КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вертикально-фрезерный станок с ЧПУ модели 6Р13Ф3
|
|
|
|
Станок предназначен для выполнения фрезерования, сверления и зенкерования деталей в условиях единичного и серийного производства. Примене-
ние ЧПУ в приводах подач по трем независимым координатам позволяет обрабатывать на станке детали сложного профиля типа штампов, пресс-форм, кулачков концевыми, торцовыми, угловыми, сферическими и фасонными фрезами, сверлами, зенкерами. Станок унифицирован с вертикально-фрезерным станком модели 6М13, на базе которого он выпускается.
Техническая характеристика. Размеры рабочей поверхности стола 400×600 мм; число частот вращения шпинделя 18; пределы частот вращения шпинделя 40 – 2000 мин-1; число подач – бесступенчатое регулирование; пределы рабочих подач по осям X′, Y′, Z 3 – 1200 мм/мин, скорость быстрого перемещения по осям координат 2400 мм/мин. Число управляемых координат (всего/одновременно) 3/3. Дискретность отсчета равна 0,01 мм.
Кинематическая структура станка содержит традиционные для вертикально-фрезерных станков кинематические группы скорости резания Фv(В1) и подач Фs1(П2), Фs2(П3), Фs3(П4).
Внешняя связь группы скорости резания Фv(В1):
М1 → 31/49 → Б1 → Б2 → Б3 → 39/39 → 48/48 → шпиндель (В1).
Группа настраивается на скорость переключением двух двойных блоков Б1 и Б2 и двойного блока Б3. Это обеспечивает 18 ступеней частот вращения шпинделя в пределах 40 – 2000 мин-1.
Уравнение кинематической цепи для минимальной круговой частоты вращения шпинделя

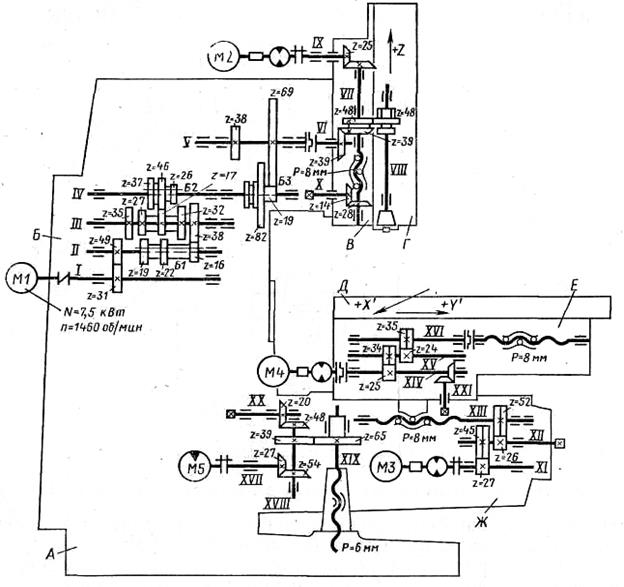
Рис. 3. 74. Кинематическая схема вертикально-фрезерного станка с ЧПУ
Внешняя связь группы Фs1(П2) вертикальной подачи (координата Z):
М2 → 25/25 → ТВ (винт-гайка качения) → ползун шпиндельной головки (П2).
Группа настраивается на скорость - изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу X через коническую передачу 14/28 можно переместить ползун вручную.
|
|
|
Внешняя связь группы Фs2(П3) поперечной подачи (координата Y′):
М3 → беззазорный редуктор (27/45 → 26/52) →
ТВ (винт-гайка качения) → поперечные салазки (П3).
Группа настраивается на скорость – изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу X11 через передачу 26/52 можно переместить поперечные салазки вручную.
Внешняя связь группы Фs3(П4) продольной подачи (координата X′):
М4 → беззазорный редуктор (25/34 → 24/35) →
ТВ (винт-гайка качения) → продольные салазки (П4).
Группа настраивается на скорость – изменением круговой частоты шагового электродвигателя; на путь, исходное положение и направление - программоносителем. Квадратом на валу XX1 можно переместить продольные салазки вручную.
Электродвигатель М1 – асинхронный. Электродвигатели М2, М3, М4 - шаговые типа ШД5-Д1 с гидроусилителем моментов Э32Г18-24.
Величины передач внешних связей групп Фs1, Фs2, Фs3 подобраны так, что при подаче на шаговые электродвигатели одного импульса исполнительные органы указанных групп переместятся на 0,01 мм.
Вспомогательная группа Вс(П5) обеспечивает установочные вертикальные перемещения консоли. Ее внешняя связь:
Гидромотор М5 → 27/54 → 39/65 → ТВ → консоль (П5).
Посредством квадрата на валу XX можно переместить консоль вручную.
Гидросистема осуществляет перемещение исполнительных органов станка по соответствующим координатам, установочное вертикальное перемещение консоли, зажим ползуна шпиндельной головки, отжим инструмента.
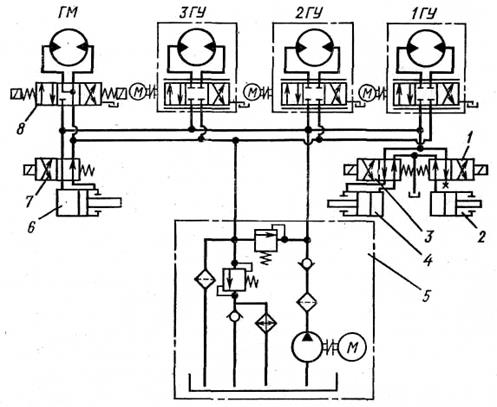
Рис. 3.75. Принципиальная гидравлическая схема станка
Питание гидросистемы (рис. 3. 75) осуществляется от гидростанции 5. Масло по трубопроводам поступает в гидрораспределители гидравлических усилителей моментов 1ГУ, 2ГУ, 3ГУ.
|
|
|
Отжим инструмента осуществляется при включенном гидрораспределителе 1, расположенном на шпиндельной головке станка, гидроцилиндром 2, размещенном в ползуне. Зажим ползуна происходит при включении гидрораспределителя 3, управляющего гидроцилиндром 4, расположенном в шпиндельной головке. Зажим консоли осуществляется гидроцилиндром 6, управляемым гидрораспределителем 7; при обесточенном гидрораспределителе 7 консоль зажата. Установочное перемещение консоли происходит при одновременном включении гидрораспределителей 7 и 8, управляющих гидромотором ГМ.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 4494; Нарушение авторских прав?; Мы поможем в написании вашей работы!