КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
АСУ ТП отделением нагревательных колодцев
|
|
|
|
Отсутствие метода объективного контроля температуры слитка и характера распределения температуры по его сечению приводит к тому, что момент готовности металла определяется в настоящее время сварщиком, который наряду с заданной технологической инструкцией длительностью нагрева и выдержки учитывает большое количество других параметров. Это масса слитка, продолжительность его пребывания в изложнице и вне ее, масса садки, состояние колодца, продолжительность посада, характер работы стана и т.п. В отделение нагревательных колодцев входит большое число агрегатов, обслуживающих один стан: около 40—50 ячеек. Характер обработки плавок очень сложен, он обусловливается требованием прокатной линии и зависит от различных технологических ограничений. Все это приводит к необходимости обработки больших объемов информации для принятия решений как сварщиками, так и диспетчером отделения. С этой целью применяется вычислительная техника, которая позволяет быстро анализировать сложившуюся ситуацию и находить оптимальное решение. УВМ осуществляет расчет нагрева металла, определяет время и порядок выдачи готового металла, прогнозирует работу отделения на длительное время вперед.
Так как основные параметры, определяющие работу нагревательного колодца,- температуры металла, практически не могут быть измерены, то в АСУ ТП ОНК они определяются по различным математическим моделям, входными параметрами которых являются: марка металла, вес слитка, время окончания разливки, время стрипперования, время нахождения слитка в изложнице, время охлаждения слитка без изложницы на воздухе до загрузки в колодец, температура окончания разливки. Все эти параметры заносятся в УВМ, которая на основании математического моделирования выдает задание в САР температуры в колодце с учетом оптимальных скоростей нагрева и темпа прокатки прокатного стана.
|
|
|
На Рисунке 6.4 представлена структурная схема АСУ ТП нагрева слитков, обеспечивающая возможность управления в двух режимах: от локальных САР 1,2,3 или от УВК, в состав которого входят четыре основные подсистемы.
Подсистема “Планирование” обеспечивает оперативное планирование посада и выдачи металла с учетом суточной программы, состояния обжимного стана, нагревательных колодцев, наличия горячих и холодных слитков. Составляемый подсистемой график работы каждой ячейки служит основой для расчета режима нагрева реальной садки с учетом данных о металле: марка стали, развес, тип и число слитков, температура посада и т.п.
Подсистема "Нагрев" управляет процессом нагрева металла посредством выдачи уставок локальным САР и выполняет значительное число информационных функций: контроль отработки локальными системами заданных режимов; регистрация продолжительности периодов нагрева и выдержки и расхода топлива за цикл; выдача протокола нагрева садки, а также измеряет температуру раската каждого слитка садки.
Подсистема "Информация" осуществляет ввод, контроль и первичную обработку информации о технологических операциях над горячимой холодным металлом, поступающей с пяти терминалов, установленных в диспетчерской слябинга, в диспетчерской по продвижению сталеразливочных составов, на складе холодных слитков, на посту старшего нагревальщика и в ВЦ отделения нагревательных колодцев, а также с ПТН, установленных по одному на каждые 8 ячеек. Подсистема выполняет все оперативные изменения в памяти УВМ о состоянии ячеек и движении металла и обеспечивает выдачу соответствующих данных по запросам персонала.
|
|
|
Подсистема "Склад" предназначена для слежения за холодными слитками, поступающими как с собственного сталеплавильного производства, так и от иногородних поставщиков.
Пульт-табло нагревальщика обеспечивает оперативное взаимодействие персонала с УВК. Нагревальщик вводит информацию о состоянии ячейки (начало и конец ремонта, чистка подины), о начале и конце посада и выдачи плавки. Табло позволяет вывести на пульт данные о садке, температуре ячейки и расходе газа (фактических величинах и заданных УВМ).
Сообщения о всех операциях: выпуске, разливке, стрипперовании, отправке и прибытии плавки с горячим металлом в ОНК вводятся через терминалы № 1-5 не позднее, чем через 10-15 мин после окончания каждой операции.
Система выполняет дискретные измерения температуры в колодце и введение нового задания на изменение расхода газа в соответствии с динамикой колодца (через 1,5—2 мин). Для коррекции математической модели, на основании которой проводится расчет нагрева металла, за черновой клетью обжимного стана устанавливается ПИ обычно спектрального отношения, визируемый на поверхность, чистую от окалины. Показания считываются через 0,5 с, усредняются и вводятся в модель. Для обработки сигнала ПИ, расчета поправки на изменяющуюся излучательную способность металла и формирования корректирующего сигнала с учетом усилия прокатки используют микро-ЭВМ.
После окончания нагрева плавки система прекращает управление по сигналу с ПТН "начало выдачи" и выдает на печать протокол нагрева садки. АСУ ТП ОНК выполняет также расчет ряда технико-экономических показателей работы ячейки и всего отделения: удельный расход топлива; К.П.Д. колодца; производительность и затраты тепла на нагрев металла; количество нагретого металла за сутки и смены; рабочее время колодцев.
Критерием эффективности управления принимается минимум простоев слябинга из-за отсутствия своевременно нагретых слитков при обеспечении качественного и экономичного нагрева металла.
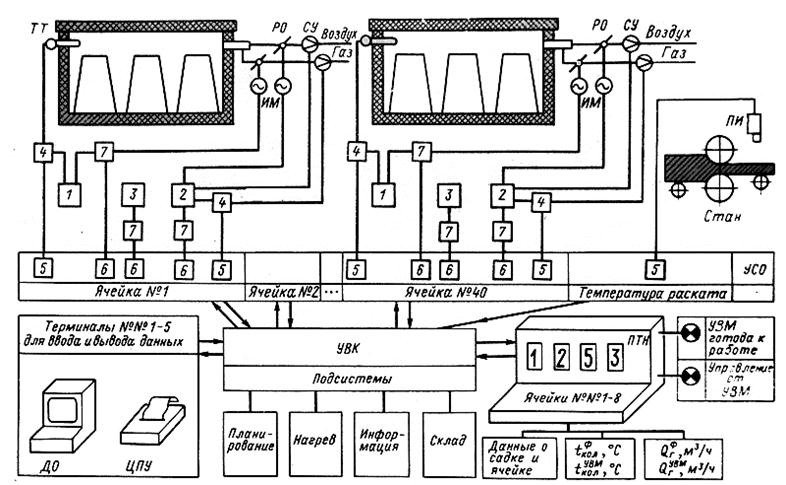
Рисунок 6.4 – Структурная схема автоматизированной системы управления нагревом слитков в отделении нагревательных колодцев: ТТ – термопара; ПИ- пирометр излучения; СУ – сужающее устройство; ИМ – исполнительный механизм; РО – регулирующий орган; УСО – устройство связи с объектом; УВК – управляющий вычислительный комплекс; ПТН – пульт-табло нагревальщика; ДО – дисплей оператора; ЦПУ – цифро-печатающее устройство; 1 - САР температуры в ячейке; 2 – САР соотношения топливо-воздух; 3 – САР давления в ячейке; 4 – размножитель сигналов; 5 - аналогово-цифровой преобразователь; 6 - цифро-аналоговый преобразователь; 7 – ключ переключения управления на УВК.
|
|
|
|
|
Дата добавления: 2015-03-29; Просмотров: 2324; Нарушение авторских прав?; Мы поможем в написании вашей работы!