КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Порядок виконання роботи. Підготувати до роботи макети обладнання
|
|
|
|
Підготувати до роботи макети обладнання. Ознайомитися з технікою безпеки і діючим обладнанням, перетворювачем ПСО-300 та зварювальним трансформатором ТДМ-ЗІ7М.
Зібрати електричну схему для дослідження вольт-амперної характеристики джерела струму за схемою (рисунок 7.6). Установити за вказівкою викладача розмір зварювального струму на джерелі. Послідовно змінювати зовнішній опір баластного реостата РБЗОІ з одночасним фіксуванням струму в колі за амперметром і напруги за вольтметром. Дані вимірювань записати до таблиці 7.1.
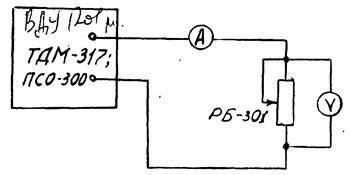
Рисунок 7.6-Принципова електрична схема установки для знімання вольт-амперних характеристик джерел зварювального струму
Таблиця 7.1 – Результати вимірювань
| № з/п | І (задано),А | Rб, Ом | І, А | U, В | Примітки |
7.5 Оформлення звіту
У звіті за даною роботою необхідно:
- вказати мету роботи;
- описати основні типи вольт-амперних характеристик зварювальних джерел живлення та галузі їх використання;
- накреслити схему установки;
- скласти таблицю експериментальних даних для побудови вольт-амперної характеристики джерела; 
- розрахувати опір реостата за формулою, Ом

| (7.1) |
де U - напруга джерела струму під навантаженням, В; I - сила зварювального струму, А; r - внутрішній опір джерела живлення, Ом;
- побудувати графік залежності U = f(I) за дослідними даними.
Лабораторна робота № 8______________________________________________
ВИЗНАЧЕННЯ ЗВАРЮВАЛЬНИХ КОЕФІЦІЄНТІВ
Мета робота - засвоїти методику визначення коефіцієнтів розплавлення і наплавлення; дослідити залежність цих коефіцієнтів від режиму зварювання й типу електрода.
8.1 Обладнання, інструмент, матеріали
Зварювальний пост із вольтметром і амперметром: ваги технічні з рівновагами, штангенциркуль; металева лінійка; секундомір; пластини з маловуглецевої сталі; електроди діаметром З...5 мм.
8.2 Основні теоретичні положення
Продуктивність зварювання значною мірою залежить від швидкості розплавлення електродного металу, введеного у зварювальний шов. Швидкість розплавлення електродного металу характеризується коефіцієнтом розплавлення, а кількість металу, введеного в шов, - коефіцієнтом наплавлення.
Частка електродного металу в складі зварювального шва непостійна. Вона залежить від способу і режиму зварювання, виду зварювального шва й електродів, які при цьому застосовуються. У випадку ручного зварювання частка електродного металу в складі шва становить 30...80%, автоматичного - 30...40%.
Коефіцієнтом розплавлення називається кількість електродного металу в грамах, розплавленого за І год при силі струму І А, г / (А×год)
| αр = θр / I τ
| (8.1) |
Коефіцієнтом наплавлення називається кількість електродного металу в грамах, наплавленого за І год при силі струму І А, г / (А×год)
| αн = θн / I τ
| (8.2) |
де І - сила струму, А; τ - час зварювання, год.
Коефіцієнт розплавлення залежить від ряду факторів, які впливають на процес плавлення електродного металу: стану поверхні електрода, хімічного складу дроту, типу і товщини покриття електродів, полярності струму під час зварювання. Сильний вплив складу покриття електрода на коефіцієнт розплавлення пояснюється значенням ефективного потенціалу іонізації газів та зміною балансу теплоти дугового проміжку. Менші значення мають електроди з тонким (крейдовим) покриттям, більші - з товстим покриттям. За зворотної полярності вплив більший, ніж за прямої, оскільки на аноді виділяється більше теплоти і температура анода вища за температуру катода. Звичайно коефіцієнти розплавлення становлять 6,5...14.
Коефіцієнт наплавлення характеризує швидкість зварювання. Він завжди менший за коефіцієнт розплавлення, оскільки не весь розплавлений метал електрода надходить у зварювальний шов. Частина електродного металу під час зварювання випаровується та розбризкується, ці втрати за ручного зварювання становлять 25...30% кількості розплавленого електродного металу.
Коефіцієнт розплавлення, як провило, більший від коефіцієнта наплавлення. Але, коли витрати електродного металу тією чи іншою мірою можуть компенсуватися переходом у шов металу із покриття за рахунок феросплавів, металів, складених з оксидів, залізного порошку, який вводиться в плавильну зону в процесі зварювання, коефіцієнт наплавлення може виявитись більшим, ніж коефіцієнт розплавлення. Уведення в покриття залізного порошку в кількості 30...50% маси покриття дає можливість одержати αн на 20... ЗО% більше αр.У цьому випадку коефіцієнту втрат умовно приписують від'ємне значення. Коефіцієнт втрат можна записати в такому вигляді:
| ψ = (αр – αн) / αр. | (8.3) |
Коефіцієнти αн,αр ,ψзмінюються залежно від способу зварювання, марки електрода, густини струму на електроді, полярності струму, складу атмосфери дуги, напруги на дузі.
Значення коефіцієнтів αн і αр дозволяє виконати розрахунок потрібної кількості електродів для зварювання шва встановленого перерізу та визначити швидкість зварювання.
Кількість електродного металу, необхідного для заповнення зварювального шва, розраховується за формулою, кг
| q = Z∙F∙γ, | (8.4) |
де Z - довжина шва, м; F - площа поперечного перерізу шва, м2(рисунок 8.2); γ - густина електродного металу, г/м3.
Виразивши цю кількість наплавленого металу через αн, дістанемо, кг
| qн = 10-3 αн I τо. | (8.5) |
Звідси основний час (час горіння дуги), год
| τо= 103 qн / αн I.
| (8.6) |
Повний час роботи зварникаτпвизначається з урахуванням поправкового коефіцієнта k, який залежить від умов праці, організації робочого місця і становить 0,4...0,85, год
| τп = τo / k. | (8.7) |
Знаючи кількість металу, необхідного для заповнення зварювального шва qн, можна визначити потрібну кількість електродного металу, кг
| qе = q / (1- ψ). | (8.8) |
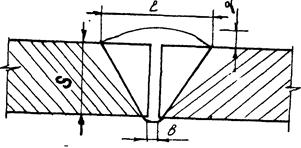 |
Рисунок 8.2 - Стикове зварне з'єднання: S - товщина металу; b - проміжок; l - ширина валика; q - висота валика
За значенням qe та масою металу одного електрода вибраного діаметра і довжини можна легко розрахувати необхідну для зварювання кількість електродів. При цьому слід урахувати частину електрода, що йде в недогарок.
8.3 Питання та завдання для самоперевірки
І) Що таке коефіцієнти розплавлення і наплавлення?
2) Як визначити коефіцієнт втрат металу?
3) Від чого залежить коефіцієнт втрат металу?
4) Від чого залежить коефіцієнт розплавлення?
5) Як визначити кількість наплавленого металу?
6) Як розрахувати основний час зварювання?
7) Як визначити повний час зварювання?
8) Як розрахувати кількість електродів, необхідну для виконання заданого зварюваного шва?
|
|
|
|
|
Дата добавления: 2014-12-25; Просмотров: 483; Нарушение авторских прав?; Мы поможем в написании вашей работы!