КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Зубошевинговальные станки
Процесс шевингования. Для снижения шероховатости поверхности и достижения высокой точности профиля зубьев незакаленных зубчатых колес применяют процесс шевингования. При этом используется специальный инструмент — шевер, который представляет собой колесо или рейку, зубья у которых прорезаны поперечными канавками для образования, режущих кромок (рис. 112). При вращении шевера и обрабатываемого колёса, находящихся в зацеплении, происходит боковое скольжение зубьев по их длине, и кромки канавок на зубьях шевера срезают (соскабливают) тонкую стружку с профилей зубьев колеса. Срезание происходит в результате скрещивания осей шевингуемого колеса и шевера.
Рассмотрим принципиальную схему работы шевинг овального станка (рис. 113). Шевер 1 вращается от электродвигателя станка и принудительно вращает обрабатываемое зубчатое колесо 2, установленное в центрах бабки 3, 4. Бабка размещена на столе 5, который шарнирно связан с нижним' столом 6 станка, получающим возвратно-поступательное движение. Стол в конце каждого двойного хода совершает вертикальную подачу. Таким образом, при шевинговании происходят следующие движения: вращение шевера и колеса, возвратно-поступательное перемещение Колеса и перемещение колеса в радиальном направлении к шеверу.
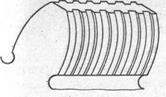
Рис.112. Зуб шевера
Недостатком процесса шевингования, является отсутствие жесткой кинематической связи между шевером и обрабатываемым колесом, вследствие чего накопленная ошибка очереднего шага исправляется в небольшой степени. Кроме того, точность обработки шевингования в значительной степени зависит от качества зубонарезания и припуска под шевингование.
В последнее время получает распространение новый способ обработки зубьев кромочными шеверами. В отличие от обычного шевингования этот процесс осуществляется при жесткой кинематической связи между режущим инструментом и обрабатываемым колесом, расположенным к инструменту под углом 45°. Кромочный шевер и обрабатываемое колесо образуют пару зубчатых колес со скрещивающимися осями. Для обработки применяют два шевера, каждый из которых обрабатывает свою сторону, зуба колеса.при соответствующем направлении движения обката и подачи.
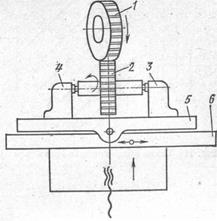
Рис.113.Схема шевингования
Процесс обработки зуба кромочным шевером осуществляется следующим образом (рис. 114). Обрабатываемое колесо 1 из левого крайнего положения подводится быстро к режущему инструменту 2, в этот момент включается медленная рабочая подача, при которой обрабатывается одна сторона А профиля зубьев. После окончания обработки стороны А колесо перемещается в крайнее правое положение. Затем вращение шевера и колеса реверсируют, и обрабатываемое колесо вновь подводится к шеверу,-опять включается рабочая подача и отделывается другая сторона Б профиля зубьев. После этого колесо быстро перемещается в исходное положение,
Шевинговальный станок мод. 5702. Станина 1 (рис. 115) имеет внизу форму плиты, служащей основанием станка, а вверху — форму стойки. Спереди, на верхней части станка имеется плоскость, в которой крепится основание 5, а к нему снизу монтируется шевинговальная головка,4. Ниже, также впереди станины, расположены вертикальные направляющие, к которым прижимается консоль 2 с механизмом продольной и радиальной подач. На горизонтальных направляющих консоли установлен стол % состоящий из салазок и укрепленной на них верхней части. Стол может перемещаться по направляющим консоли в обе стороны.
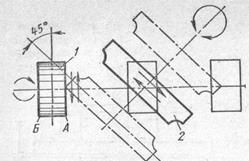
Рис.114.Схема обработки зуба кромочным шевером
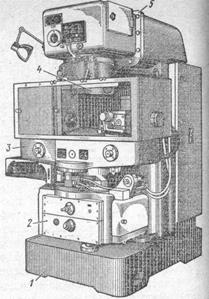
Рис.115. Шевинговальный станок мод. 5702
Кинематическая схема станка состоит из трех самостоятельных кинематических цепей (рис. 116): вращения шевера, продольной, подачи стола и радиальной подачи консоли со столом.
Цепь вращения шевера заимствуется от электродвигателя 1 через червячную передачу 2 — 3, сменные колеса а—b, конические пары 4-5, 8—9, цилиндрические колеса 10 — 11.
Цепь продольной подачи стола начинается от электродвигателя 14 через червячную пару 17 — 18, сменные колеса a1 —b1 конические пары 16 — 15 и 13 — 12 на винт t1 который сообщает поступательное движение столу.
Цепь радиальной подачи осуществляется от гидроцилиндра 28 через реечную пару на цилиндрические колеса 23—24; вращение получает валик, на котором закреплены кулак радиальных подач 25 и барабан управления 27. Угол поворота кулака 25 ограничивается винтами-упорами, расположенными в шахматном порядке и опирающимися на собачку 26, которая перебрасывается гидроцилиндром 29. Кулак имеет ступеньки по торцу с перепадом 1,45 мм, т. е. при повороте кулака на минимальный угол 12° шток гидроцилиндра 30, упирающийся в площадку кулака, получает возможность перемещения на 1,45 мм. Далее через реечную пару, конические колеса 19 — 20 — на винт t2.
Реверсирование вращения шевера и подачи стола осуществляется электродвигателями, получающими команду от конечного выключателя 2ВК, контакты которого перебрасываются упорами в конце хода стола. Конечный выключатель ЗВК является аварийным и отключает станок, если не срабатывает выключатель 2ВК.
Шевингование бочкообразной формы зуба осуществляется за счет поворота копира 31 на определенный угол. При поступательном движении палец 32, скользящий в пазу копира, через кронштейн, повернутый к столу, сообщает ему качение в вертикальной плоскости вокруг центральной оси. Изделие, установленное в центрах бабок на столе, также качается; при этомом ось изделия наклоняется по отношению к оси шевера. Поэтому у торцов шевер снимает больший слой металла, чем в средней части зуба; ним обеспечивается бочкообразная форма зуба шевингуемого колеса.
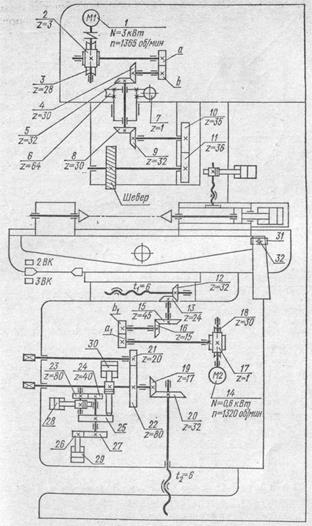
Рис.116.Кинематическая схема станка мод. 5702
Настройка гитары цепи главного движения. Для расчета частоты вращения шевера необходимо выбрать скорость резания, за которую принимают скорость VCK бокового скольжения зубьев шевера относительно зубьев шевингуемого колеса,
На рис. 117 показаны начальные цилиндры 1 и колеса 2; OA и ОВ — векторы окружных скоростей шевера и колеса; OF — линия соприкосновения зубьев; j1 и j2 — углы наклона зубьев; d — угол скрещивания осей. Проекции окружных скоростей на линию ОС, перпендикулярную к линии зуба, должны быть АЕ = BD = СО, т. е. OA cos j = OB соsj2. Скорость бокового скольжения VCK = OD-OE = OB sinj2 - OA sinj1.
Подставляя сюда  , получим
, получим

Таким образом, скорость резания при шевинговании пропорциональна синусу утла скрещивания осей шевера и колеса.
Если у колеса прямые зубья, т. е. j2 = 0 и cosj2 = 1, то j1 = d и Vск = Vsind.
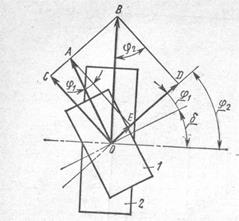
Рис.117. Векторы скоростей шевера и изделий
Предположим, окружная скорость шевера V = 120 м/мин, угол скрещивания осей d = 15°, тогда скорость резания (скорость проскальзывания) Vск = 120 sin 15°» 31 м/мин. Зная диаметр шевера и скорость резания Vск, нетрудно определить частоту вращения шевера:
Настройка гитары продольной подачи. Под подачей snp понимают величину перемещения стола в продольном направлении за один оборот заготовки. При минутной подаче SМ и частоте вращения заготовки n3
Sпр=SМ/n3 или SM=Sпрn3
где
n3=nшп(ZM/ZЗАГ)
Уравнение кинематической цепи от электродвигателя до винта t1=6мм
Настройка станка на радиальную подачу. Эта подача осуществляется в конце каждого продольного хода стола. Величина радиальной подачи в мм/ход стола определяется по формуле
где n - число интервалов между соседними упорами; рекомендуется брать
n=1¸3,
|
|
Дата добавления: 2015-06-25; Просмотров: 3664; Нарушение авторских прав?; Мы поможем в написании вашей работы!