КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технология изготовления коммутационных плат на металлическом основании. Технология изготовления коммутационных плат на основе анодированного алюминия
Распределение примеси в результате ионной имплантации, сравнение избирательного легирования термической диффузией и ионной имплантацией. Комбинированный и ступенчатый процессы ионной имплантации. Рекомендации по их применению.
Катодное распыление: Упрощенная структура разряда, распределение потенциала вдоль разряда, типы частиц, участвующих в процессе. Особенности потока атомов вещества на подложку (в отличие от термического вакуумного напыления).
Ю
Детальный
Процессуальной
256. Этапом осмотра места происшествия не является …
 подготовительный
подготовительный
заключительный
рабочий
452. Этапами методики расследования отдельных видов преступлений являются …
первоначальный и последующий
первоначальный и заключительный
начальный и основной
начальный и заключительный
334. Эффективный способ действия лица, осуществляющего расследование, называется тактическим
приемом
выходом
решением
подходом
80. Юридическими основаниями для криминалистической регистрации отдельных лиц являются …
содержание под стражей, привлечение в качестве обвиняемого, оправдательный приговор суда, объявление в федеральный розыск, протокол задержания подозреваемого, протоколы иных следственных действий
содержание под стражей, привлечение в качестве адвоката, приговор суда, объявление в федеральный розыск, протокол задержания подозреваемого, протоколы иных следственных действий
содержание под стражей, привлечение в качестве обвиняемого, проверка документов, объявление в федеральный розыск, протокол задержания подозреваемого, протоколы иных следственных действий
содержание под стражей, привлечение в качестве обвиняемого, приговор суда, объявление в федеральный розыск, протокол задержания подозреваемого, протоколы иных следственных действий
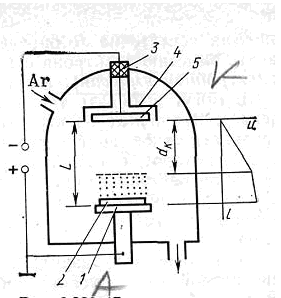
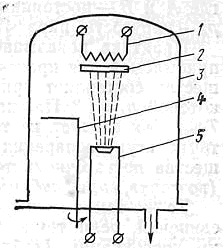
Сущность процесса катодного распыления; схема рабочей камеры. Виды частиц в камере катодного распыления и их функции в процессе осаждения пленки.
1 – анод
2 – подложка
3 – изолятор
4 – экран
5 – катод
При достижении заданного давления (1-10 Па) и подаче напряжения возникает тлеющий разряд, состоящий из тлеющей части и темного катодного пространств. Ионы бомбардируют катод, выбивая из поверхности электроны и атомы распыляемого вещества. Электрон, выбитый из катода, ионизирует следующий атом Ar на границе темного катодного пространства.
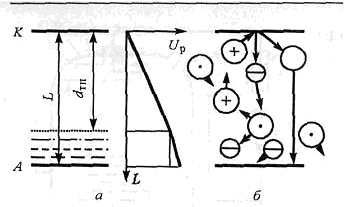
 - молекула Ar
- молекула Ar
 - ион Ar
- ион Ar
 - молекула распыляемого вещества
- молекула распыляемого вещества
 - электрон
- электрон
Поток атомного вещества имеет особенности: 1) энергия и направление у ударяющегося атома носят случайный характер 2) плотность потока атомов на порядок меньше, чем при термическом напылении 3) энергия атомов на 2 порядка выше 4) больше отношение содержащихся в потоке молекул остаточного газа
Под влиянием этого заряда образовывается дополнительный поток положительно заряженных ионов.
Ионы рабочего и остаточного газов, ионы, распыленные материалом катода приводят к быстрому росту пленки.
достоинства:
материал, распыляемый с поверхности, материал катода может быть
точность толщины пленки больше при введении планетарного движения
точный и постоянный состав осажденной пленки
пленки обладают повышенной адгезией
недостатки:
1) пленки содержат большое количество загрязняющих атомов остаточного газа
2) возможно получение пленок только из проводящего или полупроводящего материала
3) малая скорость роста пленки
4. Катодное распыление – Физические основы процесса и простейшая схема установки. Преимущества и недостатки метода по сравнению с термическим вакуумным напылением.
Давление под колпаком 10-4Па. Для напыления используется самостоятельно тлеющий разряд. Под колпак напуск. аргон(после откачки воздуха), аргон иониз. и его полож. Ионы движуться к мишени, кот. Изготовлена из металла, кот. Мы собираемся распылять. Ионы выбивают атомы металла и движ. к аноду. У пов-ти анода образуется облако из атомов металла. Этим методом можно испарять только токопроводящие материалы. Энергия ионизации аргона 16 эВ. Давление Ar от 1 до 10 Па.
Зажигание разряда происходит в результате подачи большого напряжения. I-область разжигания разряда, к концу I-разряд горит устойчиво. II-область нормально тлеющего разряда. III-аномально-тлеющего разряда. IV-область дугового разряда. Обычно используется III область и в ней располаг. пластины. Достоинства:
1)возможно напыление пленок из тугоплавких материалов(вольфрам, молибден);
2)отсутствие явления фракционирования и диссоциации различ. хим. соединениях-мы можем напылять сплав
;3)возможность длительного использ. источника материала;
4)не нужен механизм для закрытия потока испаряемого вещества(безинерционность процесса);
5)можно изготавливать очень тонкие пленки за счет регулир. давления инертного газа под колпаком.
5. Технология изготовления коммутационных плат на основе многослойной керамики.
Коммутационные платы и микросхемы: толстопленочные и тонкопленочные.
Толстые пленки изготавливаются из спец. паст: проводящая – для провод слоя, резистивная – для резист. слоя, диэлектрическая – для диэл.слоя;– все пасты продавливаются через трафарет (не нужно дорогостоящего оборудования)
Цикл:
- нанесение пасты
- сушка (из пасты нужно удалить растворитель)
- вжигание в керамическую подложку
Проводниковая паста: из серебра, золота, платины. Работа пасты: внутри порошок металла, при сушке частицы прижимаются друг к другу и слипаются…
Проводящие слои наносятся на необожженную – “ сырую” керамику.
Многослойная плата.
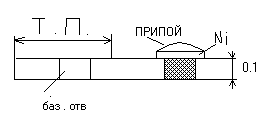
В керамике просверл. отв. Наносится паста и продавливается… получается многослойная коммутационная плата. Толщина керамики 0.1 мм.
Емкости, резисторы устанавливаются на поверхность, приклеиваются. Потом в инфракрасной печке производится пайка. Наружный слой К.П. покрывается припоем по подслою никеля. Пакет отприсовывается, дальше поступает на термобработку при Т=1400-1750°С. Темп плавления частиц п/п пасты >Т обжига. В пасту добавляется вольфрам, молибден, кот не дает расплавиться.
1)Ступенчатый процесс- когда непрерывное глубокое распределение примеси от поверхности до р-п – перехода обеспечивается несколькими ступенями лигирования при различных энергиях, причем первый глубокий профиль обеспечивает заданную глубину р-п – перехода, а последующий – необходимую поверхностную концентрацию.
2)Комбинированный метод- имплантационная загонка примеси при низкой энергии обеспечивает необходимую дозу легирования Q и присутствия примеси на поверхности. А диффузная разгонка заданную глубину залегания p-n перехода(Xn). Имплантация – введение примеси в виде ионов.
Достоинства: - позволяет получать любые профили распр. примесей, -снижает темпер. проведения процесса, -примеси можно вводить вплоть до предельной растворимости, -примеси оч. хорошо очищаются с помощью масс-сепаратора, - не приводит к изменению параметров ранее сформированных слоев, -т.к. ионный пучок параллелен пластине, - размеры легированной области точно соответствуют размерам окна в оксидной маске, - процесс можно совместить в ед. технол. процесс, - кол-во введенной примеси точно дозируется, т.е контролируется в процессе облучения. Недостатки:- наличие темпер. отжига, - высокая стоим. оборудования, - исп. высокое напряжение, - необх. обеспечить радиац. защиту персонала, -(!!!в лекциях нету) при постоянной энергии ионов невозможно пролучить глубоко залегающие р-п переход с одновременным присутствием примеси на поверхности. Оборудование: магнитрон, вакуумный колпак, магнитный сепаратор
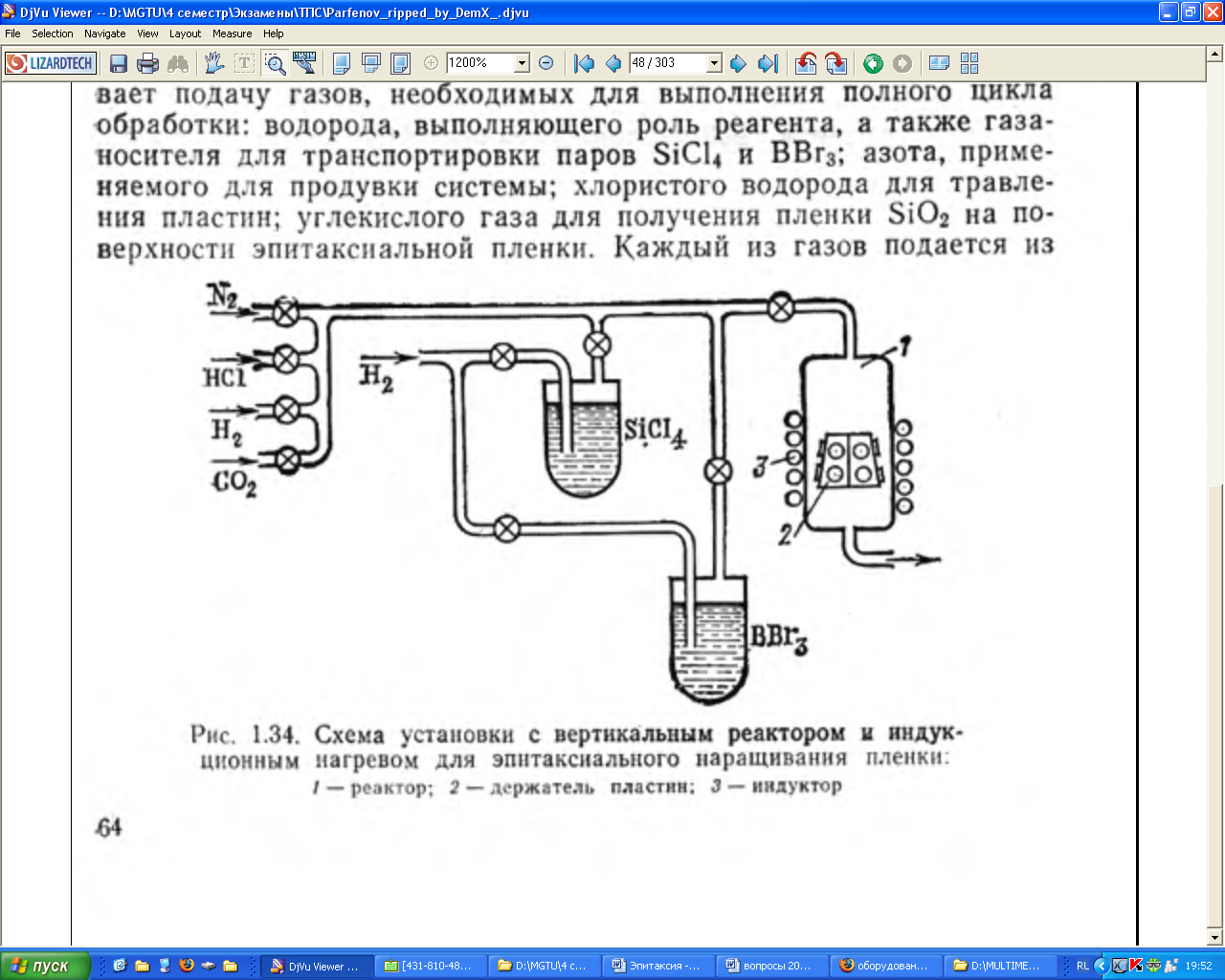
7. Эпитаксия. Гетероэпитаксия, автоэпитаксия. Схема реактора и протекание процесса. Дефекты эпитаксиальных слоев.
Эпитаксия- это процесс осаждения атомарного кремния на монокристаллическую кремниевую пластину, при котором получают пленку, являющуюся продолжением структуры пластины. Практическое значение имеет случай, когда легированная эпитаксиальная пленка выращивается на легированной пластине, т.е. когда одновременно с атомами кремния в росте кристалла учувствуют и атомы легирующего элемента. При различных типах примеси в пластине и в выращиваемой пленке на границе их раздела образуется p-n-переход. Таким образом, в эпитаксиально-планарных структурах тонкий эпитаксиальный слой содержит элементы ИМС, а подложка толщиной около 500 мкм играет конструкционную роль. В отличии от диффузионного и ионного, эпитаксия дает возможность получать слои в широком диапазоне удельных сопротивлений, не зависящих от сопротивления пластины.
Виды, в зависимости от агрегатного состояния источника атомов полупроводника и примеси для растущей пленки различают эпитаксию из:
1)газовой
2)жидкой
3)твердой фаз
При гетероэпитаксии осуществляют ориентированный рост вещества, отличающегося по химическому составу от вещества пластины. Если пластина – изолирующий материал, то конечной целью гетероэпитаксии является обеспечение взаимной изоляции элементов структуры, формируемой в эпитаксиальном слое. Гетероэпитаксия на изолирующих пластинах получила широкое применение в производстве МДП-структур и особенно КМДП-структур. Основными условиями совместимости материалов пластины и эпитаксиального слоя, является близость параметров кристаллической решетки, согласование по коэффициенту термического расширения и отсутствие химического взаимодействия.
Гомоэпитаксия (автоэпитаксия)
Эпитаксия вещества на монокристаллической подложке из такого же в-ва. Подложка и эпитаксиальный слой при гомоэпитаксии (в отличие от гетероэпитаксии) могут отличаться друг от друга только примесным составом.
9. Термическое вакуумное напыление: Упрощенная схема внутрикамерного устройства. Основные преимущества и недостатки метода. Факторы определяющие структуру и свойства получаемый тонких пленок.
1 – нагреватель подложки
2 – подложка с нагревателем
3 – вакуумная камера
4 – заслонка
5 – испаритель
В вакууме испаряемое вещество нагревается до температуры, при которой кинетическая энергия становится достаточной для отрыва атомов от поверхности. Они распространяются по вакуумному пространству. В вакууме скорость отрыва атомов от поверхности меньше, и испарение проходит быстрее. Также в вакууме другие параметры пленок.
При определенном давлении атомный поток движется прямолинейно и осаждается на подложке
В вакуумной камере находится испаритель. Испаряемое вещество поступает в испаритель и молекулы оседают на подложке. На начальном этапе, до достижения рабочих температур, процесс испарения прекращается во избежание загрязнения подложки. Нагрев подложки до начала нанесения пленки необходим для удаления с подложки возможных загрязнений.
При достижении необходимой температуры заслонка отодвигается. Затем заслонка закрывается, прекращая поток испаряемого вещества. В камере устанавливаются нормальные температура и давление.
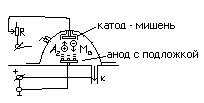
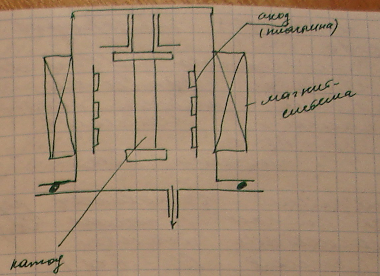
10. Упрощенная схема установки и осуществление процесса магнетронного напыления. Предложите схему установки для получения проводящих пленок сложного состава: подслой – ванадий V, токоведущий слой – медь Cu, защитный слой – золото Au.
Это усовершенствованный метод катодного напыления. Создан для повышения скорости осаждения пленок.
Процесс нанесения пленок аналогичен катодному, но процесс должен происходить при наложении скрещенных электр. И магнитных полей. Этим достигается локализация плазмы у поверхности катода. Наиболее распрастронение получила коаксиальная система. В результате этого электроны испытывают многократн. Столкновения до того как полностью утратят совою энергию –> увеличение процесса -> увеличение интенсивности бомбардировки мишени - - увеличение сукорости роста пленки
Рабочие параметры-
1)напряжение на электродах
2)I разряда
3)Индуктивность магнитного поля
4)Рабочее давление
Такие магнетронные системы широко распространены в вакуумных системах
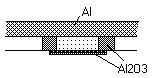
Процесс анодирования – процесс электролитического окисления в электролит ванне. Если электролит. окисление проводить ускоренно, при высоких плотностях тока, то окисная пленка растет быстро, но структура получается пористой – имеет низкое пробивное напряжение: Uпробивное=E*d d – толщина окисной пленки.
Использов плат: повышенная влажность, повышенная вибрация.
Есть другой способ: На диэл. стекло, ситал, наносится напылением пленка алюминия, затем методом фотолитографии наносится диэлектрик, на диэлектрик наносят металлич. проводник.
12. Классификация паст для изготовления коммутационных плат по толстопленочной технологии (в зависимости от назначения паст). Основные компоненты паст, подлежащих вжиганию, для толстопленочной технологии.
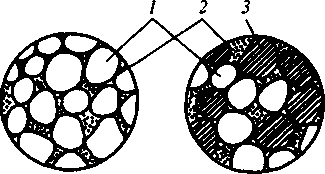 В готовом (вожженном) состоянии толстопленочный элемент состоит
В готовом (вожженном) состоянии толстопленочный элемент состоит
из мелких функциональных частиц, находящихся в массовом контакте друг с другом (рис. 7.27) и «склеенных» стеклом с невысокой (400...500 °С) тем пературой плавления. Для проводящих элементов используют порошки серебра, палладия и других металлов с высокой электропроводностью. Для резистивных — смесь порошков проводящих частиц и частиц окислов металлов в различных пропорциях, что позволяя арьировать удельное поверхностное сопротивление в широких пределах. Диэлук ктрические слои конденсаторов содержат порошки сегнетоэлектриков, которые, обладая большим значением относительной диэлектрической проницаемости е, обеспечивают большие значения удельной электрической емкости Q, Ф/см2. Изолирующие слои, наоборот, создаются на основе порошков стекол с малыми е и Со. Функциональные частицы в процессе вжигания должны сохранять твердое состояние и массовый контакт, т. е. иметь температуру плавления более 900 °С.
Для приготовления паст в смесь порошков функциональных частиц и низкотемпературного стекла добавляют технологическую связку, обычно органические масла. В процессе вжигания нанесенных элементов она должна разлагаться и полностью удаляться из слоя.
Особую группу паст представляют лудящие пасты. Они состоят из частиц припоя, смоченных раствором флюса (например, канифоль в спирте). После нанесения пасты через сетчатый трафарет на толстопленочные монтажные площадки и сушки покрытие подвергается оплавлению (~230 °С).
Марки и свойства различных сплавов и паст приведены в табл. 7.8—7.11.
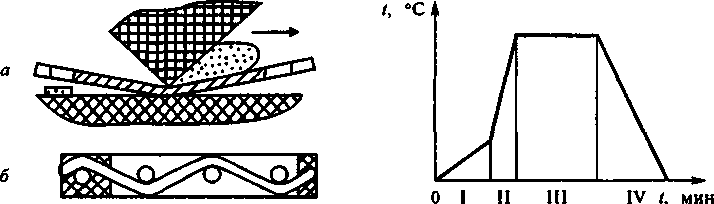
Рис. 7.28. Схема переноса пасты с тра- Рис 7.29. Температурный цикл вжигания фарета на подложку (а) и структура сет- пасты чатого трафарета (б)
Трафаретная печать. Трафарет — проволочная сетка из нержавеющей стали или капроновой нити с нанесенным на нее фотоспособом защитным рисунком. Сетка вмонтирована в металлическую рамку. Керамическая подложка устанавливается под трафаретом с зазором, обеспечивающим деформацию сетки в пределах ее упругости (рис. 7.28). Для этого размеры сетки должны быть существенно больше размеров рисунка. После нанесения дозированного количества пасты движением ракеля она продавливается через открытые участки трафарета и переносится на подложку. Таким образом, контакт трафарета с подложкой происходит по линии, движущейся вместе с ракелем.
В процессе сушки полученного отпечатка удаляются летучие компоненты технологической связки.
Вжигание. На рис. 7.29 (AGU) приведен типичный температурный цикл вжигания пасты. На первой стадии скорость повышения температуры относительно невысока, происходит разложение органической связки и ее удаление интенсивной вытяжной вентиляцией. На второй стадии скорость роста температуры повышают, происходит плавление низкотемпературного стекла и образование суспензии твердых функциональных частиц в расплавленном стекле. Собственно вжигание происходит на третьей стадии при постоянной температуре. При этом имеет место как химическое (взаимодействие окислов стекла и керамики), так и физическое (заполнение стеклом открытых поверхностных пор керамики) сцепление покрытия с подложкой. После выдержки (примерно 10 мин) изделия медленно охлаждают (четвертая стадия) во избежание внутренних напряжений. Общая продолжительность цикла порядка одного часа.
В зависимости от типа производства вжигание осуществляют в камерных печах периодического действия (мелкосерийное производство), либо в туннельных печах непрерывного действия (крупносерийное и массовое производство).
|
|
Дата добавления: 2015-04-24; Просмотров: 1295; Нарушение авторских прав?; Мы поможем в написании вашей работы!