КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования к производству непрерывно литой заготовки
|
|
|
|
Технологическая схема производства горячекатаного листового проката
Слябы (поступающие из ККЦ), нагретые в методических печах до заданной температуры, выдаются на отводящий печной рольганг и транспортируются к первой клети.
На современных непрерывных широкополосовых станах первой клетью является клеть с вертикальными валками. Если ширина сляба несколько больше необрезной ширины листа, то сляб обжимают до необходимых размеров. При боковом обжатии слябов окалина взламывается без опасности вдавливания ее в поверхность металла. Этот способ удаления окалины эффективен, если обеспечивается деформация полосы в вертикальных валках по всей ее ширине. Опыт показывает, что при максимально возможном обжатии вертикальными валками 30—40 мм проникновение деформации по ширине сляба со стороны каждого вертикального валка составляет 400—500 мм, поэтому применение окалиноломателя с вертикальными валками особенно эффективно в том случае, когда ширина сляба находится в пределах 1000—1200 мм.
Валки окалиноломателей обычно непрофилированные (цилиндрические) с гладкой поверхностью или с неглубокой насечкой, которая улучшает процесс ломки окалины.
Следующей операцией является удаление окалины в черновом окалиноломателе, установленном перед черновой группой клетей. Обжатие в черновом горизонтальном окалиноломателе составляет 5—20%, этого достаточно для раздробления окалины, которую затем сбивают водой под давлением.
После вертикального и горизонтального окалиноломателей сляб поступает к черновой группе клетей непрерывного широкополосового стана.
Длина бочки валков всех черновых клетей одинакова. Диаметр рабочих валков первых клетей может быть больше, чем последних.
|
|
|
В вертикальных валках черновых клетей применяют небольшие обжатия, примерно равные уширению полосы при прокатке ее в горизонтальных валках. Такое обжатие достаточно, чтобы ширина полосы была одинакова по всей длине, а на боковых кромках ее не образовались трещины. Допустимые относительные обжатия в клетях черновой группы находятся в пределах 20—50%.
После прокатки в черновой группе раскат передается к чистовой группе непрерывного стана. После выхода раската из черновых клетей стана его передний и задний концы в подавляющем числе случаев вытянуты в виде «языка» и «хвоста». Основной причиной получения «языков» и «хвостов» является неправильная форма сляба, поступающего на прокатку.
После обрезки на ножницах переднего конца раскат проходит через чистовой окалиноломатель, обеспечивающий обжатие 5—10%, достаточное для взламывания окалины.
Для непрерывных широкополосовых станов чрезвычайно важен температурный режим прокатки. Температурные условия прокатки зависят от конструктивных особенностей стана (схема расположения основного оборудования, протяженность технологических линий) и особенностей технологического процесса (температура нагрева слябов, толщина подката и готовой полосы, скоростной режим прокатки).
Качество профиля горячекатаной полосы, полученной на непрерывных станах, определяется отсутствием волнистости и коробоватости. Эффективным мероприятием по уменьшению продольной разнотолщинности является увеличение жесткости и автоматизация рабочих клетей чистовой группы.
Поперечная разнотолщинность полосы определяется профилем рабочих валков в момент прокатки.
Приближаясь к завершению прокатки, Прокатанная полоса сматывается моталками и затем рулоны передаются в цех холодной прокатки или на листоотделку.
На основе вышеперечисленных технологических этапов прокатки горячекатаной листовой стали, можно построить соответсвующую технологическую схему (рис.1.1.).
|
|
|
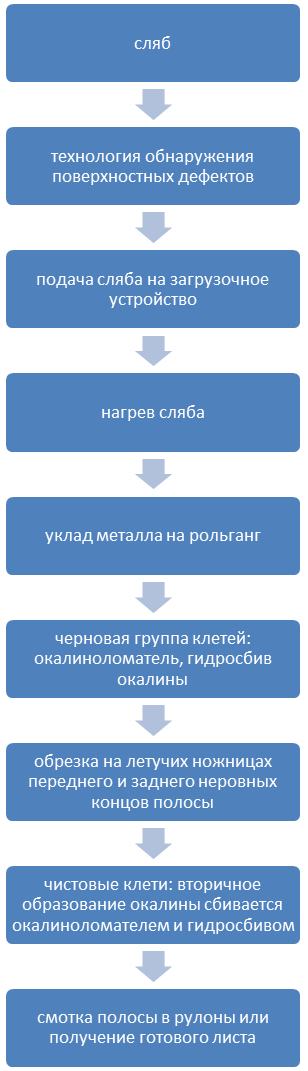
Рис.1.1 Технологическая схема производства горячекатаного полосового листового проката
2. Схема заготовки. Производство непрерывно литой заготовки
В качестве исходной заготовки на стане "2000" используются непрерывнолитые слябы, поступающие из ККЦ, со следующими характеристиками:
- толщина, мм – 250
- ширина, мм – от 750 до 1850
- длина, мм – от 4700 до 12000
- масса, т – от 7 до 43,3
Для обеспечения качества готовой продукции слябы должны соответствовать требованиям СТП ММК 98-2003 "Сляб непрерывнолитой. Технические условия".
На поверхности заготовки не должно быть продольных, поперечных и сетчатых трещин, поясов, пузырей, наплывов, шлаковых включений, плен. Технология обнаружения поверхностных дефектов непрерывнолитых слябов, их выборочная зачистка и выдача на стан 2000 г.п. осуществляется по СТП ММК 98-2003 "Сляб непрерывнолитой. Технические условия". Слябы, не отвечающие требованиям СТП ММК 98-2003 по форме и размерам, на загрузочные устройства не подаются и посаду не подлежат.
Слябы должны иметь четкую маркировку, нанесенную на боковую грань, с указанием номера плавки, номера ручья и номера сляба с этого ручья. Каждая плавка сопровождается сертификатом качества с указанием номера плавки, марки стали, химического состава, количества и размеров слябов, времени конца разливки, а также ответственного лица за приемку и отгрузку (сертификат качества находится в компьютере в электронном виде).
Для производства листа на стане 2000 используют слябы из углеродистых, низколегированных, качественных и других марок сталей, удовлетворяющих требованиям соответствующей нормативной документации по химическому составу, размерам, качеству поверхности [6].
Использование катаных слябов предопределяет применение в большинстве случаев технологии с двумя нагревами: нагретые слитки прокатывают на крупных обжимных станах в слябы, которые после повторного нагрева прокатывают в тонкие листы. В некоторых случаях слябы поступают для прокатки на широкополосный стан непосредственно со слябинга без дополнительного подогрева в нагревательных печах.
|
|
|
Преимущество использования слябов: улучшение качества поверхности и механических свойств готовых листов; более равномерный нагрев и эффективный контроль температуры проката более высокая производительность стана; снижение количества размера ножниц при одновременном увеличением среднего веса слитков.
Зачистка заготовок перед прокаткой.
Перед зачисткой слитки могут подвергаться термообработке для снятия внутренних напряжений, устранения грубой структуры и уменьшения твердости. Нагрев и прокатку слитков выполняют после тщательного осмотра и зачистки дефектов. Может применяться комбинированная обработка поверхности огневая зачистка или горячее фрезерование слитков с последующей строжкой и абразивной зачисткой слябов. Машину огневой зачистки устанавливают в линии обжимного стана, а в последние годы на адъюстажах листопрокатных цехов. Они обеспечивают удаление с поверхности слябов неглубоких трещин, мелких надрывов, остатков окалины. Глубина зачистки составляет 1-7 мм.
Стружка и фрезерование.
Обработка выполняется на специальных продольно – строгательных или фрезерных станках. Подвергают строжке без предварительной термической обработке. Съем металла на одну сторону при строжке слябов составляет 2/6 мм по широким и 5/10 мм по узким граням [7].
Режим нагрева слябов выбирается в зависимости от того, на какую толщину будет производиться прокатка и к какой группе выкатываемости произведена по величине сопротивления деформации.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 1596; Нарушение авторских прав?; Мы поможем в написании вашей работы!