КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Способ уравновешивания деформаций
|
|
|
|
Разделка кромок под сварку
Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Формы подготовки кромок под сварку показаны на рисунке 2, различают V, K, X – образные. По характеру выполнения сварные швы могут быть односторонние и двухсторонние.
Рисунок 2 — Разделка кромок под сварку
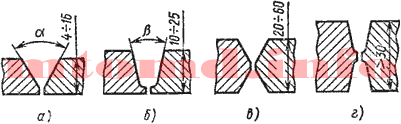
а – V-образная; б – U -образная; в – X-образная; г – двусторонняя Х-образная
Скос кромок можно производить различными способами. Самым грубым и малопроизводительным из них является срубание кромок ручным или пневматическим зубилом. При этом способе края кромок получаются неровные. Наиболее ровные и чистые кромки получаются при изготовлении их на специальных кромкострогальных или фрезерных станках. Применение кислородной резки, ручной или механизированной, для скоса кромок является самым экономичным. Шлаки и окалина, остающиеся после кислородной резки, должны быть удалены с помощью зубила и стальной щетки.
Следует уделять большое внимание чистоте кромок, так как загрязненная поверхность кромок металла приводит к плохому провару и образованию в сварном шве неметаллических включений. Поэтому перед сваркой кромки, а также соседние с каждой кромкой участки на ширину 20—30 мм должны очищаться до металлического блеска от окалины, ржавчины, масла, краски и других загрязнений. Очистка от окалины, краски и масла может осуществляться непосредственно пламенем сварочной горелки. При этом окалина отстает от металла, а масло и краска сгорают. После нагрева пламенем поверхность зачищается Виды разделки кромок свариваемых деталей
16. Виды разделки кромок свариваемых деталей и зазоры между ними зависят от толщины свариваемого металла, способов сварки и видов сварных швов (стыковые, угловые). Разделка кромок и зазор между кромками должны обеспечить полный провар по всей толщине соединений. Конструкции подготовки (разделки) кромок свариваемых деталей и собственно швов сварных соединений принимаются в соответствии с указаниями следующих государственных стандартов: ГОСТ — ручная электродуговая сварка, стыковые, угловые (под прямым углом), тавровые и нахлесточные соединения; ГОСТ — ручная электродуговая сварка, соединения под острым и тупым углами; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, стыковые угловые (под прямым углом) и нахлесточные соединения; ГОСТ — автоматическая и полуавтоматическая сварка под флюсом, соединения под острым и тупым углом; ГОСТ — электрошлаковая сварка, стыковые, угловые и тавровые соединения; ГОСТ — электрозаклепочные соединения.
|
|
|
Согласно ГОСТ, для сварных швов, выполняемых электродуговой сваркой в среде углекислого газа проволокой диаметром 0,8—1,2 мм, основные типы сварных соединений и их конструктивные элементы разрешается принимать по данным ГОСТ, т. е. как при ручной электродуговой сварке.
При сварке элементов строительных конструкций встык наиболее часто встречаются кромки с У- и Х-образными симметричными разделками, а также кромки без разделки. Значительно реже применяются чашеобразная, К-образная, несимметричная Х-образная и другие виды разделок.
Стыковые швы без разделки кромок имеют наименьший объем наплавленного металла и могут быть применены при ручной сварке для деталей толщиной до 6—8 мм, при полуавтоматической сварке в углекислом газе до 10 мм, а при автоматической сварке под флюсом — до 30 мм. При электрошлаковой сварке кромки деталей любой толщины не обрабатывают и варят при зазоре 20—30 мм.
|
|
|
У-образную разделку кромок рекомендуется применять при ручной сварке деталей толщиной от 8 до 30 мм, при сварке деталей в среде углекислого газа толщиной 12—24 мм и при автоматической сварке под флюсом толщиной более 30 мм Х-образная разделка является двухсторонней.
У-образная разделка применяется для стыков, которые в процессе сварки можно кантовать. При Х-образной разделке стыковые швы имеют меньший объем наплавленного металла, а обработка таких кромок требует больших затрат труда, чем при У-образной разделке.
41. Рис 45 Порядок наложения швов а – обратно ступенчатый, б, в - комбинированные
Для устранения деформаций при сварке встык применяют обратноступенчатый и комбинированный порядок наложения швов (рис. 45). В этом случае весь шов делят на участки длиною 100-250 мм. Сварку ведут отдельными участками в порядке, отмеченном цифрами, и направлении, указанном стрелками. При этих способах листы почти не будут коробиться, так как обеспечивается более равномерное распределение тепла вдоль шва, чем при непрерывной сварке, а потому величина деформации уменьшается
стальной щеткой.
11. При сварке на переменном токе безразлично, к какому зажиму сварочного трансформатора присоединены изделие и электрод. При сварке дугой переменного тока катодное и анодное пятна меняются местами. При этом дуга угасает, в силу чего она менее устойчива, чем дуга, питаемая постоянным током. Существенное преимущество сварки дугой переменного тока - относительная простота и меньшая стоимость сварочного оборудования. Сварку на постоянном токе выполняют при соединении «плюса» источника питания с изделием (прямая полярность) или электродом (обратная полярность). Во время горения сварочной дуги при прямой полярности больше нагревается свариваемое изделие, при обратной полярности - электрод. При этом скорость плавления электродов из низкоуглеродистой стали на 10-40% выше скорости их плавления при прямой полярности. Исходя из этого, выбирают прямую или обратную полярность в зависимости от вида сварочных работ (прихватка или сварка), толщины свариваемых элементов (тонкие или толстые), электродов (углеродистая сталь, хромоникелевая) и др. При сварке тонких листовых деталей, а также некоторых специальных сталей, например коррозионно-стойких и жаропрочных, применяют соединение с обратной полярностью.
|
|
|
8. Сварочный пост дуговой сварки - место производства сварочных работ - оснащается в зависимости от вида сварочных работ, выбранной технологии сварки и ряда других факторов. На заводах сварочные посты располагаются в специальных кабинах площадью не менее 2 X 2,5 м2 каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупногабаритных сварных конструкций сварочные посты развертывают открыто в цехе, на монтажно-строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами. Основное оборудование сварочного поста состоит из источника питания дуги, сварочных проводов, электрододержателя и различных приспособлений, необходимых для закрепления свариваемых деталей. При размещении поста в кабине в ней устанавливают металлический стол с массивной чугунной или стальной крышкой площадью в 1 м2, на которой производят сварочные работы, и винтовой стул с откидной спинкой. Кабина должна иметь местную вытяжную вентиляцию и заземляющий провод. В условиях монтажно-строительной площадки при отсутствии заземляющей шины или иного заземляющего устройства применяют искусственное заземление. Источники питания дуги размещают непосредственно на каждом рабочем месте или группируют в машинном отделении сварочного цеха. В последнем случае в цехе на определенных расстояниях друг от друга располагают постоянные щитки с клеммами для подключения сварочных проводов. К щиткам ток подводится от источника питания постоянной проводкой. При наличии нескольких сварочных постов следует применять многопостовые сварочные агрегаты, имеющие более высокие коэффициенты использования и мощности. Кроме этого, В 12. процессе эксплуатации источники сварочного тока требуют внимательного ухода и обслуживания. Это гарантирует их длительную и надежную работу. Перед включением источника тока необходимо выполнить следующие работы. Очистить его от пыли и грязи. Осмотреть и при наличии мелких дефектов устранить их. У сварочных преобразователей особое внимание следует обратить на подшипники, коллектор и щеточный механизм генератора. Щетки должны плотно прилегать к чистой поверхности коллектора. У аппаратов переменного тока следует регулярно проверять состояние контактов, изоляции и крепежных деталей сердечника и кожуха. Необходимо чаще смазывать регулировочный механизм. У сварочных выпрямителей особого внимания требует система охлаждения (вентилятор, жалюзи, реле). Кроме того, следует проверять подтяжку крепежных деталей, наличие и надежность крепления заземляющего провода, правильно подобрать и надежно присоединять сварочные пtext/javascriptровода от генератора к свариваемому изделию и к электрододержателю. Сварочные провода выбирают в зависимости от величины наибольшего допустимого сварочного тока. Практика показала, что характер сварочных работ допускает некоторую перегрузку проводов и рекомендует следующие нормы. Эти нормы установлены при длине проводов не более 30 м. Если длина провода значительная, необходимо проверить величину падения напряжения по формуле (13) и сделать корректировку сечения провода. Систематический правильный уход и эксплуатация источников питания дуги позволяют значительно повысить надежность и долговечность их работы. Некоторые узлы источников сварочного тока требуют первоочередного внимания. В сварочных преобразователях постоянного тока особого ухода требуют коллектор, щеточный механизм и подшипники. Коллектор должен быть чистым, без следов нагара. Слюдяные прокладки не должны выступать между пластинами. Еженедельно (при необходимости чаще) перед пуском в ход необходимо протирать коллектор полотняной тряпкой, смоченной в бензине. При обнаружении нагара прежде всего следует выяснить и устранить причину появления нагара, а затем прошлифовать коллектор на ходу при поднятых щетках равномерно по всей рабочей поверхности. Для шлифования применяют мелкозернистую прессованную пемзу или мелкую стеклянную бумагу, натянутую на деревянную колодку, хорошо облегающую рабочую поверхность коллектора. Выступающие слюдяные прокладки необходимо осторожно выбрать специальной пилкой на глубину 1 мм и затем зачистить поверхность коллектора от заусенцев и прошлифовать коллектор. После шлифования следует аккуратно протереть коллектор, не допуская попадания пыли в машину. Щеточный механизм требует регулярной проверки. Изношенные или поврежденные щетки подлежат замене» При этом новую щетку до эксплуатации необходимо притереть к коллектору. Для этого щетку устанавливают на место и под нее на коллектор вводят полоску стеклянной бумаги (стеклом к щетке) в направлении вращения коллектора. Притирку производят при нормальном нажатии щеткодержателя до полного прилегания рабочей поверхности щетки к коллектору. Образующуюся пыль удаляют продувкой воздухом, а для окончательной пришлифовки щеток генератор включают на холостом режиме. Подшипники генератора и электродвигателя требуют не реже двух раз в год тщательной промывки и смазки. Ежедневно в процессе эксплуатации следует внимательно следить за состоянием смазки при необходимости производить замену или долив. Нарушение работы подшипника обнаруживается по нагреву и ненормальному шуму. При работе на открытом воздухе на территории завода или в условиях строительной площадки необходимо принимать меры по защите агрегата от естественных осадков. Уход и обслуживание сварочных аппаратов переменного тока заключается в проверке зажимов и креплений, обеспечении плотного контакта в соединениях проводки. При перемещении аппарата необходимо пользоваться ручками или подъемными кольцами кожуха трансформатора. При работе на открытом воздухе следует принять меры защиты сварочного аппарата от атмосферных осадков. Устанавливать трансформатор следует в местах, безопасных от механического повреждения и от воздействия высоких температур. Сварочные выпрямители через каждые три месяца должны очищаться от грязи и пыли продувкой сухим сжатым воздухом. Все трущиеся части механизмов выпрямителя должны смазываться два раза в год. Особое внимание следует обратить на работу вентилятора, так как его неисправность приводит к перегреву полупроводниковых элементов и выходу из строя выпрямителя. Необходимо в процессе эксплуатации все мелкие дефекты устранять, подтягивать крепежные детали, проверять надежность контактов. 19. При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы.
|
|
|
Неплавящиеся электродные стержни изготовляют из вольфрама, электротехнического угля или синтетического графита. Угольные и графитовые электроды (стержни) изготовляют диаметром от 4 до 18 мм, длиной 250 и 700 мм. Графитовые электроды имеют лучшую электропроводность и более стойки против окисления при высоких температурах, чем угольные электроды.
Для автоматической и механизированной сварки электродом служит калиброванная проволока диаметром от 0,3 до 12 мм, так называемая сварочная или электродная проволока, которую поставляют в мотках и катушках массой от 2 до 80 кг. В настоящее время находят также применение порошковая (трубчатая с наполнителем) проволока, голая легированная проволока, электродная лента и пластины.
Плавящиеся электроды изготовляют из сварочной проволоки, которая согласно ГОСТ 2246-70 разделяется на углеродистую, легированную и высоколегированную. Всего в ГОСТ включено 77 марок проволоки. Обозначение проволоки включает сочетание букв и цифр, первые две цифры указывают на содержание в проволоке углерода в сотых долях процента. Затем буквой и цифрой (цифрами) поочередно указываются наименование и содержание в процентах легирующих элементов. При содержании легирующего элемента в проволоке менее 1 % ставится только буква этого элемента. Условное буквенное обозначение легирующих элементов приведено в табл. 2.
18. Влияние элементов режима сварки на размеры и форму шва. Размеры шва и форма провара не зависят от типа шва (валиковый шов, угловой, стыковой, сварка без разделки и зазора, сварка с разделкой и зазором), а определяются в основном режимом сварки. Основным показателем формы шва является коэффициент формы провара, представляющий отношение ширины шва к глубине провара. При дуговой сварке и наплавке он может изменяться в широких пределах - от 0,8 до 20. Уменьшение ширины шва и увеличение глубины провара уменьшает коэффициент формы провара, а противоположное изменение этих величин - увеличивает его.
Величина тока. Увеличение тока увеличивает, а уменьшение - уменьшает глубину провара, При глубине провара более 0,7-0,8 толщины металла резко изменяются условия отвода тепла от нижней части сварочной ванны и может произойти сквозное проплавление металла.
Чем легче металл, т.е. чем меньше его плотность, тем больше провар при токе данной величины. Так, например, один и тот же ток дает более глубокий провар при сварке алюминия, чем при сварке стали. На ширину шва изменение величины тока существенного влияния не оказывает.
Род и полярность тока. При одной и той же величине тока наибольшая глубина провара получается при сварке на постоянном токе обратной полярности. При сварке на прямой полярности глубина провара меньше на 40-50%, а при сварке переменным током - меньше на 15-20%, чем при сварке на постоянном токе обратной полярности.
Ширина шва при постоянном токе прямой полярности меньше, чем при сварке постоянным током обратной полярности и переменным током. Указанное изменение ширины шва становится заметным только при напряжении дуги свыше 30 в.
Диаметр электрода. Уменьшение диаметра при том же токе повышает плотность тока в электроде и уменьшает подвижность дуги, что увеличивает глубину провара и сокращает ширину шва. Соответственно, при уменьшении диаметра электрода глубина провара возрастает. Ширина шва с увеличением диаметра электрода увеличивается за счет повышения подвижности дуги. Заданная глубина провара может быть достигнута и при меньшем токе за счет уменьшения диаметра электрода, однако это вызывает затруднения вследствие повышенного разогрева электрода малого диаметра.
Напряжение дуги почти не оказывает влияния на глубину провара, но влияет на ширину шва. При возрастании напряжения ширина шва увеличивается, при снижении напряжения - уменьшается, что широко используется при механизированных способах сварки для регулирования ширины шва особенно при наплавке. При ручной сварке напряжение изменяется незначительно (от 18 до 22 в), что не оказывает практического влияния на ширину шва.
Скорость сварки. При малых скоростях ручной сварки, составляющих 1 - 1,5 м/ч, глубина провара получается минимальной, так как в этом случае интенсивность вытеснения жидкого металла сварочной ванны из-под основания столба дуги невелика. Образующийся у основания дуги слой жидкого металла препятствует проплавлению основного металла. Повышение скорости сварки до некоторого значения, соответствующего максимальной погонной энергии дуги, увеличивает глубину провара. При практически применяемых для ручной сварки режимах скорость сварки незначительно влияет на глубину провара.
Ширина шва зависит от скорости сварки: увеличение скорости уменьшает ширину шва, а уменьшение скорости - увеличивает ширину шва.
Это соотношение сохраняется при всех скоростях сварки и широко используется в практике для регулирования ширины шва.
Поперечное перемещение электрода сильно влияет на глубину провара и ширину шва, поэтому его широко используют при ручной сварке для регулирования формы шва. Увеличение ширины поперечных перемещений конца электрода увеличивает ширину шва и уменьшает глубину провара, и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина (вылет) электрода. При увеличении длины электрода (или его вылета) он больше нагревается и скорость плавления его возрастает, что приводит к уменьшению тока и глубины провара. Если диаметр проволоки более 3 мм, изменение вылета ±6-8 мм не оказывает влияния на формирование шва. Если используется проволока диаметром 1-2,5 мм, указанные колебания вылета могут ухудшать формирование шва.
Физические свойства покрытия или флюса. При использовании легкого флюса и электрода с легкоплавким покрытием подвижность дуги увеличивается, возрастает ширина шва и сокращается глубина провара. При повышении толщины слоя или тугоплавкости покрытия на конце электрода образуется чехольчик, ограничивающий подвижность дуги, что приводит к уменьшению ширины шва и увеличению глубины провара.
Начальная температура металла в пределах от - 60 до +80° С не влияет на форму шва. Подогрев основного металла до 100-400° С приводит к увеличению ширины шва и глубины провара, причем быстрее растет ширина шва, чем провар. Предварительным подогревом свариваемого металла объясняется увеличение ширины верхних слоев при многослойной сварке и наплавке.
Наклон электрода. Сварку ведут вертикальным электродом, с наклоном вперед и углом назад (относительно направления сварки). При сварке углом назад дуга сильнее вытесняет металл из ванны и глубина провара возрастает, а ширина шва уменьшается. При сварке углом вперед давление столба на поверхность металла снижается, что уменьшает глубину провара и увеличивает ширину шва по сравнению со сваркой вертикальным электродом.
Наклон изделия. При сварке сверху вниз (на спуск) растет толщина слоя жидкого металла под основанием столба дуги и глубина провара от этого уменьшается; увеличивается блуждание дуги и ширима шва возрастает. При сварке снизу вверх (на подъем) толщина слоя жидкого металла под дугой уменьшается, глубина провара возрастает, а ширина шва уменьшается, так как дуга блуждает меньше. Для нормального формирования шва при ручной сварке угол наклона должен быть S-10°. При большем угле и сварке на спуск происходит подтекание жидкого металла из-под основания дуги, а при сварке на подъем - появляются непровары и подрезы по кромкам шва. Сварка на спуск применяется при выполнении круговых швов (труб, сосудов). Это снижает опасность прожогов, улучшает формирование шва и предупреждает стекание жидкого металла ванны.
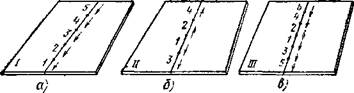
Способ уравновешивания деформаций применяется для сварки конструкций, имеющих швы, расположенные симметрично к центру тяжести сечения. Последовательность наложения швов устанавливается с таким расчетом, чтобы деформации, вызванные наложением предыдущего шва, были ликвидированы обратными деформациями после наложения последующего шва (рис. 105, а).
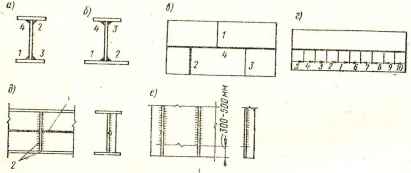
Рис.105.Мероприятия по предотвращению деформаций: а—симметричных балок; б—несимметричных балок; в, е—листовые конструкции; г—братноступенчатый метод сварки; д—при пересечении швов;
При сварке продольных швов конструкций несимметричного сечения в первую очередь необходимо накладывать поясные швы, расположенные на более мощных элементах (рис. 105, б).
Во избежание коробления или появления трещин, как правило, поперечные швы листов и труб больших размеров заваривают раньше продольных (рис. 105, в), если же поперечные швы будут выполнены после продольных, когда стыкуемые листы жестко закреплены и усадка поперечных швов затруднена, то в швах толстых листов появятся трещины, а конструкции из тонкой листовой стали будут подвержены короблению.
В сварных листовых балках и колоннах двутаврового, корытного, коробчатого, крестового сечений стыки от дельных элементов необходимо заваривать предварительно. В этом случае усадка стыковых швов происходит свободно, сварочные напряжения не возникают.
При сварке стыков прокатных швеллеров и двутавров вначале следует сваривать стенку, а затем полки. В противном случае могут появиться трещины от усадки мощных швов на полках.
При обратноступенчатом методе сварки деформации незначительны, так как внутренние напряжения от усадки коротких швов меньше, чем от длинных, поэтому длинные швы необходимо разбивать на участки длиной 200—250 мм (при ручной сварке) и 1500—2000 мм (при автоматической), которые заваривают в направлении от края листа к его середине (рис. 105,г). Не следует допускать увеличения размеров сварных швов против проекта, так как это приводит к увеличению объемов наплавленного металла и деформаций. При пересечении угловых швов со стыковыми вначале заваривают стыковые, а затем угловые швы (рис. 105, д).
Борьбу с винтообразностью элементов рекомендуется вести сваркой поясных швов в одном направлении, сваркой с 2-, 3-часовыми перерывами.
| http://www.prosvarky.ru/construction/weldconstruction/20.html |
45. Магнитный метод контроля сварных швов основан на изменении направления линий магнитного потока около места расположения дефекта, который они огибают вследствие меньшей магнитной проницаемости дефекта по сравнению с целым металлом.
По способу определения места залегания дефекта существуют два способа контроля: порошковый (сухой или эмульсионный) и индукционный. При сухом способе порошок закиси-окиси железа (окалины) с частицами размером 5-10 мк наносят на поверхность шва с помощью сита или распылителя. При эмульсионном способе шов покрывают жидкой смесью (эмульсией) из указанного порошка, разведенного в керосине или трансформаторном масле. Затем изделие намагничивают с помощью постоянного или переменного сварочного тока до 200 а от преобразователя или трансформатора.
Ток пропускают по обмотке, имеющей несколько витков, окружающих изделие. Под действием возникающего в изделии магнитного поля частицы железного порошка располагаются гуще около места с дефектом: непроваром, трещинами. Поскольку этим способом выявляются только дефекты, расположенные перпендикулярно направлению магнитных линий, то каждый участок нужно проверять дважды: один раз намагничивая его поперек, а второй - вдоль шва.
Магнитным методом можно выявить в сварных швах изделий из стали и чугуна с толщиной стенки т 6 до 25 мм, мелкие внутренние трещины и непровары на глубине до 5-6 мм. Дефекты на большей глубине, а также поры и шлаковые включения этим методом не определяются. Магнитный метод (так же, как ультразвуковой) служит для предварительного определения наличия дефектов и места их залегания в сварных швах, затем эти участки просвечивают для установления размеров дефекта.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 1713; Нарушение авторских прав?; Мы поможем в написании вашей работы!