КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зубофрезерные станки, работающие по методу огибания
|
|
|
|
Лекция 19
Зубофрезерные станки, работающие по методу огибания, предназначены для обработки цилиндрических колес с прямыми и косыми зубьями, а также червячных колес (см. рис. 94, в). При нарезании зубьев вращение фрезы и заготовки должно быть согласованным [30]. Чтобы обеспечить это условие, в станке имеется специальная цепь, принципиальная схема настройки которой показана на рис. 102. Если колесо имеет z зубьев и совершит nк оборотов, а фреза за это время сделает nф оборотов, то передаточное отношение iх между числами оборотов колеса и фрезы будет

Если фреза имеет z' заходов, то передаточное отношение

Рассмотрим формообразующие движения станка для образования профиля зубьев (рис. 103). При цилиндрического колеса необходимо осуществить главное вращательное движение фрезы В1 регулируемое органом настройки iv; вращение заготовки В2 или В3 согласовано с вращением фрезы В1; перемещение суппорта с фрезой — параллельно оси стола П и настраивается органом i3. Суппорт может перемещаться вниз или вверх. При его перемещении вниз осуществляется встречное фрезерование. В этом случае зубья фрезы движутся навстречу срезаемому слою металла. При перемещении суппорта вверх происходит попутное фрезерование. В этом случае зубья фрезы движутся вместе со срезаемым слоем металла. При попутном фрезеровании допускается увеличение скорости резания на 20-25% по сравнению со скоростью при встречном фрезеровании.
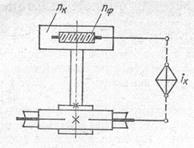
Рис. 102. Принципиальная схема настройки зубофрейзерного станка
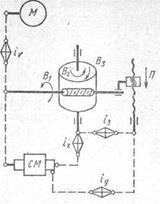
Рис. 103. Структурная схема зубофрейзерного станка
При нарезании косозубых колес к рассмотренным формообразующим движениям добавляется движение для образования винтовой линии (дифференциальная цепь). При дифференциальной настройке вращательные, движения фрезы и стола согласовывают двумя одновременно действующими и настраиваемыми цепями: основной и дополнительной. Дополнительная цепь связывает вращение фрезы и заготовки и настраивается звеном настройки iу. Составим расчетные перемещения для случая нарезания косозубых колес.
|
|
|
1. Вращательное движение фрезы В1. Движениями конечных звеньев здесь являются вращение вала электродвигателя и вращение фрезы. Расчетные перехмещения:
n об/мин ®nф об/мин.
2. Цепь образования эвольвенты. Делительная цепь связывает вращение стола и фрезы (В2, В1). Расчетные перемещения:
1 об. фрезы ®  об. заготовки
об. заготовки
3. Цепь подачи. Движения конечных звеньев — вращение стола и продольное перемещение суппорта фрезы (В2, П). Расчетные перемещения:
1 об. стола®SB,
где SВ — вертикальное перемещение суппорта за один оборот заготовки, мм.
4. Образование винтовой линии (дифференциальная цепь). Движения конечных звеньев — вращение стола и вращение фрезы. Расчетные перемещения:
1 об. стола ®±  об. фрезы
об. фрезы
где Т— шаг винтовой линии зуба.
При нарезании прямого зуба структура станка упрощается вследствие изменения структуры кинематической группы образования формы зуба по длине. Вместо сложного винтового движения в этом случае требуется осуществить простое, прямолинейное. Орган настройки iy не настраивается, а суммирующий механизм СМ выключается.
Зубофрезсрный полуавтомат мод. 5М324А предназначен для фрезерования зубьев цилиндрических прямозубых и косозубых колес, а также червячных колес в условиях среднего и крупносерийного производства. По точности станок изготовлен в соответствии с требованиями ГОСТ 659 — 78 по классу Н. Высокая универсальность станка обеспечивает работу по автоматическому циклу с радиальным врезанием, попутным и встречным фрезерованием.
|
|
|
Техническая характеристика станка
Наибольший нарезаемый модуль, мм……………………………………..8
Наибольший диаметр «нарезаемых колес, мм……………………….500
Наибольшая длина зуба, мм………………………………………………350
Мощность главного электродвигателя, кВт………………………………75
Частота вращения фрезы, об/мин……………………………………...50-315
Число ступеней частот вращения фрезы……………………………………9
На станине 1 станка (рис. 104) расположены салазки 2 стола 3. Стол может перемещаться в радиальном направлении. Слева на станине размещена стойка 4, на вертикальных направляющих которой установлен суппорт 5 с фрезерной головкой 6. Благодаря наличию поворотного круга фрезу вместе с фрезерной головкой можно поворачивать на заданный угол. Справа на столе расположена стойка 7; по ее вертикальным направляющим перемещается кронштейн 8, поддерживающий верхний конец оправки, на которую устанавливается заготовка.
Рассмотрим кинематические цепи станка (рис. 105).
Цепь главного движения: электродвигатель 70, зубчатые колеса 1—2 — 3, сменные колеса гитары скоростей а — b (валы I, II, III), колеса 4—5, 22—23,. вал К колеса 42 — 43, 44 — 45, вал VII (фреза).
Цепь вращения стола: электродвигатель 70, зубчатые колеса 1—2 — 3, сменные колеса a1 — b1, колеса 4—5, 6 — 7, 8 — 9 — 10, дифференциал, передачи 13 — 14, колеса e—f, сменные колеса гитары деления а2 — b2, c2 — d2, колеса 15 — 16, 60 — 61, червячная пара 62 — 63. Колесо 63 тесно связано со столом.
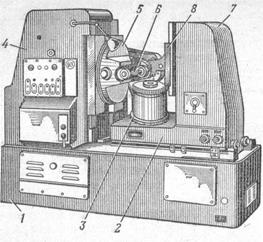
Рис. 104. Зубофрейзерный полуавтомат
Делительная цепь, связывающая вращательное движение фрезы и стола: колеса 45-44, 43-42, 23-22, 6-7,8 — 10, дифференциал, колеса 13—14, e-f, сменные колеса гитары деления а2 — b2 c2— d2 колеса 15-16, 60.-61, червячная передача 62 — 63.
Цепь вертикальной подачи: червячная пара 63 — 62, колеса 61—60,16 — 15,червячная передача 17—50, колеса 58 — 57, сменные колеса гитары подач а2 — b2, колеса 56-55, 33-28, червячная передача 25-18, винт вертикальной подачи с шагом ti = 10 мм.
Ускоренная вертикальная подача осуществляется по цепи: электродвигатель 73, цепная передача 21—59, колеса 54—53, 30—28, червячная передача 25 — 18, винт вертикальной подачи с шагом t1 — 10 мм.
Цепь радиальной подачи для нарезания червячных колес идет от стола
|
|
|
через червячную пару 63 — 62, колеса 61-60,16—15, червячные пары 17—50, 58—57, сменные колеса а3 –b3, колеса 56—55, 33 —34, 31—32, червячную передачу 35—36 на винт радиальной подачи X с шагом t2 — 10 мм.
В станке имеется дополнительная цепь, связывающая вращение стола и вращение фрезы. Началом этой цепи являются стол, затем следует перс-дача 63 — 62, колеса 61—60, 16—15, червячная передача 17—50, колеса 58—57, коробка подач со сменными шестернями а3 — b3 колеса 54—53, 30—28, коническая пара 27—26, гитара дифференциала а2 —b2 с2 –d2 колеса 19—20, червячная пара 11—12, дифференциальный механизм, конические колеса 7—6, 22—23, 42—43, на колеса 44 — 45 — шпиндель. Эта цепь включается при нарезании цилиндрических косозубых колес.
Наладка полуавтомата 5М324А. Для обеспечения нормальной работы станка перед его пуском необходимо проверить правильность установки заготовки на столе и установки фрезы, определить глубину фрезерования и настройку гитар сменных колес. Заготовку устанавливают на специальных оправках и проверяют на биение индикатором. Величина допустимого биения 0,01 — 0,02 мм. После закрепления заготовку проверяют па биение по наружному диаметру и торцу.
При нарезании прямозубых цилиндрических колес червячную фрезу устанавливают наклонно йод углом j к горизонтальной плоскости, равным углу b подъема винтовой линии фрезы (рис 106,а). При нарезании косозубых колес угол наклона фрезы j = a ± b, где a — угол наклона зубьев нарезаемого колеса к его оси. Знак плюс будет при разноименных направлениях винтовых линий зубьев нарезаемого колеса и фрезы (рис. 106,в), а знак минус — при одноименных направлениях (рис. 106,6). Рекомендуется выбирать фрезу с тем же направлением винтовой линии, что и 150 у зубьев нарезаемого колеса; это повышает точность обработки. При нарезании червячных колес фрезу устанавливают горизонтально, т. е. j= О,
Настройка зубофрезерного станка на нарезание прямозубых цилиндрических колес. Исходными данными для расчета являются модуль т, число зубьев нарезаемого колеса, материал заготовки, диаметр фрезы, заходность фрезы Z´ угол наклона канавок В и материал режущей части. Для обработки зубьев прямозубых колес требуется три формообразующих движения: вращение фрезы, вращение заготовки, движение подачи.
|
|
|
При расчете настройки скоростной цепи, зная скорость резания v и диаметр фрезы dф, определяют частоту вращения фрезы nф и устанавливают ее при помощи гитары скоростей а—b.
Согласно формуле (1) расчетными перемещениями будут
nэлоб/мин®nфоб/мин.
Уравнение кинематического баланса, связывающее частоты вращения электродвигателя и фрезы, nэлi цепи от эл. двигателя до фрезы = nф об/мин,-или


Рис.105. кинематическая схема станка мод. 5М324A
Решая уравнение относительно а/b, имеем

где С - постоянная скоростной цепи.
При настройке делительной цепи (согласованное движение заготовки, и фрезы) уравнение кинематического баланса согласно расчетному перемещению (21) будет

Передаточное отношение механизма дифференциала в этом случае iдиф = 1. Решая уравнение относительно
 ,имеем
,имеем
Сменные колеса e и f служат для расширения диапазона регулирования, сменных колес гитары деления. При z £ 161 e:f= 1= 54: 54. При z £ 161 e:f= 1:2 = 36:72. Настройка цепи вертикальной подачи, согласно, формуле (7)

Решая уравнение относительно а3 - b3, получим формулу настройки
a3/b3=CSSB,
где Cs- постоянная цепи подачи; Sb - вертикальная подача.
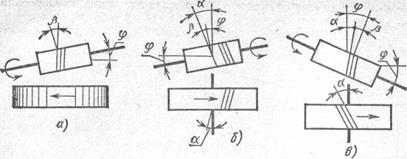
Рис. 106. Схема червячной фрезы
Настройка станка для нарезания косозубых цилиндрических колёс. Для обработки зубьев косозубых колес необходимы те же движения, что и для прямозубых колес. Но соотношение между частотами вращения фрезы и заготовки здесь несколько иное, так как для образования косого зуба требуется дополнительное вращение, стола. Последнее может совпадать и не совпадать с направлением основного вращения заготовки. Это зависит от направления винтовых линий червячной фрезы, и зубьев нарезаемого колеса. В первом случае дополнительный поворот складывают с главным, во втором — вычитают из главного..
При нарезании прямозубого колеса фреза переместится вдоль оси заготовки на величину вертикальной подачи sB, определяемую на один оборот стола. При этом фреза переместится из точки А в точку А1 (рис. 107). В случае нарезания косозубых колес при.вертикальном перемещении фрезы на величину sB зубья фрезы должны проходить вдоль наклонных линий косых зубьев из точки А в точку Bx. Для этого стол должен дополнительно повернуться по дуге на величину А1B1. Эта часть оборота nд есть то дополнительное, вращение, которое должно быть сообщено столу через гитару дифференциала. При дальнейшем перемещении фрезы из точки А1 в точку А2 стол дополнительно повернется на величину А2B2.
Величину А1B1 нетрудно вычислить. Из треугольника DEF развертки винтовой линии косого зуба
T=pdctgb=pmszctgb=pmz/sinb,
где T- шаг винтовой линии; d - диаметр начальной окружности; b - угол наклона винтовой линии; ms, m — торцовый и нормальный модули.
Из подобия треугольников DEF и А1EB1 величина nД определяется как отношение длины А1B1 к длине начальной окружности pd:
Если фреза пройдёт путь AD, то nД=1 т. е. за время перемещения фрезы на шаг Т винтовой линии зуба (впадины) заготовка должна сделать один дополнительный оборот. При этом фреза сделает z/z' оборотов. Если вертикальная подача sB и ширина колеса равны шагу винтовой канавки Т, то за время перемещения фрезы относительно заготовки на величину Т стол сделает T/sB оборотов; тогда фреза при нарезании прямозубого колеса, за это же время совершит  оборотов.
оборотов.
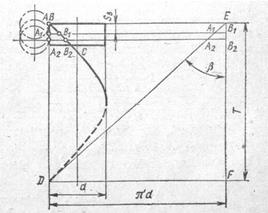
Рис. 107. Развертка косозубого колеса
При нарезании косозубых колес, как было показано, стол должен сделать один дополнительный оборот для того, чтобы зубья фрезы перемещались по наклонной канавке. В этом случае полное число оборотов

Таким образом, расчетные перемещения для стола и фрезы  об.
об.
стола ®() об. фрезы..
Умножая уравнение на sB/T, получим расчетные перемещения, отнесенные к одному обороту стола:
1 об. стола®() об. фрезы
Сравнивая эти расчетные перемещения с перемещениями при нарезании прямозубых колес, заметим, что здесь фреза за один оборот стола совершит дополнительно  оборотов.
оборотов.
Расчет настройки гитары деления зависит от способа передачи допол-
нительного вращения заготовке. Существует два метода настройки — диф-
ференциальный и бездифференциальный.
Дифференциальную настройку применяют в том случае, если дополнительное вращение заготовки сообщается по специальной кинематической цепи через дифференциал, который суммирует основное и дополнительное вращения и передает их столу. Уравнение кинематического баланса дополнительной цепи согласно расчетному перемещению

Передаточное отношение дифференциала iдиф = 2. Подставляя в уравнение кинематического баланса это значение и значение iкп получим

Если вместо Т подставите его 'значение, равное pmz/sinb то получим формулу настройки
где m — нормальный модуль, мм.
Бездифференциальную настройку используют в том случае, когда основное и дополнительное вращения заготовке сообщает одна кинематическая цепь — цепь деления. Этот метод применяют редко в связи со сложностью подбора сменных колес этой гитары.
В этом случае необходимо соответствующим образом согласовать вращение фрезы и заготовки.
Уравнение перемещений для основной цепи запишется в виде


При iдиф = 1 отношение e/f = 1 и

При подстановке в формулу значения сменных колес гитары деления-следует подставить точное фактическое значение вертикальной подачи.
Настройка станка для нарезания червячных колес. Существует два метода нарезания зубьев червячных колес: радиальной и тангенциальной додачами.
При фрезеровании зубьев червячных колес радиальной подачей sp (рис. 108,а) фреза перемещается к заготовке в радиальном направлении до тех Пор, пока между осью, фрезы и центром нарезаемого колеса не установится размер A Для осуществления данного метода необходимы следующие движения: вращение червячной фрезы, вращение заготовки и радиальная.подача фрезы. Фреза и заготовка совершают такие же вращательные движения и при нарезании прямозубых цилиндрических колес, поэтому гитара деления настраивается также. Цепь вертикальной подачи суппорта отключается.
Настройку гитары подач рассчитывают на основании следующих соображений. За один оборот заготовки (стола) фреза переместится на величину радиальной подачи sp. Следовательно, начальным звеном кинематической цепи будет стол, а конечным - винт с шагом t2 = 10 мм:
1 об. стола ®Sp мм/об. стола
Уравнение кинематического баланса

При обработке червячных колес по методу тангенциальной подачи применяют червячные фрезы с конусной заборной частью. Цилиндрическая-часть этой фрезы соответствует размерам и профилю червяка, в зацеплении с которым будет работать нарезаемое колесо. Фрезу устанавливают относительно заготовки по данному межосёвому расстоянию А (рис. 108,6). Наряду с движением огибания (обкатки) фрезе сообщают подачу вдоль ее оси. При нарезании зубьев червячных колес по данному методу необходимы следующие движения: вращение фрезы, вращение заготовки, осевая подача фрезы и дополнительное вращение заготовки, вызываемое осевым перемещением фрезы.
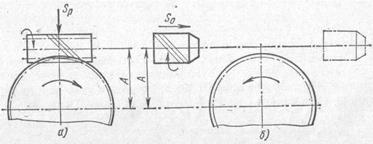
Рис.108. Схема нарезания зубьев червячных колес
Диагональное фрезерование. Зуборезный инструмент - очень сложный и дорогостоящий (стоимость инструмента составляет 50% стоимости зуборезной операции), поэтому мероприятия, направленные на повышение его стойкости, занимают важное место при эксплуатации зубофрезерных станков. Червячные фрезы в основном изнашиваются на небольшом участке, так как их контакт с заготовкой небольшой по сравнению с длиной фрезы. Обычно из нескольких десятков зубьев фрезы изнашиваются только три-пять. Очевидно, для более полного использования фрезы необходимо периодически осуществлять ее осевую передвижку, что будет выравнивать, износ и увеличивать стойкость, а значит, и срок службы фрезы, Наибольший эффект дает работа с непрерывным осевым перемещением фрезы во время нарезания заготовки методом диагонального зубофрезерования.
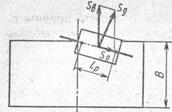
Рис.109. Схема зубанарезания методом диагональной подачи
При этом методе червячной фрезе сообщают одновременно две подачи — одну параллельно оси нарезаемого колеса и другую вдоль оси фрезы, в результате чего фреза будет перемещаться по диагонали!
На рис. 109 приведена схема зубонарезания с применением диагональной подачи 5Д. Когда фреза пройдет вдоль своей оси путь /р, а по вертикали - путь Б, стол станка сделает lp/s0 = B/sB оборотов; отсюда
где sВ - вертикальная подача, мм/об; s0 - осевая подача,. Мм/об; В — ширина зубчатого колеса, мм; lр - рабочая длина фрезы; можно принимать lр = L - 6,6m мм; здесь L - длина передней части фрезы, мм; т- модуль зубчатого колеса, мм.
Для осуществления диагонального фрезерования необходимо иметь на станке специальный суппорт, обеспечивающий непрерывное перемещение фрезы. В рассматриваемой модели станка такого устройства нет, и осевая периодическая передвижка фрезы осуществляется от отдельного электродвигателя (поз. 72 на рис. 105).
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 1467; Нарушение авторских прав?; Мы поможем в написании вашей работы!