КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Электрошлаковая сварка
Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе с Г.З. Волошкевичем при творческом содружестве с заводами НКМЗ (Новокраматорский машиностроительный завод), Таганрогским «Красный котельщик».
Важнейшим следствием всех этих работ стало решение проблемы качественной и высокопроизводительной однопроходной сварки металла практически неограниченной толщины. Эффективность процесса оказалась огромной. По новой технологии стали сваривают крупногабаритные детали в судостроении (корпуса, несущие конструкции), в химическом и тяжелом машиностроении (сосуды, станины мощных прессов, валы крупных гидротурбин, прокатное оборудование, реакторные колонны и др.), в котлостроении и мостостроении. Этот процесс нашел применение в наплавочных работах, в ремонтном деле, при сварке арматуры, рельсов. Оказалось, что весьма эффективно различные литые и кованые крупногабаритные детали изготовлять путем соединения отдельных частей с помощью электрошлаковой сварки. Известно, что при расплавлении флюса образуется шлак, который является проводником электрического тока. При пропускании электрического тока через шлак в нем будет выделяться, в соответствии с законом Джоуля— Ленца, теплота. Этот принцип и лежит в основе электрошлаковой сварки (рис. 2.10). Сварка обычно выполняется при вертикальном расположении деталей, собираемых с зазором величиной b.
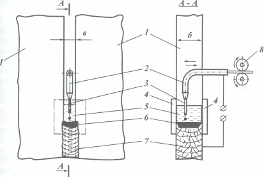
Рис. 2.10. Схема электрошлаковой сварки:
1 — свариваемые пластины; 2 ~ токоподводящий мундштук; 3 —.электрод; 4 - формирующие ползуны; 5 - шлаковая ванна; 6 - металлическая ванна; 7 — шов; 8 — подающие ролики.
В пространство, образованное свариваемыми кромками деталей / и формирующими ползунами 4, засыпается вначале небольшая порция флюса, затем возбуждается дуга между плавящимся электродом 3 и изделием, что приводит к расплавлению флюса и образованию шлаковой ванны 5 требуемого объема и глубины, дуга при этом гаснет, но сварочный ток вследствие проводимости шлака будет продолжать проходить между электродом 3, погруженным в шлак, и изделием 1, вызывая сильный разогрев шлаковой ванны. За счет тепла шлаковой ванны происходит оплавление свариваемых кромок деталей и расплавление электрода. Расплавленный металл электрода в виде капель и металл расславившихся кромок изделия стекают на дно ванны, образуя ванну расплавленного металла б (металлическую ванну).
По мере расплавления непрерывно подаваемого с помощью роликов 8 через токоподводящий мундштук 2 электрода объем металлической ванны будет возрастать. Одновременно, вследствие интенсивного теплоотвода в свариваемые детали и водоохлаждаемые (медные) ползуны, начнется кристаллизация жидкого металла в нижней части металлической ванны, приводя, таким образом, к формированию монолитного сварного шва 7 одновременно по всей толщине деталей.
Непрерывное плавление электрода и кромок изделия, с одной стороны, и кристаллизация металла ванны, с другой стороны, приводят к непрерывному перемещению металлической и шлаковой ванны вверх, вдоль свариваемых кромок. На протяжении всего цикла сварки шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. С целью равномерного развара кромок по толщине б и выравнивания температуры ванны по ее объему применяют колебание электрода путем придания ему возвратно-поступательного движения в плоскости зазора (на рис. 2.10 направление колебания показано стрелками). В зависимости от вида электрода и характера его подачи в шлаковую ванну, существует несколько разновидностей электрошлаковой сварки (ЭШС): сварка одной электродной проволокой (без колебаний или с колебаниями), сварка несколькими электродными проволоками (рис. 2,11, а), сварка электродами большого сечения — в виде пластин (рис. 2.11, б) и др.
При сварке пластинчатыми электродами они подаются в шлаковую ванну по мере оплавления и заполнения жидким металлом зазора. За счет увеличения числа пластин можно сваривать детали любой толщины. Из практики известно, что с помощью ЭШС сваривались заготовки толщиной более 2600 мм, имевшие в месте сварки сплошное сечение до 10 м2, массой около 300 т. Наряду с указанными разновидностями ЭШС существуют и другие, такие как ЭШС плавящимся мундштуком, ЭШС с применением порошкообразного или кускового материала, ЭШС с дозированной подачей мощности и т.д.
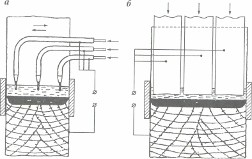
Рис. 2.11, Разновидности электрошлаковой сварки:
а — сварка тремя электродными проволоками; 6 — электродами большого сечения.
Электрошлаковый процесс успешно применяют не только для сварки, но и для наплавки деталей различной конфигурации: плоской, круглой, конической и т.д. (рис. 2.12).
К несомненным достоинствам электрошлаковой сварки можно отнести следующие:
возможность сварки за один проход изделий практически неограниченной толщины;
высокую производительность сварки толстостенных деталей (толщиной 60 мм и более), превышающую производительность многослойной сварки под флюсом тех же деталей в 5 — 6 раз, а ручной — в 20 — 25 раз;
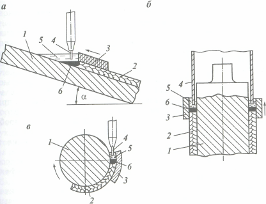
Рис. 2.12. Схемы использования электрошлакового процесса для наплавки:
а — наплавка плоскостных изделий (листов); б - наплавка цилиндрических поверхностей при горизонтальном расположении цилиндра; в — наплавка цилиндрических поверхностей трубчатым электродом, 1 — изделие; 2 — наплавляемый слой; 3 — охлаждаемый медный ползун; 4 — электрод плавящийся; 5 - шлаковая ванна; 6 - металлическая ванна.
незначительный расход флюса, в 15 — 20 раз меньший, чем при автоматической сварке;
меньшая (в 1,5 — 2 раза) энергоемкость процесса по сравнению с автоматической сваркой под флюсом;
невысокая, в сравнении с многопроходной автоматической сваркой под флюсом, стоимость сварного соединения, обусловленная малым расходом флюса, электроэнергии, упрощением подготовки кромок под сварку;
возможность изготовления уникальных по размерам и массе деталей и получения таким путем сварнолитых, сварнокованых изделий (например, сварнолитые станины тяжелых прессов и прокатных станов, толстостенные сварнокованые цилиндры и др.);
возможность получения сварных соединений высокого качества, лишенных пор, шлаковых включений, трещин, подрезов.
Однако электрошлаковая сварка не лишена и недостатков, к их числу относятся следующие:
применение малой скорости сварки (менее 1 м/ч) при значительном тепловложении приводит к длительному тепловому воздействию на металл и медленному его охлаждению, следствием чего является перегрев металла околошовной зоны с формированием в ней весьма крупного зерна, обладающего сниженными пластическими свойствами и хрупкостью. Крупнозернистая, литая структура образуется и в металле шва. В связи с этим возникает необходимость (особенно при изготовлении ответственных конструкций) после электрошлаковой сварки подвергать изделие специальной термообработке с целью уменьшения размера зерен;
необходимость устанавливать свариваемое соединение в вертикальном положении или близком к этому;
недопустимость остановки сварочного аппарата в процессе выполнения шва, так как тогда неизбежно появление дефектов в месте остановки после сварки этого участка;
необходимость изготовления специальных технологических деталей (планок, формирующих устройств, «стартовых карманов» для наведения шлаковой ванны и др.), требуемых при сборке изделия под сварку.
Электрошлаковая сварка легла в основу разработки ряда новых технологий, выходящих за рамки сварочного производства, которые впоследствии получили общее название — электрошлаковая технология, включающая сегодня около 20 технологических процессов (см. далее гл. 4).
|
|
Дата добавления: 2015-05-06; Просмотров: 459; Нарушение авторских прав?; Мы поможем в написании вашей работы!