КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устройства для автоматической смены инструмента
|
|
|
|
Особенность многоцелевых станков с ЧПУ — наличие устройств автоматической смены инструментов, основное назначение которых — сокращение времени простоя станков, затрачиваемого на смену инструмента. В зависимости от компоновки станка и его технологических возможностей устройства автоматической смены инструментов включают: накопители инструментов (револьверные головки, магазины шпиндельных гильз, инструментальные магазины); загрузочно-разгрузочные устройства для съема и установки инструмента в шпиндель станка (инструментальные загрузочные автооператоры); промежуточные конвейерные устройства для передачи инструмента от накопителя к загрузочно-разгрузочному устройству при больших расстояниях от шпинделя до накопителя (автооператоры, перегружатели); промежуточные накопители инструментальных наладок, являющиеся местом замены инструмента при больших емкостях магазина.
При использовании системы автоматической смены инструментов вращающийся инструмент обычно устанавливают в специальных патронах или оправках так, чтобы можно было закреплять различные инструменты с высокой точностью.
Наиболее широкое применение в современных многоцелевых станках с ЧПУ получили инструментальные магазины, которые выполняют в виде отдельных механизмов для хранения инструментов (100 шт, и более). В соответствии с программой обработки инструменты автоматически выбираются из магазина и загружаются в шпиндель станка. Использованные инструменты автоматически возвращаются в магазин. Выбор конструктивной схемы и проектирование системы автоматической смены инструментов производятся в зависимости от назначения и компоновки станка. Это особенно важно при создании ГПС. При этом необходимо учитывать, что различные заготовки при их обработке требуют различного числа инструментов. Применение достаточно крупных магазинов инструментов и накопителей заготовок позволяет обработать значительное число различных заготовок с помощью ГПС, включающих многоцелевые станки с ЧПУ.
|
|
|
Наибольшее распространение получили инструментальные магазины дискового, барабанного и цепного типов. В зависимости от компоновки станка они могут располагаться на шпиндельной бабке, колонне, станине или вне станка (рис. 17).
При расположении дискового магазина на шпиндельной бабке (рис. 17, а) не требуется дополнительной координации положения магазина и шпинделя при смене инструмента загрузочным автооператором. Цикл работы автооператора наиболее простой.
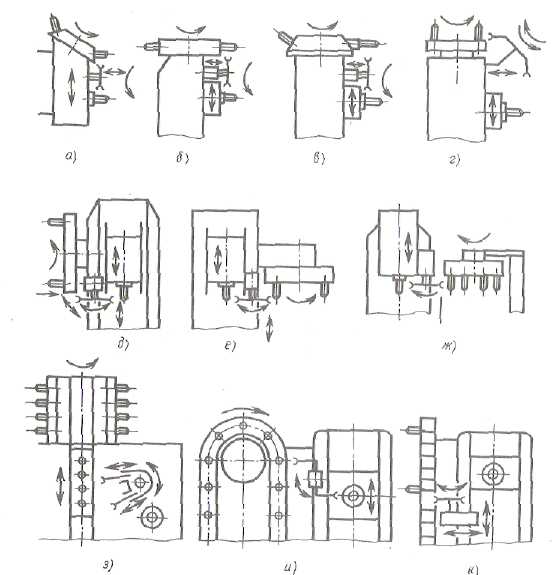
Рис. 17. Типы инструментальных магазинов
Однако расположение магазина на шпиндельной бабке увеличивает ее размеры и массу, что уменьшает точность обработки. При расположении магазина на станине (рис. 17, б—е) шпиндельная бабка разгружается, цикл смены инструмента усложняется. При каждой смене инструмента шпиндельная бабка должна дополнительно перемещаться из рабочего положении в положение дли смены инструмента и обратно. При установке магазина на стойке, расположенной рядом со станком (рис. 17, ж), динамические нагрузки магазина не влияют на точность работы станка. Однако увеличиваются габаритные размеры станка, а следовательно, площадь, необходимая для его установки. Многосекционные магазины барабанного типа (рис17, з), обладая большой вместимостью, позволяют использовать при работе станка одну из секций магазина без перемещения всего запаса инструментов. Конструкция магазинов цепного типа (рис. 17, и, к) такова, что можно изменять их вместимость без существенного изменения конструкции станка.
|
|
|
При проектировании системы автоматической смены инструмента станка вместимость инструментального магазина должна быть рассчитана так, чтобы можно было обработать заготовки определенных групп по возможности без дополнительной комплектации магазина инструментом. При этом необходимо предусмотреть наличие в магазине определенного базового инструмента для сверления, фрезерования, тук как это дает возможность компоновать магазин дополнительно только тем инструментом, который нужен для обработки заготовок новой группы. Кроме того, число мест в магазине необходимо увеличить с учетом того, что инструменты с меньшей стойкостью или с увеличенным временем резания необходимо иметь в магазине в двух или трех экземплярах, чтобы лучше организовать их переналадку
На рис. 18 показан горизонтально-расточной станок с ЧПУ и автоматической сменой инструмента и заготовок.
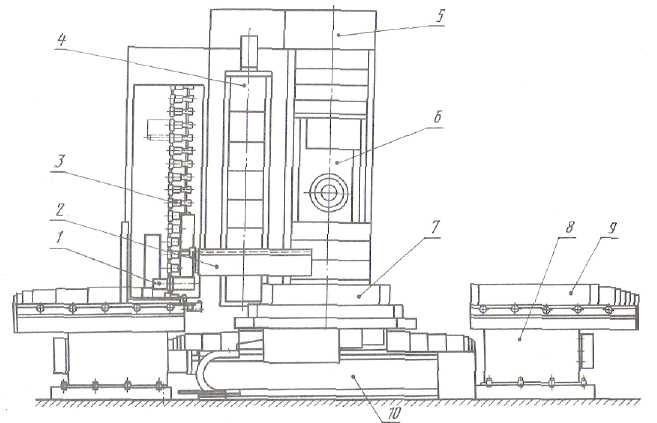
Рис. 18. Горизонтально-расточной станок с ЧПУ
Устройство автоматической смены инструмента включает инструментальный магазин 3 цепного типа, автооператор 1 смены инструмента и траверсу 2, по которой перемещается автооператор. Вертикальное перемещение траверсы 2 осуществляется приводом 4. Шпиндельная бабка 6 перемещается вертикально по стойке 5. Заготовки закрепляют на спутниках 9 в позициях загрузки (тумба 8) после чего они автоматически перемещаются на рабочий стол 7, Все основные узлы станка смонтированы на станине 10.
Цепной инструментальный магазин расположен с левой стороны стойки. Из магазина 3 инструмент вынимается, переносится и вставляется в рабочий шпиндель автооператором /, который перемещается по траверсе 2. Смена инструмента может производиться в любом положении шпиндельной бабки 6. Во время работы станка траверса находится в нижнем положении.
Продольное перемещение и поворот руки автооператора, подъем и опускание траверсы, вращение цепи магазина выполняется от электродвигателей постоянного тока. Цепь магазина может вращаться в обе стороны. Поиск инструмента происходит по кратчайшему пути. Останов цепи осуществляется после последовательного тройного снижения скорости. После нахождения требуемого инструмента и останова цепи магазина она фиксируется с помощью фиксатора, приводимого в действие гидроприводом. Фиксированное и расфиксированное положение цепи магазина контролируется двумя конечными выключателями.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 2922; Нарушение авторских прав?; Мы поможем в написании вашей работы!