КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрическая дуговая сварка 1 страница
|
|
|
|
В настоящее время электрическая дуговая сварка занимает первое место среди многочисленных способов сварки материалов.
Дуговая сварка основана на явлении электрической дуги.
.Электрическая дуга представляет собой один из видов устойчивого электрического разряда через газовый или парогазовый промежуток, характеризующийся высокой плотностью тока и температурой.
Для сварки важно, чтобы дуга легко возбуждалась, устойчиво существовала и легко регулировалась по своим энергетическим параметрам.
Известно несколько способов возбуждения дугового разряда. По способу В.В. Петрова два электрода, соединенные с источником тока, сближают до соприкосновения и сразу же разводят на небольшое расстояние. В этот момент между ними вспыхивает дуга.
Что же происходит при этом? Упрощенно это можно представить себе так: при соприкосновении электродов электрическая цепь замыкается и по ней идет ток. В соответствии с законом Джоуля-Ленца при протекании тока в проводниках выделяется теплота. Поскольку соприкосновение электродов вследствие неровностей их поверхностей осуществляется лишь в отдельных физических точках, сопротивление протеканию тока в них будет значительным, поэтому материал в точках контакта нагревается сильнее и быстрее, чем в остальных участках цепи. При высокой температуре электрода возникает явление так называемой термоэлектронной эмиссии - испускание электронов под действием теплового возбуждения. Если в этот момент разорвать контакт между электродами, то под действием электрического поля электроны, образовавшиеся вследствие термоэмиссии, начнут перемещаться к положительному электроду (аноду). Сталкиваясь с нейтральными молекулами газа или атомами в межэлектродном промежутке, электроны «раскалывают» их на ионы и новые электроны (рис. 2.1).
|
|
|
В результате этих и других более сложных и тонких процессов в межэлектродном промежутке образуется плазма ~ достаточно ионизированный и квазинейтральный газ, обладающий хорошей проводимостью тока. Следует отметить, что наряду с образованием ионов в межэлектродном промежутке наблюдается и обратная картина, т.е. образование нейтральных атомов и молекул за счет присоединения (поглощения) электронов. При этом происходит выделение энергии в виде фотонов, т.е. возникает излучение в виде света (рис. 2.1).

Рис. 2.1. Схема ионизации молекул в дуговом промежутке:
М — молекула; А — атом; Ф — фотон; «-» электрон; «+» — ион
Каково же строение дуги? На рис. 2.2 показан схема дуги постоянного тока, горящей между электродом 1 (катод) и изделием 3 (анод). В межэлектродном (дуговом промежутке) находится электропроводный канал 2, называемый столбом дуги.
Газы столба достаточно ионизированы, ослепительно ярко светятся, имеют по его оси высокую температуру — порядка 10 000 °С. Наиболее ионизирована центральная часть столба.
Столб окружен пламенем, или ореолом, с меньшей температурой, образуемым парами и газами, поступающими из столба дуги и взаимодействующими химически с окружающей атмосферой.
Основаниями столба дуги являются расположенные на электродах ярко светящиеся катодное и анодное пятна (их называют активными), плотность тока в которых может составлять десятки тысяч ампер на квадратный сантиметр. На них происходит преобразование электрической энергии газового разряда в тепловую, нагревающую и расплавляющую металл и способную доводить его до кипения, превращать в пары.
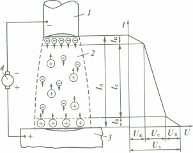
Рис. 2.2. Схема строения сварочной дуги и распределение напряжения по ее длине
Расстояние от анодного до катодного пятна называется длиной дуги (/д). Длина дуги редко превышает 1—2 см, а диаметр столба дуги — и того меньше. Плазма дуги занимает небольшой объем — около 1 см3, который можно разделить на три области: две из них непосредственно прилегают к катодному и анодному пятну и имеют небольшую протяженность (/а, /к), сопоставимую с длиной свободного пробега. Третья область — собственно межэлектродный промежуток, заполненный ионизированным газом, Длина его /с близка к длине дуги /д. В каждой из областей происходят сложные явления.
|
|
|
В столбе дуги, являющемся основной ее частью, присутствуют наряду с заряженными частицами (ионами и электронами) и нейтральные частицы — атомы и молекулы паров веществ, из которых сделаны электроды, и газов, окружающих дугу. Наличие в столбе дуги заряженных частиц, а также фотонов и квантов электромагнитной энергии придает ему необычные свойства, которые характерны только для четвертого или плазменного состояния вещества, — наряду с твердым, жидким и газообразным состояниями. В земных условиях мы редко сталкиваемся со свободно существующей плазмой (по некоторым представлениям это может быть, например, шаровая молния). Однако в целом во всей Вселенной примерно 99,9 % вещества находится в плазменном состоянии (звезды, туманности и т.д.).
Под действием электрических и магнитных полей, конвективных потоков, местных флуктуации давления, кулоновского взаимодействия между электронами и ионами частицы в столбе дуги перемещаются по сложным траекториям. Наиболее подвижны отрицательно заряженные частицы — электроны. Они могут приобретать высокие скорости перемещения и вступать во взаимодействие с ионами, молекулами и атомами, передавая им свою энергию. При каждом так называемом неупругом взаимодействии происходит возбуждение атома или молекулы, т.е. переход их в состояние с более высоким, энергетически неустойчивым уровнем. Самопроизвольно возвращаясь к нормальному состоянию, частицы излучают энергию в виде фотонов, что наряду с излучением фотонов в процессе объединения положительного иона с электроном (т.е. при образовании нейтральных атомов) и вызывает ослепительное свечение плазмы.
При сильном взаимодействии электрона с атомом последний получает такую большую энергию, которая достаточна для отрыва собственных электронов от ядра. Атом становится положительным ионом: однозарядным, если выбит один электрон, двухзарядным — если два, и т.д. Уровень энергии электрона, необходимой для ионизации какого-либо атома, выражают в электрон-вольтах (ЭВ) и называют потенциалом ионизации.
|
|
|
Различные элементы имеют различный потенциал ионизации. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше потенциал ионизации. Так, цезий, самый тяжелый элемент из всех щелочных металлов, имеет наименьший потенциал ионизации 3,9 ЭВ, а самый легкий из инертных газов — гелий обладает наивысшим потенциалом ионизации — 24,5 ЭВ. Регулируя состав атмосферы столба дуги, можно, по-видимому, регулировать устойчивость и энергетические возможности дугового разряда, чем на практике и пользуются сварщики.
Для диссоциации различных молекул необходима также различная энергия. Так, например, молекула фтора диссоциирует при затрате энергии в 1,6 ЭБ, а углекислого газа — 9,7 ЭБ. Для сварщиков не безразличны эти цифры. Ведь от того, какие атомы и молекулы будут преобладать в атмосфере дуги, будут зависеть легкость возбуждения дуги, ее стабильность и другие характеристики.
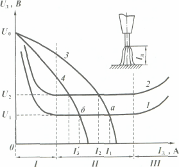
Рис. 2.3. Зависимость напряжения на дуге от силы тока при различных длинах дуги (1, 2) и напряжениях на зажимах источника питания (3, 4)
Столб дуги, достаточно однородный по строению и свойствам, примыкает своими концами к электродам — аноду и катоду, через которые питается током от источника питания 4 (см. рис. 2.2). Приэлектродные области (анодная и катодная), т.е. зоны перехода от твердых или жидких проводников — электродов к газовому проводнику — столбу дуги, являются наиболее сложными областями дугового разряда. Протекание тока в пограничных областях носит необычный характер. Здесь наблюдаются очень высокие плотности тока и совершенно необычные напряженности электрического поля — в десятки тысяч вольт на сантиметр по сравнению с 20 — 30 В/см в столбе дуги. Именно в этих областях горячая плазма граничит со сравнительно холодной поверхностью электродов, нагретых до 2 — 3 тыс. °С. Весьма неопределенна и среда в переходных областях — неизвестно сколько в ней газа и какого он состава, сколько паров материала электродов и т.п. Несмотря на многочисленные работы, посвященные изучению приэлектродных областей, многое остается еще невыясненным, что объясняется трудностями исследований: высокими температурами, малой протяженностью приэлектродных областей (тысячные доли сантиметра), сложностью характера протекающих явлений. Упрощенно можно представить себе основные процессы, происходящие в приэлектродных областях.
|
|
|
В катодной области наблюдается интенсивное эмиссирование (выбрасывание) потока электронов с поверхности катода за счет нагрева его до высокой температуры (термоэлектронная эмиссия) и за счет локального действия электрического поля высокой напряженности (автоэлектронная эмиссия). Кроме этого, поверхность катода бомбардируется положительными ионами и фотонами, способными также выбивать электроны из атомов катода. В результате интенсивной эмиссии электронов с катода и соответствующей ионизации дугового промежутка и устанавливается устойчивый разряд — электрическая дуга.
В анодной области идут более простые процессы: за счет притяжения положительно заряженного анода электроны разгоняются и непрерывно бомбардируют его поверхность. В результате энергия электронов передается аноду, что приводит к интенсивному разогреву его поверхности до температуры, близкой к температуре кипения материала анода.
Известно, что падение напряжения на участке металлического проводника подчиняется закону Ома и может быть представлено в виде прямой.
Падение напряжения в дуге на различных ее участках, отнесенное к единице длины, неодинаково.
На рис, 2.2 представлено распределение падения напряжения в дуге. В прикатодной области на длине около 10-5 см сосредоточена значительная часть напряжения дуги, называемая катодным падением напряжения ( ). В при-анодной области сосредоточено анодное падение напряжения (
). В при-анодной области сосредоточено анодное падение напряжения ( ).
).
Таким образом, напряжение дуги может быть представлено суммой трех составляющих:
 , (2.1)
, (2.1)
где ( , ,
, ,  , — соответственно общее напряжение на дуге и падение напряжений: катодное, в столбе дуги и анодное. Количество тепла, выделяемое дугой в единицу времени (
, — соответственно общее напряжение на дуге и падение напряжений: катодное, в столбе дуги и анодное. Количество тепла, выделяемое дугой в единицу времени ( ) может быть определено по зависимости
) может быть определено по зависимости
 , (2.2)
, (2.2)
где 0,24 — коэффициент перевода электротехнических единиц в тепловые;  — ток дуги.
— ток дуги.
При сварке не все тепло, выделенное дугой, вводится в изделие. Часть тепла теряется в виде излучения в окружающую среду.
Количество тепла, введенное в изделие, учитывается эффективным коэффициентом полезного действия сварочной дуги п.. Величина эффективного КПД дуги зависит от многих факторов и колеблется в пределах от 0,5 до 0,9.
Для практического применения чрезвычайно важна так называемая статическая вольт-амперная характеристика дуги (ВАХ), показывающая, как изменяется напряжение на дуге в зависимости от силы тока при заданной длине дуги.
На рис. 2.3 приведена такая зависимость для разных длин дуги (кривые 1 и 2). Удлинение дуги приводит к увеличению напряжения на ней ( ).
).
Вольт-амперная характеристика показывает, что дуга как вид газового разряда является нелинейным сопротивлением и не подчиняется закону Ома. Вольт-амперную характеристику можно разделить на три области. В первой области (до 100 А) с нарастанием тока резко падает напряжение на дуге (падающая характеристика). Во второй области (~ до 1000 А) наблюдается постоянство напряжения на дуге при значительном изменении тока. В третьей области (> 1000 А) вместе с нарастанием тока увеличивается и напряжение на дуге (возрастающая ВАХ). Причина такой сложной связи тока и напряжения дуги объясняется поведением заряженных частиц в столбе дуги, закономерности которого рассматриваются в теории дугового разряда.
Исходя из конкретных условий сварки назначаются определенные величины тока () и напряжения () на дуге. Для того, чтобы понять, как это делается, необходимо еще, кроме рассмотренной зависимости ВАХ, рассмотреть так называемую внешнюю характеристику (ВХ) источника питания Дуги.
В современной сварочной технике используют следующие источники питания (ИП) сварочной дуги: источники питания дуги переменным током — сварочные трансформаторы, источники питания дуги постоянным током — сварочные выпрямители и сварочные генераторы.
График зависимости между напряжением на зажимах ИП и током, отдаваемым ИП в цепь и называют внешней характеристикой источника питания. Различают крутопадающие (см. кривые 3 и 4 на рис. 2.3), пологопадающие, жесткие и возрастающие ВА.
Наиболее широко используются ИП с крутопадающими ВХ, чаще называемыми просто падающими ВХ. Если сварочная цепь будет разомкнута, то напряжение на зажимах ИП будет соответствовать так называемому напряжению холостого хода ( на рис. 2.3).
на рис. 2.3).
Точка пересечения внешней характеристики источника питания с вольт-амперной характеристикой дуги (например, точка А, см. рис. 2.3) обусловливает заданный уровень тока и напряжения дуги  ,
,  , (см. рис. 2.3) и отвечает устойчивому состоянию системы источник питания — сварочная дуга. Изменение или настройку режима дуги по току и напряжению можно осуществлять различными путями, например, изменяя крутизну ВХ источника питания (см. кривые 3 и 4 на рис. 2.3), изменяя напряжение холостого хода ИП или скорость подачи электрода по мере его плавления. В каждом конкретном случае режим дуги по току и напряжению назначается инженером-сварщиком исходя из соображений обеспечения высокого качества и производительности сварки.
, (см. рис. 2.3) и отвечает устойчивому состоянию системы источник питания — сварочная дуга. Изменение или настройку режима дуги по току и напряжению можно осуществлять различными путями, например, изменяя крутизну ВХ источника питания (см. кривые 3 и 4 на рис. 2.3), изменяя напряжение холостого хода ИП или скорость подачи электрода по мере его плавления. В каждом конкретном случае режим дуги по току и напряжению назначается инженером-сварщиком исходя из соображений обеспечения высокого качества и производительности сварки.
После краткого знакомства с особенностями дугового разряда и условиями его существования перейдем к рассмотрению наиболее распространенных видов дуговой сварки. Анализ объема использования различных способов дуговой сварки в различных отраслях показывает, что в настоящее время основным способом является ручная дуговая сварка покрытым электродом, что объясняется простотой и универсальностью этого способа сварки. Хотя доля ручной дуговой сварки непрерывно снижается [10], она еще длительное время будет использоваться как маневренный и доступный способ сварки, особенно при выполнении работ в труднодоступных местах и в условиях монтажа.
Как уже ранее упоминалось, открытие Н.Н. Бенардоса усовершенствовал Н.Г. Славянов, заменив угольный электрод металлическим, плавящимся. Однако использование непокрытого, голого (или покрытого тонким слоем мела для стабилизации дугового разряда) прутка-электрода не обеспечивало получения сварных швов высокого качества из-за насыщения металла кислородом и азотом из атмосферы воздуха.
В 1907 г. шведский инженер О. Кьельберг предложил первые качественные или толстопокрытые электроды, применение которых значительно повысило качество сварных швов (механические свойства, внешний вид). Поэтому ручная дуговая сварка покрытым электродом нашла быстрое применение за рубежом — на заводах США, Англии, Австро-Венгрии и других стран. В СССР первые электроды с толстым покрытием были разработаны почти одновременно (1930—1935) в ряде организаций. Большинство марок электродов (ЛИМ, ВЭТ-26, ОММ-1, ОММ-2, ОММ-5, АН-4 и др.) предназначались для сварки малоуглеродистых сталей. Несколько позднее были созданы в ЦНИИТМАШе электроды ЦМ-7, нашедшие большое применение при изготовлении сварных конструкций из тех же сталей. В 1940—1941 гг. группой Ленинградских инженеров под руководством К.В. Петраня была разработана серия покрытий типа УОНИ-13, которые по праву и сегодня можно отнести к лучшим электродам. С их появлением стало возможным сваривать не только малоуглеродистые и низколегированные, но и среднеуглеродистые, различные легированные конструкционные стали, сварка которых ранее была весьма затруднена.
В 60-е годы в СССР была разработана серия малотоксичных электродов (АНО, ОЗС, МР), при сварке которыми, в отличие от применявшихся, например ЦМ-7, ОММ-5 и др., выделяется весьма мало вредных для здоровья веществ — силикатной пыли, окислов марганца; эти электроды предпочтительны и по другим показателям.
В создании низкотоксичных электродов, их внедрении в промышленность принимали участие многие организации и в первую очередь такие как Институт электросварки им. Е.О. Патона АН УССР, Московский опытно-сварочный завод, Институт металлургии им. А.А. Байкова АН СССР, Промстальконструкция и другие, а коллективу специалистов во главе с академиком АН УССР И.К. Походней, осуществлявших эту работу, была присуждена Государственная премия СССР в 1971 г,
В настоящее время в странах СНГ выпускается более 500 типов электродов с самыми различными качественными покрытиями, которыми успешно свариваются стали, чугуны, цветные металлы, их сплавы и другие различные материалы. Толщина покрытия современных качественных электродов составляет 1—3 мм (рис. 2.4). Оно представляет собой тонкоизмельченную смесь, состоящую из различных минералов, рудных продуктов, горных пород, ферросплавов, органических и других веществ, скрепленных между собой и с поверхностью металлического прутка водным раствором жидкого стекла. Такое сложное по составу покрытие выполняет ряд функций помимо защитной от вредного воздействия воздуха (кислорода и азота) на жидкий металл, облегчения зажигания дуги и устойчивости ее горения. Составляющие покрытия осуществляют очень важную металлургическую обработку расплавленного металла — его раскисление, т.е. освобождение в той или иной мере от кислорода, внесение в металл специальных добавок, улучшающих его свойства (легирование), очищение металла от вредных примесей — серы и фосфора (рафинирование), измельчение размеров кристаллов в процессе затвердевания металла. В зависимости от того, для сварки каких металлов предназначаются электроды, прутки, на которые наносится покрытие, могут быть из различных металлов или сплавов. В электродах общего назначения, широко применяемых для сварки разнообразных стальных конструкций, прутки изготавливаются из стальной малоуглеродистой, почти бескремнистой, холоднотянутой проволоки, для которой характерна повышенная чистота металла, ограничение содержания вредных примесей — серы и фосфора.
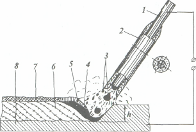
Рис. 2.4. Схема ручной дуговой сварки плавящимся металлическим электродом с покрытием
На рис. 2.4 приведена схема ручной сварки покрытым электродом с изображением продольного сечения зоны сварки.
При ручной дуговой сварке электрод зажимается в специальный держатель, находящийся в руке сварщика, который с помощью кабеля соединяется к источнику питания дуги.
Дуга может питаться как постоянным, так и переменным током, одно- или многофазным, низкой или высокой частоты. При постоянном токе имеет значение полярность электрода. Чаще к электроду присоединяют отрицательный полюс источника тока, а к изделию — положительный; тогда получают прямую или нормальную полярность, Очевидно, что при питании дуги переменным током полярность электрода будет постоянно меняться с периодом, равным частоте переменного тока.
После возбуждения дуги сварщик начинает ее перемещать в заданном направлении. По мере плавления электрода он подает его в зону сварки для поддержания длины дуги постоянной величины. При расплавлении электрода одновременно плавится и свариваемый металл, в результате формируется сварной шов.
Иногда вместо плавящегося электрода сварщик использует неплавящийся (угольный), поэтому для формирования сварного шва в зону дуги вводится специальный дополнительный присадочный пруток, который, расплавляясь, образует сварной шов. При выполнении сварочных работ сварщик пользуется специальным щитком, защищающим лицо и глаза от сильного светового потока и брызг металла. В щитке имеется окно с темным защитным стеклом, позволяющим наблюдать за зоной сварки и влиять на поведение жидкого металла в сварочной ванне. Теплом дуги расплавляется не только металлический пруток 1 (см. рис. 2.4), но и покрытие 2, и в виде капель 3 переносится в сварочную ванну 4, где перемешивается с расплавленным металлом свариваемого изделия. Покрытие плавится медленнее прутка, поэтому на торце электрода образуется своеобразная втулочка, направляющая поток выделяемых газов и паров в дуге в сторону сварочной ванны, что облегчает отрыв капель от торца электрода. Металл ванны покрывается защитным слоем шлака 5, образующим затем на затвердевшем металле шва 6 шлаковую корку 7, сбиваемую с его поверхности по окончании сварки.
Глубина h (см. рис. 2.4), на которую расплавляется свариваемый металл (глубина проплавления) зависит от режима сварки (силы сварочного тока, скорости перемещения дуги вдоль свариваемых кромок и других параметров) и пространственного положения зоны сварки.
Сварка покрытым электродом может осуществляться во всех пространственных положениях свариваемого участка изделия: в наиболее удобном для сварщика положении -нижнем, на вертикально расположенном участке и, наконец, в потолочном положении, когда поворот изделия для удобства сварки невозможен.
В процессе сварки рука сварщика обычно совершает ряд сложных движений: кроме подачи электрода к изделию и перемещения вдоль свариваемых кромок, сварщик одновременно делает поперечные колебания той или иной формы. От того, насколько он при этом владеет умением поддерживать непрерывность горения дуги и обеспечивать постоянство ведения процесса, зависит стабильность формы и качество сварного шва.
Важной характеристикой качественных электродов являются коэффициент наплавки ан, который показывает, сколько электродного металла под действием сварочного тока в 1 ампер наплавляется в единицу времени. Зная коэффициент наплавки электрода и величину используемого тока, можно легко определить производительность сварки этим электродом:
 , (2.3)
, (2.3)
где  — производительность наплавки, г/ч;
— производительность наплавки, г/ч;  — коэффициент наплавки, г/Ач;
— коэффициент наплавки, г/Ач;  — величина тока, А.
— величина тока, А.
Коэффициент наплавки у обычных электродов с покрытием лежит в пределах 8 — 10 г/Ач.
Сварочные же токи для электродов, имеющих диаметр 3 — 6 мм и используемых при выполнении основного объема работ, составляют 120 — 350 А, при напряжении дуги 16 — 30 В. Коэффициент наплавки можно увеличить, если в состав покрытия ввести железный порошок (от 5 до 50 % массы прутка}; тогда коэффициент наплавки возрастает до 12 — 20 г/Ач, а производительность сварки возрастает в 1,5 — 2 раза. Первой стала изготавливать подобные электроды голландская фирма ФИЛИПС (1946-1947 гг.). Такие же электроды, содержащие в покрытии 30 — 50 % железного порошка, выпускается в США, Франции, Бельгии и других странах.
В СССР электроды с железным порошком в покрытии получили широкое распространение в 60-е годы XX в. (электроды ОЗС-3, АНО-1, ОЗС-5, ВН-48 и др.).
Процесс изготовления покрытых электродов включает следующие основные операции:
правку и рубку очищенной проволоки на прутки необходимой длины;
грубое и тонкое дробление (размол) входящих в состав покрытия веществ (компонентов), с их последующим просеиванием на специальных ситах;
изготовление обмазочной пасты;
нанесение обмазки на электродные прутки путем опрессовки;
сушку покрытых электродов с целью удаления из покрытия влаги и придания ему необходимой механической прочности,
В настоящее время имеются крупные специализированные производства по изготовлению электродов мощностью до 60 тыс. т электродов в год. Во многих из них действуют поточные линии, с широкой механизацией и автоматизацией ряда производственных операций. В таких линиях успешно работают высокопроизводительные электродоизготавливающие агрегаты, сушильно-прокалочные конвейерные печи плавильно-отрезные автоматы и другое современное и производительное оборудование.
Каковы достоинства и недостатки ручной дуговой сварки покрытыми электродами?
Несомненным и главным достоинством ее является универсальность и большая маневренность; ручная сварка покрытым электродом может осуществляться не только в любом пространственном положении, но и в любом, недоступном для других способов сварки, месте изделия, при любой толщине свариваемого металла, обеспечивая выполнение швов самой различной протяженности. Вместе с тем большое разнообразие типов и марок покрытых электродов позволяет успешно сваривать и наплавлять самые различные стали и специальные сплавы, чугуны, цветные металлы и сплавы на их основе, получать сварные соединения из них высокого качества. К достоинствам ручной дуговой сварки следует отнести простоту процесса, применение несложного в устройстве и работе оборудования для питания дуги, позволяющего использовать этот способ не только в стенах крупного предприятия, но и на строительных, а также монтажных площадках, в небольших мастерских как городского, так и сельского типа. Вместе с тем ручной дуговой сварке присущи значительные недостатки, важнейшими из которых являются: использование ручного труда рабочих высокой квалификации, низкая производительность процесса вследствие использования небольших величин сварочного тока (чтобы не перегревался пруток электрода) и перерыв процесса из-за необходимости замены электродов по мере того, как они расплавляются.
В практике сварочного производства известны многочисленные попытки приуменьшить названные недостатки ручной дуговой сварки. В результате были разработаны такие способы сварки, как сварка электродами повышенного диаметра (до 10 мм), сварка пучком электродов, сварка с глубоким проваром (или сварка опиранием электрода), сварка лежачим и наклонным электродами и т.д.
Следует, однако, отметить, что все эти и другие приемы не могут ликвидировать главного недостатка ручной дуговой сварки, а именно, применение ручного, не механизированного труда.
Несмотря на известные недостатки ручной дуговой сварки необходимо, тем не менее, каждому будущему инженеру-сварщику овладеть техникой ручной сварки покрытым электродом. Это позволит глубже понять и усвоить многие теоретические курсы, такие, например, как теория сварочных процессов, сварные конструкции, технология дуговой сварки и др. Ни один из других способов дуговой сварки, кроме ручной, не позволяет реально и зримо ощутить и почувствовать, как возбуждается дуга, как происходит плавление металла электрода и изделия, как ведет себя сварочная ванна в различных пространственных положениях, как поддерживается устойчивое горение дуги и т.д.
Вот почему овладение студентами навыками выполнения ручной дуговой сварки является не только желательным, но и необходимым элементом подготовки высококвалифицированного специалиста. Овладение техникой ручной дуговой сварки может осуществляться как в рамках самостоятельной работы студента в лабораториях кафедры, так и в процессе прохождения практик.
Длительное время ручная дуговая сварка была единственным способом соединения (и разъединения) металлов, хотя многие передовые инженеры стремились ликвидировать ручной труд при сварке путем разработки различных устройств и приспособлений с целью механизации процесса.
Начало широкой механизации и автоматизации сварочных процессов было связано с созданием в 1939—1940 гг. под руководством академика Е.О. Патона способа «скоростной автоматической сварки голым электродом под слоем флюса». Этот способ и сегодня остается самым экономичным и высокопроизводительным процессом, обеспечивающим получение сварных швов высокого качества.
В чем же заключается коренное отличие дуговой сварки под флюсом от ручной?
При сварке под флюсом (рис. 2.5) вместо штучных электродов применяется электродная проволока 1 большой длины, свернутая в виде кассеты. Ее подача в зону дуги по мере плавления, а также перемещение самой дуги вдоль свариваемых кромок механизированы и осуществляются сварочным автоматом, имеющим устройство 2 для внесения в зону сварки флюса и отсоса нерасплавившейся его части со шва для возврата в бункер.
Возбуждению дуги предшествует засыпка флюса вдоль свариваемых кромок в виде валика толщиной 50 — 60 мм. Возникшая при включении автомата дуга 3 между торцом электродной проволоки / и свариваемым изделием 4 оказывается закрытой флюсом: она горит в закрытой полости, образованной расплавленным флюсом, т.е. шлаком 5, в своеобразном газовом пузыре 6. Закрытая полость и возникающее статическое давление слоя флюса на жидкий металл сварочной ванны 7 предотвращают разбрызгивание жидкого металла и нарушения в формировании шва.
|
|
|
|
|
Дата добавления: 2015-05-06; Просмотров: 648; Нарушение авторских прав?; Мы поможем в написании вашей работы!