КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Определение энергосиловых параметров штамповки
Назначение допусков и посадок сопрягаемых элементов штампа
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия.
Таблица 2.3 – Допуски и посадки
| Сопряжения | Посадки |
| Направляющая колонка в отверстии втулки | H7/h6 |
| Направляющая колонка в отверстии нижней плиты | S7/h6 |
| Направляющая втулка в отверстии верхней плиты | H7/s6 |
| Штифт в отверстии плиты | H7/m6 |
| Хвостовик в отверстии плиты | H7/s6 |
| Штифт, фиксирующий хвостовик, в отверстии верхней плиты | H7/m6 |
Центром давления штампуемого элемента является центр тяжести линии контура штамповки.
Энергосиловые параметры штамповки определяются усилиями штамповки. При расчете технологического усилия штамповки учитываются усилия вырубки по контуру и пробивки внутреннего контура, усилие снятие заготовки с пуансонов, если штамп с подвижным съемником, усилие проталкивания вырубленной детали и отходов, прижима заготовки.
В САПР «КОМПАС-Штамп» все усилия суммируются, что и соответствует технологическому усилию, затем полученная величина увеличивается еще на 25% (т.е. с учетом коэффициента запаса), что и определяет величину потребного усилия пресса. В действительности, технологическое усилие штамповки определяется, как сумма усилий вырубки-пробивки и проталкивания, прижим в данном штампе отсутствует, а снятие заготовки происходит на обратном ходе пресса жестким съемником.
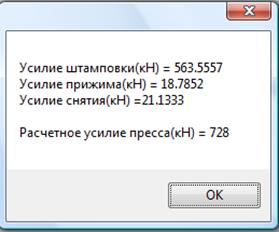
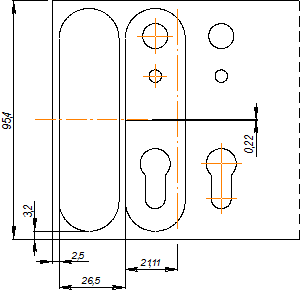
Рисунок 2.8 – Схема расположения центра
давления штампа, информация о параметрах штамповки
САПР «КОМПАС-Штамп» автоматически рассчитается центр давления, технологическое усилие штамповки и потребной усилие пресса (см. рисунок 2.8).
|
|
Дата добавления: 2015-04-24; Просмотров: 1073; Нарушение авторских прав?; Мы поможем в написании вашей работы!