КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Номенклатура выпускаемой продукции
|
|
|
|
Анализ выпускаемой продукции, ее преимущества и недостатки
Обсадные трубы соединяются в скважинах в колонны с помощью резьбовых соединений. Резьбовые соединения могут быть безмуфтовыми и муфтовыми.
Безмуфтовые резьбовые соединения обсадных труб используются, как правило, для "хвостовиков" и потайных колонн. Такие соединения характеризуются постоянным наружным диаметром, способствующим максимальной проходимости обсадной колонны в стволах с малым диаметральным зазором, но имеют ряд недостатков. Например, ограниченная несущая способность резьбового соединения к растягивающей нагрузке (до 0,55 от растягивающей нагрузки, допускаемой для тела трубы), необходимость применения специальных клиновых элеваторов при спуско-подъеме обсадных труб.
Муфтовые соединения предполагают соединение обсадных труб в колонну с помощью резьбовых муфт с коническими резьбами различного профиля. При этом виде соединения число резьб в обсадной колонне в два раза превышает число труб. Именно такие трубы выпускает проектируемый цех.
Особенности производства обсадных труб на в цехе, обеспечивающие минимальную разностенность и высокую геометрическую точность формы тела трубы, допускают возможность изготовления обсадных труб с толщиной стенки менее 7,0 мм, цех выпускает обсадные трубы с толщиной стенки от 6,5 до 10,7 мм.
Наиболее распространенными являются муфтовые соединения обсадных труб с резьбой треугольного профиля, которые имеют ограниченное применение в скважинах со сложным профилем ствола из-за ряда недостатков. Этих недостатков лишены муфтовые соединения с резьбой трапецеидального профиля (которой является резьба "Батресс"). Сочетание ужесточенного показателя по овальности и использование в качестве заготовки штрипса с допуском по толщине +0,4 мм позволяет в цехе нарезать на трубах резьбу типа «Батресс».
|
|
|
По требованию потребителя завод может обеспечить поставку обсадных труб с резьбой «Батресс» следующих модификаций, а также любых их сочетаний:
· обсадные трубы обычного исполнения;
· обсадные трубы с узлом уплотнения;
· обсадные трубы с повышенным качеством сборки резьбового соединения
 Цех выпускает обсадные трубы диаметром 114-245мм и муфты к ним для обустройства нефтяных и газовых скважин. Схематичное изображение выпускаемого изделия приведено на рисунке 1. Соединительная муфта 3 предназначена для соединения труб 2 в скважине. Муфты для электросварных обсадных труб изготавливаются из бесшовных труб группы прочности J–55(Д), поставляемых по техническим условиям. Резьба труб и муфт защищена от механических повреждений пластмассовыми предохранительными деталями. Предохранительное кольцо 1 предназначено для предохранения резьбы трубы, а предохранительный ниппель 4 – для предохранения резьбы муфты во время транспортировки.
Цех выпускает обсадные трубы диаметром 114-245мм и муфты к ним для обустройства нефтяных и газовых скважин. Схематичное изображение выпускаемого изделия приведено на рисунке 1. Соединительная муфта 3 предназначена для соединения труб 2 в скважине. Муфты для электросварных обсадных труб изготавливаются из бесшовных труб группы прочности J–55(Д), поставляемых по техническим условиям. Резьба труб и муфт защищена от механических повреждений пластмассовыми предохранительными деталями. Предохранительное кольцо 1 предназначено для предохранения резьбы трубы, а предохранительный ниппель 4 – для предохранения резьбы муфты во время транспортировки.
Сочетание испытания каждой обсадной трубы гидравлическим давлением и ультразвуковой дефектоскопией с периодическим статистическим контролем геометрических параметров формы и размеров тела трубы, контролем геометрических параметров элементов резьбы, создают условия, обеспечивающие выпуск обсадных труб на уровне требований международных стандартов.
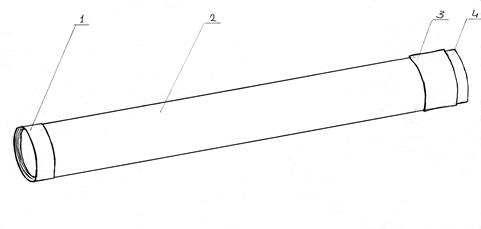
Рисунок 1. Внешний вид выпускаемой продукции.
Разработанная и внедренная в цехе система качества производства обсадных труб аттестована и лицензирована Американским нефтяным институтом, получена лицензия на изготовление труб по стандарту API 5CT.
Особенности технологического процесса обусловливают получение обсадных труб стабильной длины. Средняя длина труб составляет 11,1  метров, что на 6-8% больше средних длин аналогичных труб, выпускаемых другими заводами СНГ. Разброс по длине труб не превышает ±200 мм.
метров, что на 6-8% больше средних длин аналогичных труб, выпускаемых другими заводами СНГ. Разброс по длине труб не превышает ±200 мм.
Упаковка продукции производится в пакеты шестигранной формы по ГОСТ 10692-80 массой до 6,5 т.
|
|
|
|
|
Дата добавления: 2015-04-24; Просмотров: 561; Нарушение авторских прав?; Мы поможем в написании вашей работы!