КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Промышленные роботы. На многооперационных станках
|
|
|
|
На многооперационных станках
На рис. 19, б приведена Т-образная схема расположения столов-спутников. В этом случае загрузочные устройства располагаются по обе стороны стола станка в одном из крайних его положений по оси X. При такой компоновке загрузочных устройств перемещение спутников на обе платформы может осуществляться одним приводом. Система с Г-образной схемой компоновки позиций загрузки спутников приведена на рис. 19, г. Два одноместных загрузочных устройства могут располагаться вблизи одного из крайних положений подвижного стола или у неподвижного стола под углом друг к другу (рис. 19, д). Такая схема применяется в станках с поворотным столом, так как это необходимо для совмещения направляющих стола с направляющими каждого из загрузочных устройств. Стол станка должен совершать поворот на угол, соответствующий углу между загрузчиками. При этом зона доставки заготовки к станку (и от станка), а также зона работы оператора, устанавливающего и снимающего заготовки на приспособлениях-спутниках, становится более компактной. Устройство смены спутников с одной позицией загрузки и поворотным столом показано на рис. 19, е. Это устройство обеспечивает оператору удобный доступ как к станку, так и к позиции загрузки при замене и подготовке к обработке различных заготовок.
Многопозиционный поворотный стол с одной позицией загрузки-выгрузки показан на рис. 19, ж. Многопозиционная система загрузки спутников при круговом расположении позиции загрузки-выгрузки приведена на рис. 19, з. В этом случае механизм перегрузки спутников поворотного типа. При линейном расположении позиций загрузки (рис. 19, и) каретка перегрузчика получает линейное перемещение вдоль позиций загрузки-выгрузки. Как при круговом, так и при линейном расположении позиций загрузки на спутниках могут быть установлены различные заготовки, и их обработка может производиться в любой требуемой последовательности.
|
|
|
Промышленные роботы (ПР) являются универсальным средством комплексной автоматизации производственных процессов.
В настоящее время ПР используют в промышленном производстве для выполнения как технологических (пескоструйная обработка, нанесение лакокрасочных покрытий, точечная и шовная сварка, клепка, сборка и т. д.), так и вспомогательных операций (обслуживание прессов, молотов, металлорежущих станков, перегрузка и транспортирование материалов и заготовок и т. д.). Промышленные роботы позволяют интенсифицировать использование технологического оборудования, выравнивать и стабилизировать производительность отдельных станков, повышать сменность работы оборудования, уменьшать дефицит вспомогательного персонала и рабочих основного производства. Робот не утомляется, он практически нечувствителен к условиям труда. Моральное старение ПР происходит очень медленно, так как при смене объектов производства требуется только замена простой и недорогой оснастки и смена программы. Поэтому они могут многократно использоваться.
В зависимости от информационных возможностей ПР подразделяют на три поколения.
Роботы I поколения (с обучением) получили широкое применение в машиностроительной промышленности. Они обладают способностью запоминать программы выполнения разнообразных операций. Эти роботы имеют очень ограниченные возможности по восприятию рабочей среды и не могут адаптироваться к окружающей обстановке, для нормального функционирования требуют специальной ориентирующей оснастки. Работают по жесткой программе, что существенно упрощает их конструкцию, облегчает переналадку.
|
|
|
Роботы II поколения (адаптивные) с помощью сенсорных или тактильных датчиков воспринимают информацию о внешней среде. В них частично заложена организующая система управления, обучения и адаптации с использованием ЭВМ. Такие роботы имеют основную программу и подпрограммы, которые выбираются в зависимости от информации, полученной от внешней среды. Следовательно, такие роботы, имеющие ЭВМ или обслуживаемые ЭВМ, обладают «зрением» и «осязанием» и способны ориентироваться в окружающей обстановке.
Роботы III поколения (интеллектуальные) наделены искусственным интеллектом и обладают способностью самообучения. Они получили название «разумных» или «думающих» роботов и способны распознавать предметы в пространстве, вырабатывать планы решения поставленных перед ними задач и контролировать выполнение последних. В данном случае задается конечная цель работы, т. е. лишь алгоритм поиска. Информационные возможности роботов III поколения значительно выше, чем роботов П поколения. Для управления интеллектуальными роботами требуются средства вычислительной техники, часто большие ЭВМ.
По степени универсальности различают промышленные роботы: универсальные, предназначенные для выполнения комплекса как основных, так и вспомогательных операций, независимо от типа производства с автоматической сменой захватного устройства и обладающие наибольшим числом степеней подвижности;
специализированные, служащие для выполнения технологических операций определенного вида или обслуживания оборудования определенного класса (производство кузнечное, литейное, механосборочное и т. д.) g автоматической сменой захватного устройства и обладающие ограниченным числом степеней подвижности;
специальные, предназначенные для выполнения только определенных технологических операций или обслуживания конкретного оборудования по строго зафиксированной программе и обладающие одной — тремя степенями подвижности.
По характеру выполняемых операций различают ПР:
операционные, непосредственно выполняющие операции технологического процесса (окраска, сварка, клепка, сборка и т. п.);
транспортные или обслуживающие, выполняющие вспомогательные переходы или операции перемещения (взять — перенести — установить и т. д.) при обслуживании технологического оборудования» конвейерных линий и складов.
|
|
|
В зависимости от характера конструктивного исполнения и связи со станком бывают ПР стационарные (напольные), подвесные (устанавливаемые непосредственно на станке, подвешенные на специальной опоре портального или консольного типа) и передвижные.
По грузоподъемности ПР делятся (ГОСТ 25204—82) на сверхлегкие (0,08—1,0 кг), легкие (1,25—10 кг), средние (12,5—200 кг) и тяжелые (250—1000 кг).
В зависимости от типа силового привода рабочих органов различают ПР с гидроприводом, пневмоприводом, электроприводом и комбинированным приводом.
Роботы разделяют также в зависимости от системы координат, в которой они работают: декартовой (прямоугольной), цилиндрической, сферической и смешанной.
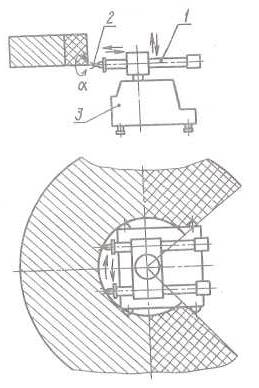
Рис. 20 Схема промышленного робота «Циклон»
Пневматические приводы (двигатели, цилиндры и т. д.) обладают высокой надежностью, просты в управлении, дешевы, пожаробезопасны и т. д. Их недостатки — трудность обеспечения постоянной скорости перемещения и точности позиционирования, низкая мощность, необходимость смазывания и защиты от коррозии.
Гидравлические приводы (цилиндры, однолопастные гидродвигатели, электрогидравлнческие шаговые двигатели и др.) легки, компактны, позволяют использовать высокое давление, обладают высокой частотой собственных колебаний. Они позволяют просто регулировать давление, расход, усиливать мощность и т. д.
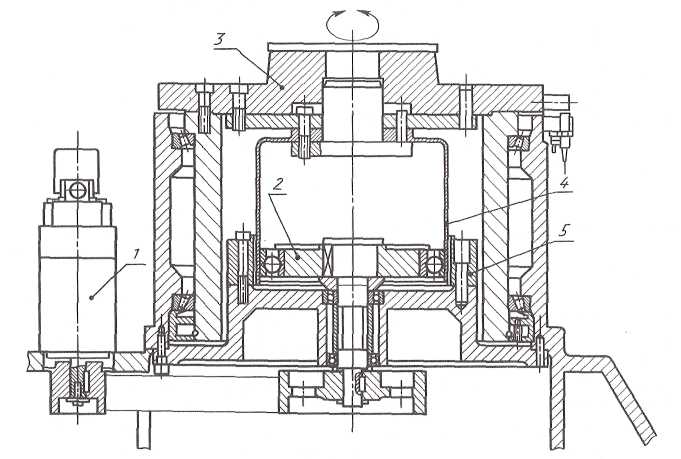
Рис. 21 Узел привода поворота ПР фирмы «РЕНО» (Франция):
1 — гидромотор; 2 — генератор волн; 3 — платформа, к которой крепится основание робота; 4 — гибкое колесо; 5 — жесткое колесо
Основными формами движений в ПР являются поворот, разворот, качание, изгиб и прямолинейные движения. Все эти движения могут быть осуществлены с помощью электродвигателя в сочетании с редуктором или с шариковой винтовой парой, а также с помощью гидравлических и пневматических приводов. Редукторы, используемые в системах привода роботов, должны иметь: малый боковой зазор или малую кинематическую погрешность и высокую точность позиционирования; постоянство угловой скорости без пульсаций; малые габаритные размеры и массу, а также высокую допустимую нагрузку по моменту.
|
|
|
Для удовлетворения этим требованиям во многих конструкция к ПР применяют электрические и гидравлические приводы в сочетании с волновыми редукторами. Так, на рис. 21 показан узел привода поворота робота фирмы «Рено» (Франция). Использованием гидравлического сервопривода в зонах высоких скоростей и низкого крутящего момента достигается легкость управления, а в сочетании с зубчатой передачей- высокая точность поворота.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1060; Нарушение авторских прав?; Мы поможем в написании вашей работы!