КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Доводочные станки
Для снижения шероховатости поверхностей деталей в технологических процессах применяют хонингование, притирку и суперфиниширование.
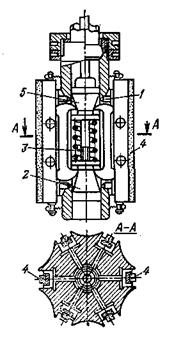
Хонингование в основном применяется при обработке цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали. Абразивные бруски 4 (рис. 80) устанавливаются в пазах боковой поверхности головки и получают автоматическое радиальное перемещение при помощи конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень после каждого двойного хода инструмента поворачивается и сближает конусы, которые через пальцы 1 раздвигают абразивные бруски. Благодаря применению брусков тонкой зернистости и сложном характеру их движения относительно обрабатываемой поверхности хонингование дает возможность не только снижать шероховатость поверхности, но и устранять небольшие неточности формы отверстий (конусность, овальность и пр.). При хонинговании применяется охлаждающая жидкость — керосин или водно-мыльные растворы.
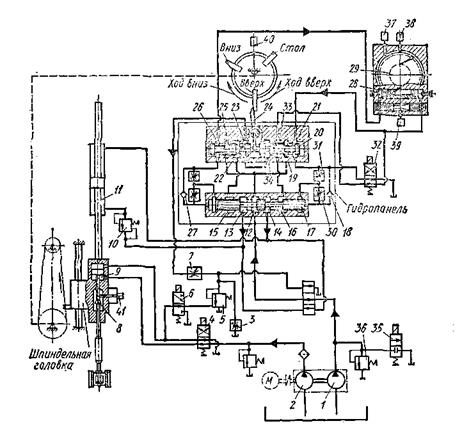
Хонинговальный станок ЗМ83 предназначен для обработки цилиндрических отверстий в условиях единичного и мелкосерийного производства (рис. 81). Станок работает по полуавтоматическому циклу. Техническая характеристика станка: частота вращения шпинделя 155 — 450 об/мин, мощность 10 кВт. пределы диаметров обрабатываемых деталей 67 — 145 мм, длина хода 150 — 450 мм.
Шпиндель станка получает главное вращательное движение от электродвигателя через коробку скоростей (на схеме не показана). Гидроаппаратура станка обеспечивает полный цикл его работы, который происходит в следующем порядке. При включении гидронасосов 1 и 2 масло от насоса 1 большей подачи поступает к гидропанели, но так как электромагнит золотника 35 отключен, то масло через клапан 36 уходит на слив. От насоса 2 меньшей подачи масло поступает в нижнюю полость цилиндра 9 разжима брусков хона.
При пуске станка включается электромагнит золотника 35, электромагнит распредели геля 32 и электромагнит 39 муфты счетчика двойных ходов (на схеме не показана). Золотник 35 отсекает уравновешивающую камеру клапана 36 от слива. Давление в системе возрастает. Распределитель 32 отсекает камеру 21 от слива. Масло от насоса поступает в камеру 12 гидропанели. Из камеры 12 масло подводится к камерам 19 и 21 и далее через обратный клапан 18 поступает под правый торец золотника 17, перемещая его в крайнее левое положение. После этого масло из камеры 12 будет поступать в камеру 14 и далее в верхнюю полость цилиндра 11 главного движения. Шпиндельная головка совершает медленный ход вниз.
|
Рис. 80. Схема хонинговальной головки
|
Рис. 81. Гидравлическая схема одношпиндельного вертикально-хонинговального станка
Из нижней полости цилиндра главного движения масло вытесняется через клапан 10, камеры 13-15-22-23, дроссель 7 к золотнику 5, но так как электромагнит золотника 6 отключен, то золотником 5 отсекается сливной поток, в результате чего масло будет вытесняться через дроссель 3 в бак, что, и обеспечивает медленный ввод и вывод инструмента.
Как только шпиндельная головка достигнет своего нижнего положения, кулачок «Вниз», воздействуя на поводок 24, переместит золотник управления 20 вправо. При этом масло из камеры 12 поступает в цепь управления к камерам 25—26 и по трубопроводу — под левый торец золотника 28, который, перемещаясь слева направо, поворачивает храповое колесо 29 счетчика, на один зуб. Упор, фиксирующий исходное положение счетчика, освобождает конечный выключатель 37. Одновременно масло из цепи управления поступает через обратный клапан 27 под левый торец золотника 17, перемещая его вправо. Из-под правого торца золотника масло вытесняется через дроссели 30-31 и затем через распределитель 32 на слив. Основной поток масла из камеры 12 поступает в камеру 13 и по трубопроводу через клапан 10 в нижнюю полость цилиндра главного движения. Из верхней полости масло вытесняется через камеры 14 — 16—33—34 и дроссели 7-5 на слив. Шпиндельная головка движется вверх.
Конечный выключатель 37 дает команду на включение электромагнита золотника 4 вращения насоса низкого давления 2. Масло поступает в верхнюю полость цилиндра разжима брусков хона и одновременно под нижнийторец золотника 5, в результате чего происходит разжим брусков переключение скорости поступательного движения шпиндельной головки нарабочий ход. По достижении шпиндельной головкой заданного числа ходов передвижной упор нажимает на конечный выключатель 38, который дает команду на отключение электромагнитной муфты счетчика двойных ходов и включение электромагнита золотника 6. При этом давление в системе разжима брусков падает, и начинается процесс выхаживания. Длительность этого процесса зависит от настройки пневматического реле времени (на схеме не показано), после срабатывания которого отключаются электромагниты золотников б и 4. Масло подается в нижнюю полость цилиндра разжима брусков, а из верхней полости уходит на слив — происходит сжатие брусков. Шпиндельная головка движется на замедленном вводе. Как только поршень цилиндра разжима брусков достигнет верхнего положения, конус 8 нажмет на конечный выключатель 41 контроля сжатия брусков. Последний дает команду на включение электромагнитной муфты, затормаживающей вращение шпинделя, и на отключение электромагнита золотника 32. В момент его отключения камера 16 золотника 7 соединяется со сливом через золотник 32. Шпиндельная головка при этом будет двигаться независимо от расположения золотника управления 20 до тех пор, пока кулачок «Стоп» не нажмет на конечный выключатель 40, который, в свою очередь, даст команду на отключение электромагнита золотника 35 — происходит остановка шпиндельной головки.
Для повторения полного цикла работы станка следует нажать кнопку «Пуск».
Притирка — тонкая отделка поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенным в таком виде на поверхность притира. Характер движения каждого зерна абразива притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась.
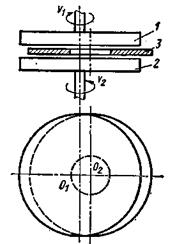
В качестве абразивного материала используются наждак, корунд, карборунд, крокус, окись хрома, алмазный порошок и другие материалы в виде порошка или пасты, которые покрывают (шаржируют) притиры. Притиры изготовляют из чугуна, бронзы и пр.На рис. 82 показана схема притирки. Между притиром и диском 2 расположен сепаратор (деталедержатель) 3 с обрабатываемыми деталями. Притир и диск вращаются вокруг оси O 1в противоположные стороны с различными скоростями. Сепаратор с осью 02 получает горизонтально возвратно-поступательное движение от отдельного привода. Притирочные станки строят как общего назначения, так и специализированного (например, для притирки шеек коленчатых валов).
|
Рис. 82. Схема притирки
|
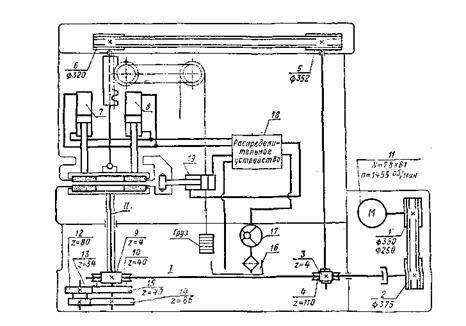
Рис. 83. Кинематическая схема станка мод. 3816
Универсально-притирочный станок 3816 (рис. 83) предназначен для притирки шеек коленчатых валов, концевых мер, пробок-калибров и др. От электродвигателя 11 через клиноременную передачу 1—2, червячную пару 3 — 4, клиноременную передачу 5 — 6 движение передается верхнему притиру. Нижний притир вращается от вала I через червячную передачу 9-1 и зубчатые колеса 15 — 12 — 13 — 14. Верхний притир подводится к обрабатываемым деталям и прижимается к ним при помощи гидроцилиндров 7 – 8, работающих от лопастного насоса 17.
|
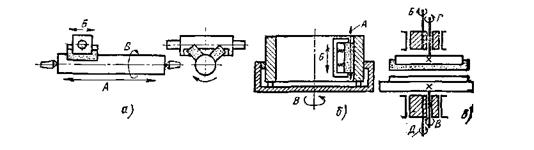
Рис. 84. Схемы суперфиниширования:
а – цилиндрическое наружное; б – цилиндрическое внутреннее; в – плоское; А – возвратно-поступательное движение инструмента; Б – колебательное движение инструмента; В – вращение детали; Г – вращение инструмента; Д – колебательное движение детали.
Масло из резервуара 16 засасывается насосом и поступает в распределительное устройство 18, а оттуда по трубопроводам — в верхнюю или нижнюю полости гидроцилиндров 7 и 8. Золотник распределительного устройства управляется при помощи дополнительного цилиндра (на схеме не указан), поршень которого переключается вручную. Между притирами расположен сепаратор в виде диска, в пазах которого размещены заготовки. Во время работы станка сепаратор совершает возвратно-поступательное движение от гидроцилиндра19.
Суперфиниширование дает возможность получать поверхности наименьшей шероховатости и предназначено для обработки поверхностей любых форм (плоских, цилиндрических, наружных и внутренних, а также фасонных). В качестве инструмента применяются мелкозернистые абразивные бруски. Сущность процесса заключается в следующем (рис. 84). Абразивные бруски совершают колебательное возвратно-поступательное движение с большой частотой и малым ходом по поверхности детали. В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки ее неровностей срезаются.
|
|
Дата добавления: 2015-06-25; Просмотров: 1061; Нарушение авторских прав?; Мы поможем в написании вашей работы!