють таких типів:
І – двосторонні з глибиноміром (рис. 1.1);
Т-І – односторонні з глибиноміром з вимірювальними поверхнями із твердих сплавів (рис. 1.2);
ІІ – двосторонні (рис. 1.3);
ІІІ – односторонні (рис. 1.4).
Допускається обладнувати штангенциркулі пристроями або допоміжними вимірювальними поверхнями для розширення функціональних можливостей (вимірювання висот, виступів і т. ін.).
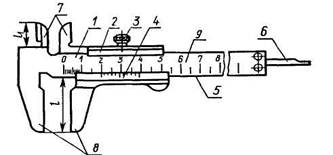
Рисунок 1.1 - Штангенциркуль двосторонній з глибиноміром:1 - штанга; 2- рамка; 3 - затискувач; 4 - ноніус; 5 - робоча поверхня штанги; 6 - глибиномір; 7- губки з пружковими вимірювальними поверхнями для вимірювання внутрішніх розмірів; 8 - губки з плоскими вимірювальними поверхнями для вимірювання зовнішніх розмірів; 9 - шкала штанги.
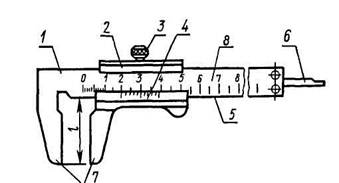
Рисунок 1.2 - Штангенциркуль односторонній з глибиноміром з вимірювальними поверхнями із твердих сплавів: 1 - штанга; 2 - рамка; 3 - затискувач; 4 - ноніус; 5 - робоча поверхня штанги; 6 - глибиномір; 7 - губки з плоскими вимірювальними поверхнями для вимірювання зовнішніх розмірів; 8 - шкала штанги.
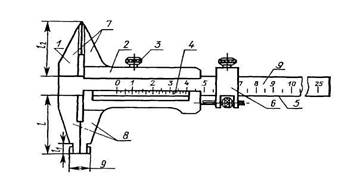
Рисунок 1.3 - Штангенциркуль двосторонній: 1 - штанга; 2 - рамка; 3 - затискувач; 4 - ноніус; 5 - робоча поверхня штанги; 6 - улаштування тонкої установки рамки; 7 - губки з пружковими вимірювальними поверхнями для вимірювання зовнішніх розмірів; 8 - губки з плоскими і циліндричними вимірювальними поверхнями для вимірювання зовнішніх і внутрішніх розмірів відповідно; 9 - шкала штанги.
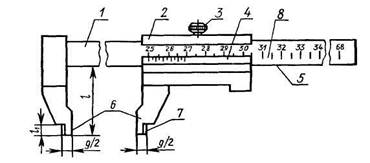
Рисунок 1.4 - Штангенциркуль односторонній: 1- штанга; 2 - рамка; 3 - затискувач; 4 - ноніус; 5 - робоча поверхня штанги; 6 - губки з плоскими вимірювальними поверхнями для вимірювання зовнішніх розмірів; 7 - губки з циліндричними вимірювальними поверхнями для вимірювання внутрішніх розмірів; 8 - шкала штанги.
|
|
|
Штангенциркулі типів ІІ і ІІІ укомплектовані пристроями для розмітки та оснащені пристроєм для точної установки рамки (рис. 1.3).
Виліт губок L1 і L2 для вимірювання зовнішніх розмірів і виліт губок L1 для вимірювання внутрішніх розмірів повинен відповідати вказаним в табл. 1.1 (рис. 1.1 - 1.4).
Таблиця 1.1 - Виліт губок штангенциркулів
| Діапазон вимірювання, мм | L, мм | L1, мм | L2, мм | |
| не менше | не більше | не менше | не менше | |
| 0-125 | -- | |||
| 0-135 | -- | |||
| 0-150 | -- | |||
| 0-160 | ||||
| 0-200 | ||||
| 0-250 | ||||
| 0-300 | -- | |||
| 0-400 | -- | |||
| 0-500 | -- | |||
| 250-630 | -- | |||
| 250-800 | -- | |||
| 320-1000 | -- | |||
| 500-1250 | -- | |||
| 500-1600 | -- | |||
| 800-2000 | -- |
Штангенциркулі типів ІІ і ІІІ з губками для вимірювання внутрішніх розмірів повинні мати циліндричну вимірювальну поверхню з радіусом не більше половини сумарної товщини губок (не більше q/2).
Для штангенциркулів з границею вимірювання до 400 мм розмір q (рис. 1.3 - 1.4) не повинен перевищувати 10 мм, а для штангенциркулів з верхньою границею вимірювання понад 400 мм – 20 мм.
Довжину ноніусів слід вибирати з ряду: 9, 19, 39 мм, при значенні відліку за ноніусом 0,1 мм; 9; 39 мм – при значенні відліку за ноніусом 0,05 мм.
Довгі штрихи ноніуса допускається відмічати цілими числами.
Штангенциркулі виготовляють відповідно до вимог ГОСТ 166-89 за робочим кресленням, затвердженими в установленому порядку.
Штангенциркулі із значенням відліку за ноніусом 0,1 мм і верхньою межею вимірювання до 400 мм і штангенциркулі з відліком по круговій шкалі з ціною поділки 0,1 мм виготовляють двох класів точності 1 і 2.
Межа допустимої похибки штангенциркулів при температурі навколишнього середовища (20 + 5) 0С повинна відповідати значенням у табл. 1.2.
Допуск площинності вимірювальних поверхонь і прямолінійності має складати 0,01 мм на 100 мм довжини більшої сторони вимірювальної поверхні штангенциркулів. При цьому допустимі відхилення площинності й прямолінійності вимірювальних поверхонь повинні бути:
|
|
|
- 0,004 мм – для штангенциркулів зі значенням відліку за ноніусом, з ціною поділки шкали і кроком дискретності не більше 0,05 мм і довжиною більшої довжини вимірювальної поверхні менше 40 мм.
- 0,007 мм – для штангенциркулів зі значенням відліку за ноніусом із ціною поділки шкали 0,1 мм і довжиною більшої сторони вимірюваної поверхні 70 мм.
Таблиця 1.2 - Межі допустимої похибки штангенциркулів
| Вимірювана довжина, мм | Межа припустимої похибки штангенциркулів (+), мм | ||
| При значенні відліку за ноніусом | |||
| 0,05 | 0,1 для класу точності | ||
| До 100 | 0,05 | 0,05 | 0,10 |
| 100 – 200 | |||
| 200 – 300 | |||
| 300 – 400 | 0,10 | ||
| 400 – 600 | 0,10 | ||
| 600 – 800 | |||
| 800 – 1000 | |||
| 1000 – 1100 | 0,15 | ||
| 1100 – 1200 | 0,16 | ||
| 1200 – 1300 | 0,17 | ||
| 1300 – 1400 | 0,18 | ||
| 1400 – 1500 | 0,19 | ||
| 1500 - 2000 | 0,20 |
Допуск прямолінійності торця штанги штангенциркулів типів І і Т-І повинен складати 0,01 мм.
До кожного штангенциркуля має бути додана експлуатаційна документація згідно з ГОСТ 2.601.
На кожному штангенциркулі повинні бути нанесені: товарний знак підприємства-виробника; порядковий номер за системою нумерації підприємства-виробника; умовне позначення року випуску; значення відліку за ноніусом або ціна поділки; розмір q (у штангенциркулів типів ІІ і ІІІ з одним ноніусом або однією шкалою, рис. 1.3-1.4) на одній з губок; клас точності 2 (для штангенциркулів зі значенням відліку 0,1 мм); слово “внутр.” на шкалі для вимірювання внутрішніх розмірів.
Допускається не вказувати порядковий номер в експлуатаційній документації. Найменування або умовне позначення штангенциркуля наносять тільки на жорсткому футлярі.
Для повірки відповідності штангенциркулів вимогам ГОСТ 166-89 слід проводити державні випробування, приймальний контроль, періодичні випробування і випробування на надійність.
Повірку похибок штангенциркулів при температурі (20 + 10) 0С виконують тільки при державних випробуваннях.
При приймальному контролі кожний штангенциркуль перевіряють на відповідність вищенаведеним вимогам.
Періодичні випробування проводять раз в 3 роки не менше, ніж на трьох штангенциркулях кожного типорозміру з тих, що пройшли приймальний контроль на відповідність вищенаведеним вимогам.
Результати випробувань вважають задовільними, якщо всі зразки відповідають всім вимогам.
Підтвердження показників надійності проводять раз в 3 роки за програмами випробувань на надійність, розробленими відповідно до ГОСТ 27.410 і затвердженими в установленому порядку. Допускається суміщення випробувань на надійність з періодичними випробуваннями.
Штангенциркулі допускається експлуатувати при температурі навколишнього середовища від 10 до 40 0С і відносної вологості повітря – не більше 80% при температурі 25 0С.
Виробник гарантує відповідність штангенциркулів вимогам ГОСТ 166-89 при дотриманні умов транспортування, зберігання і експлуатації. Гарантійний термін експлуатації штангенциркулів, оснащених твердим сплавом, - 18 місяців.
1.3 Підготовка штангенінструмента до роботи і проведення вимірювань методом збігу (ноніуса)
Пристрій ноніуса показаний на рисунку 1.5. У даному випадку штанга має інтервал розподілів а = 1 мм. Шкала ноніуса охоплює 9 мм і розділена на 10 розподілів. Таким чином, інтервал розподілу ноніуса складає а 1 = 0,9 мм. У вихідному положенні ноніуса нульові штрихи штанги і ноніуса збігаються; при цьому останній (десятий) штрих ноніуса збігається з дев'ятим розподілом штанги. При переміщенні ноніуса вправо на 0,1 мм збіжаться перші штрихи штанги і ноніуса, на 0,2 мм - другі штрихи і т.д. Таким чином, по збігу будь-якого штриха ноніуса з одним з розподілів шкали штанги можна знайти вимірюваний розмір.
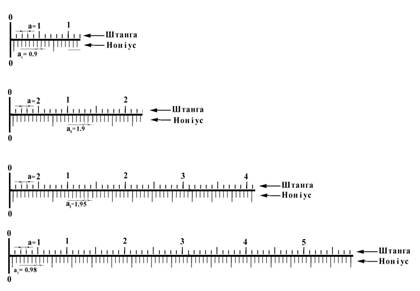
Рисунок 1.5 - Ноніуси
Визначення розміру деталі, що перевіряється штангенциркулем, виконують в наступному порядку. Деталь (наприклад, вал) розміщують між вимірювальними поверхнями губок. За положенням нульового штриха ноніуса визначають кількість цілих міліметрів, що розташовані ліворуч від нульового штриха. До цієї кількості цілих міліметрів додають дробові частки, відлічувані по штриху ноніуса, що збігається зі штрихом штанги.
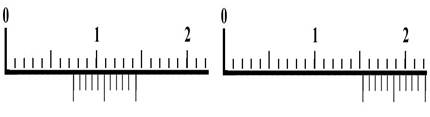
а) б)
Рисунок 1.6 - Приклади відліку за ноніусною шкалою
Приклади відліку за ноніусною шкалою штангенінструмента наведені на рис. 1.6. Тут у першому випадку (рис. 1.6, а) виміряний розмір 3,2 мм, а в другому (рис. 1.6, б) - розмір 7,8 мм.
На основі всіх наведених прикладів ноніусних шкал може бути встановлена наступна залежність між основними елементами, що визначають їхню точність:
 , (1.1)
, (1.1)
де L - довжина шкали ноніуса; n - число розподілів ноніуса; а - ціна розподілу шкали штанги; а1 - інтервал розподілу шкали ноніуса; у - модуль (коефіцієнт), що виражають в цілих числах, визначає співвідношення між ціною розподілу штанги й інтервалом розподілу ноніуса; С - величина відліку за ноніусом.
У сучасних штангенінструментах звичайно приймають у = 1, рідше y = 2. На основі перетворення рівняння (1.1) одержуємо:
а 1  , (1.2)
, (1.2)
 . (1.3)
. (1.3)
Аналіз цих рівнянь показує, що із збільшенням модуля y збільшуються інтервал розподілу а1 і загальна довжина L шкали ноніуса. Однак величина відліку C за ноніусом при цьому залишається незмінною.
Таким чином, збільшення коефіцієнта y приводить до подовження шкали ноніуса, але не підвищує точності відліку.
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 591; Нарушение авторских прав?; Мы поможем в написании вашей работы!