КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зубодолбежные станки
|
|
|
|
Обработку колес на зубодолбежных станках осуществляют режущим инструментом, выполненным в виде зубчатого колеса, — долбяком. На этих станках нарезают прямозубые колеса наружного и внутреннего зацепления, а при наличии копира и косозубого долбяка — косозубые колеса. Кроме того, на станках можно нарезать блоки из нескольких колес Достоинством станков является непрерывность работы без потери времени на подход к заготовке и выход из нее.

Рис.95. Структурная схема зубодол- Рис. 96. Зубодолбежный бежного станка полуавтомат мод. 5B150
Рассмотрим основные формообразующие движения, необходимые для изготовления зубчатого цилиндрического колеса [3], для чего обратимся к структурной схеме станка (рис 95).
Для образования прямого зуба требуются две кинематические группы: для получения профиля, который осуществляет сложное относительное движение - вращение долбяка В2 и вращение заготовки В1; для получения формы зуба по длине - простое поступательное движение долбяка П с органом настройки iv. Первая кинематическая группа состоит из делительной цепи, конечными звеньями которой являются вращение долбяка и вращение стола с заготовкой, настраиваемой органом настройки ix.
 (20)
(20)
где ZД, Z - число зубьев долбяка и нарезаемого колеса.
Вторая цепь первой кинематической группы - цепь подачи, настраиваемая органом настройки is. Под подачей s в этих станках понимается перемещение по начальной окружности долбяка за один его двойной ход. Расчетные перемещения будут

Помимо рассмотренных формообразующих движений, необходимо еще одно движение, обеспечивающее врезание долбяка в заготовку на полную высоту зуба..Это движение называется радиальной подачей и осуществляется в станках либо от специальных дисковых кулачков, либо от клинового копира, перемещающегося от гидроцилиндра.
|
|
|
Зубодолбежный полуавтомат 5В150. Универсальный зубодолбежный станок 5В150 предназначен для нарезания зубьев на цилиндрических шестернях внутреннего и наружного зацепления диаметром до 800 мм и. модулем до 12 мм как с открытыми, так и закрытыми венцами (блок-шестерни). На станине 1 (рис. 96) и внутри нее размещены основные узлы станка: стол 2 с механизмом отсчета оборотов заготовки 3, механизм врезания 4, стойка 5, коробка радиальных подач б, суппорт 7, пульт управления 8 и гитара де-ления 9.
Нарезаемое колесо крепится на горизонтальной планшайбе стола станка при помощи специального приспособления. Для выверки биения заготовки планшайба, может вращаться ускоренно от отдельного привода. Стол может перемещаться по горизонтальным направляющим станины;, ускоренно от отдельного привода для ориентировочной установки в исходное положение; замедленно от руки для точной установки в исходное положение и для врезания долбяка в заготовку; механически (радиальная подача) для врезания долбяка в заготовку на заданную глубину.
Станок работает по замкнутому автоматическому циклу, причем после пуска станка начинается одновременное движение долбяка, обкат и радиальная подача. По достижении долбяком заданной глубины процесс врезания автоматически прекращается, после чего планшайба стола делает один полный оборот.
Станок может работать как по однопроходному, так и по двухпроход-ному циклу, причем в зависимости от настройки станка во время перехода на второй проход скорость резания и подача могут изменяться автоматически, что значительно повышает производительность станка, стойкость инструмента и точность нарезания.
На станке можно нарезать косозубые/колеса при помощи специально изготовляемого приспособления, которое монтируется на суппорте станка.
|
|
|
При надлежащем уходе и регулировке станок обеспечивает нарезание зубчатых колес по ГОСТ 1643-72 не ниже 7-й степени точности.
Механизмы полуавтомата осуществляют следующие формообразующие движения: а) главное движение - возвратно-поступательное перемещение долбяка в вертикальной плоскости; б) движение обката (делительное движение) — вращение долбяка и стола с заготовкой; в) движение врезания радиальной подачи стола; г) вспомогательные движения - быстрое вращение заготовки, работа счетного механизма, управляющего автоматическим циклом обработки.
Главное движение (рис 97) осуществляется от трехскоростного электродвигателя 1 через клиноременную передачу 2-3, зубчатую пару 4-5, сменные колеса гитары скоростей а-b и колеса 8-9. Колесо 9 является одновременно кривошипом, преобразующим вращательное движение в поступательное движение ползуна, на котором крепится долбяк. Автоматическое переключение скоростей резания при. двухпроходном цикле производится установкой в соответствующее положение рукояток на пульте управления.
К станку придают три пары сменных колес а-b с постоянной суммой зубьев. В нижней части суппорта имеется устройство с эксцентриковым валом (на схеме не показано) для отвода долбяка при холостом ходе.
Цепь обката связывает вращение заготовки и инструмента. Эта связь осуществляется от стола 69 через червячную пару 33-34, гитару обката d1-c1, b1-a1, коническую пару 32.-31, конический реверсивный механизм 28-27 и далее на червячную пару 26-25, которая осуществляет согласованное со столом 69 вращение ползуна с долбяком.
Круговая подача согласовывает возвратно-поступательное движение ползуна через кривошипный механизм 47, зубчатые колеса 9-8, 6-7, цепную передачу 10-11, колеса 12-13 или 14-15 или 16-17, 18-19, сменные колеса гитары круговых подач а3 и b3, вал III, конические колеса 30-29, 28-27, вал II и червячную пару 26-25 с круговым движением ползуна.
Движение радиальной подачи осуществляется от реверсивного электродвигателя 40, зубчатые передачи 41-42, червячную пару 43-44, муфту 45, сменные колеса гитары а2-b2 колеса 48-49, червячную пару -57-58
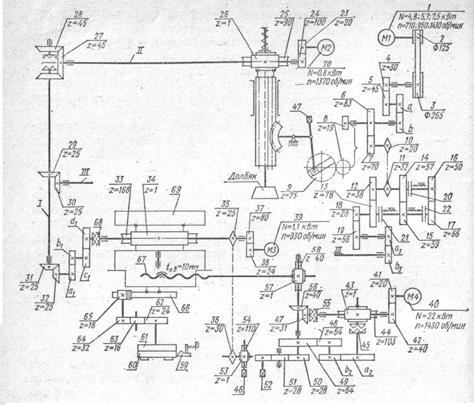
Рис. 97. Кинематическая схема станка мод. 5B150
|
|
|
и винт 67. При рабочей подаче муфта 55 выключена, а муфта 45 включена. Переключение муфт 45 и 55 сблокировано таким образом, что при включении одной муфты другая выключается. При реверсе двигателя 40, для быстрого отвода стола движение передается через зубчатые колеса 41—42, муфту 55, конические колеса 47—56, червячную пару 57 — 58 и винт 67. Ручное перемещение стола осуществляется через валик 52 и колеса 51 и 50; при этом муфты 45 и 55 должны быть выключены.
Реверсирование двигателя 40 и переключение муфт 45 и 55 осуществляется при помощи механизма врезания, диски которого 60 — 61 приводятся во вращение перемещением стола 69 от рейки 66 через зубчатые колеса 65 — 64 — 63 — 62. Один диск служит для однопроходного цикла, другой — для двухпроходного. За 1 мм хода стола диски 61 —60 поворачиваются на 10 мм по окружности наружного диаметра; на дисках нанесены деления, указывающие глубину врезания. Как только одна из собачек 59 попадает во впадину на первом диске (на схеме не показано), рычаг воздействует на микропереключатели, которые выключают электродвигатель 40 радиальной подачи, и стол 69 останавливается.
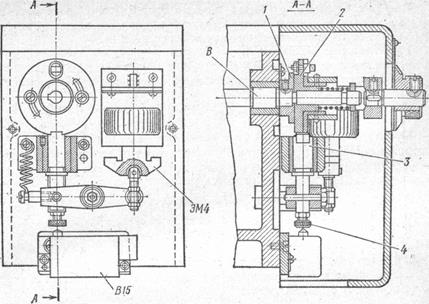
Рис. 98. Счетчик оборотов
Электродвигатель 39 через зубчатые колеса 38 — 37 и червячную пару
34-33 при выключенной муфте 68 приводит стол в быстрое вращение для! точной установки заготовки. Стол можно вращать вручную через валик 46, червячную пару 53'—'54 и цепную передачу 36 — 35. Вращение шпинделю долбяка для проверки биения, посадочной шейки сообщает электродвигатель 70. Ручное вращение стола осуществляется от рукоятки 46.
Отсчет полного оборота стола с заготовкой производится счетчиком (рис. 98). Вращение вала В связано с вращением стола. За один оборот стола вал делает почти полный оборот. На валу закреплен диск 1, к которому пружиной прижимается диск 2. Последний имеет прорезь, в которую входит фиксатор 3, удерживающий диск от вращения.
Одновременно с выключением электродвигателя радиальной по дата включается электромагнит ЭМ4, который выводит фиксатор из прорези, после чего диск 2 начинает вращаться. При включении электромагнита микропереключатель В15 подготовляет электросхему к выключению электродвигателя главного привода. По истечении 2—3 мин реле времени отключает электромагнит; при этом фиксатор освобождается, стремясь занять прежнее положение, т. е. сначала прижимается к поверхности диска 2, а затем, когда диск сделает полный оборот, попадает в его прорезь. Диск 2 перестает вращаться, микропереключатель выключает электродвигатель главного привода, и станок останавливается. Винт 4 служит для регулировки работы микропереключателя.
|
|
|
Настройка полуавтомата 5В150. Исходными данными настройки станка являются число зубьев нарезаемого колеса z, модуль т, число зубъев долбяка ZD угол профиля а и материал нарезаемого колеса.
Расчет числа двойных ходов долбяка. Движениями конечных звеньев в данном случае будут вращение вала электродвигателя 1 (см. рис. 97) и прямолинейное перемещение ползуна.
Расчетные перемещения:
n вала электродвигателя ®n дв. ход / мин ползуна
В соответствии с кинематической схемой формула настройки имеет вид
Число двойных ходов nдв.х определяют исходя из необходимой средней скорость vCp м/мин, установленной технологическим процессом зубонаре-зания. Зная длину хода долбяка l, равную ширине, колеса плюс 2 — 3 мм, можно определить среднюю скорость резания;
откуда
Настройка радиальной подачи. Автоматическая радиальная подача связывает частоты вращения электродвигателя 40 и винта 67 стола 69 (см..рис. 97) с шагом 10 мм:
 ,
,
или
При ускоренном ходе стола (через муфту 55)

Настройка круговой подачи. Круговая подача исчисляется в миллиметрах перемещения по диаметру начальной окружности долбяка за один его двойной ход. Кинематическая цепь, связывающая вращение кривошипа 9 (см. рис. 97) с вращением долбяка, будет

Настройка осуществляется тремя электромагнитными муфтами 20—21—22, допускающими автоматическое переключение подач, и сменными зубчатыми колесами а3-b3, расширяющими диапазоны подач. Для долбяка диаметром 100 мм круговые подачи настраивают следующим образом: исходя из выбранного значения подач для чернового и чистового проходов определяют сменные зубчатые колеса гитары a3–b3. Например: черновая подача 0,4 мм, а чистовая 0,7 мм за один двойной ход. По табл. 4 подбирают сменные зубчатые колеса 36/74, а на пульте управления устанавливают рукоятки в соответствующее положение. 142
После окончания чернового прохода происходит автоматическое переключение муфт.20 и 21 подачи с 0,4 мм на 0,7 мм на один двойной ход долбяка.
Расчет сменных зубчатых колес гитары деления. Согласно выражениям (3) и (20) составим уравнение кинематического баланса, связывающего начальные и конечные звенья,
Отсюда формула расчета сменных колес группы деления будет 
Таблица 4
Сменные зубчатые колеса гитары a3-b3
| Муфта (см.рис 97) | Число зубьев | ||
| 20/90 | 36/74 | 50/60 | |
| Круговая подача, мм/дв.ход | |||
| 0,2 0,3 0,4 | 0,4 0,7 0,9 | 0,8 1,2 1,5 |
Реверс отката. Для снижения шероховатости и повышения точности обрабатываемой поверхности, а также для увеличения срока службы долбяка рекомендуется после 130-180 мин непрерывной работы менять направление обката. При этом обе стороны профиля зуба долбяка будут изнашиваться равномерно. Изменение направления обката производится переменой места шестерни (см. рис. 97).
Настройка станка на нарезание косозубых колес не отличается от обычной. В этом случае устанавливают копиры с винтовой направляющей (рис. 99, a,b), которые сообщают долбяку дополнительное вращение. В результанте вращательного и возвратно-поступательного движения зубья долбяка будут перемещаться по винтовой, линии, угол наклона которой должен быть равен углу наклона винтовой линии зубьев нарезаемого колеса на делительном цилиндре. Если Т и Ткп - соответственно шаги винтовой линии нарезаемых зубьев и копира, а b- угол наклона винтовой линии зуба, то
или

Винтовые направляющие (копиры) поставляются к станку по специальному заказу. Расчетные перемещения, установленные для нарезания прямозубых колес, остаются такими же и при нарезании косозубых колес Однако в этом случае с изменением угла наклона зубьев колеса, должны изменяться как винтовые направляющие, так и долбяки.
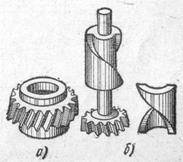
Рис. 99. Копиры с винтовой направляющее
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 2556; Нарушение авторских прав?; Мы поможем в написании вашей работы!