КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разработка схемы маршрута
|
|
|
|
1. За основу разработки укрупненного плана обработки корпуса принимается типовая схема последовательности этапов обработки (см. табл. 1.19).
2. В результате анализа простановки размеров (см. рис. 1.16 и 1.32) и технических требований к расположению поверхностей, устанавливается, что основными базами детали являются: поверхность 1 - установочная явная база, ось 1-1 - двойная упорная скрытая база, ось 2-2 упорная скрытая база, используемая для наложения связи, лишающей детали поворота вокруг оси 1-1.
Конструкция детали дает возможность использования при установках заготовки на первых операциях поверхности L (для обработки платиков 1k в размер  ) и поверхностей G и F (для материализации осей 1-1 и 2- 2 соответственно).
) и поверхностей G и F (для материализации осей 1-1 и 2- 2 соответственно).
Имеется также возможность использования отверстий 9k в платиках в качестве специальных технологических баз для установки заготовки по плоскости и двум отверстиям.
3. Выделяются технологические комплексы поверхностей, которые следует обрабатывать с одной установки, исходя из заданной точности их взаимного расположения: комплекс I- поверхности 1k, которые должны лежать в одной плоскости, и торец 2; комплекс II-отверстия 4 и 5 и торец 3; комплекс III - отверстия 6k и торцы 7 и 8.
С учетом удобства обработки с одной установки, постоянства настройки станка и общности кондукторов и установочных приспособлений объединяются в технологические комплексы: комплекс IV-отверстия 9k и 10k; комплекс V - отверстия 11k.
4. Исходя из заданных требований к расположению поверхностей устанавливается следующая последовательность обработки разных технологические комплексов. Сначала обрабатываются поверхности комплекса I, включающие основную установочную явную базу; потом поверхности комплекса II, так как ось 1 - 1 должна быть перпендикулярной к поверхности 1k; затем поверхности комплекса III, поскольку положение оси 2-2 задано относительно плоскости 1k и оси 1-1. После этого можно вести обработку поверхностей комплексов IV а V.
|
|
|
Таким образом, принятая нумерация технологических комплексов соответствует рациональной последовательности включения их в обработку.
Принятые решения о составе технологических комплексов поверхностей и об очередности включения их в обработку с указанием выходных характеристик точности обработанных поверхностей приведены в табл. 1.20.
5. По данным табл. 1.19 устанавливаются ориентировочно для каждого комплекса поверхностей перечень этапов обработки, а для каждой поверхности - число ступеней обработки; подбирается оборудование и разрабатываются схемы установок. Принятые решения занесены в табл. 1.20.
Таблица 1.20
Первый вариант технологического процесса изготовления корпуса редуктора
| Номера комплекса поверхнос-тей | I | II | III | IV | V | |||||||
| Номер поверхнос-ти | 1к | 6к | 9к | 10к | 11к | |||||||
| 9 | ||||||||||||
| Требуемая точность | 17js12 | 42±0,2 | 116±0,5 | Æ180Н7 | Æ62Н7 | Æ62Н7 | 31±0,5 | -0,5 207-1,5 | М12 | М8 | М8 | |
| Число ступеней обработки | ||||||||||||
| Операция (черновая) | 005 Токарная | 010 Токарно-карусельная | 015 Горизонт.- расточная | |||||||||
| Оборудо-вание | ||||||||||||
| Установ | У12 | У21 | У31 | |||||||||
| Число ступеней обраб. | ||||||||||||
| Точность обработки | 17js12 | 42±0,2 | 116±0,5 | IT12 | IT12 | IT12 | 31±0,5 | -0,5 207-1,5 | ||||
Продолжение табл. 1.20
| Операция (получис-товая) | Токарно-карусельная | Горизонт.- расточная | 030 Сверлильная | Свер- лиль-ная | ||||||||
| Оборудо-вание | 2Е52 | 2Е52 | ||||||||||
| Установ | У22 | У32 | ||||||||||
| Число ступеней обраб. | ||||||||||||
| Точность обработки | IT9 | IT9 | IT9 | IT9 | 8H | 8H | 8H | |||||
| Операция (чистовая) | 040 Токарно-карусельная | 045 Горизонт.- расточная | ||||||||||
| Оборудо-вание | ||||||||||||
| Установ | У22 | У32 | ||||||||||
| Число ступеней обраб. | ||||||||||||
| Точность обработки | Æ180Н7 | Æ62Н7 | Æ62Н7 | |||||||||
|
|
|
Каждая из приведенных ниже схем базирования обозначена буквой У и двумя цифрами: первая цифра указывает номер комплекса обрабатываемых поверхностей, вторая – номер варианта схемы базирования.
При обработке первых трех комплексов поверхностей возможны две схемы базирования: по принципу совмещения технологических и конструкторских баз (рис. 1.33,а,б,в) и по принципу постоянства технологических баз (рис. 1.33,б,в).
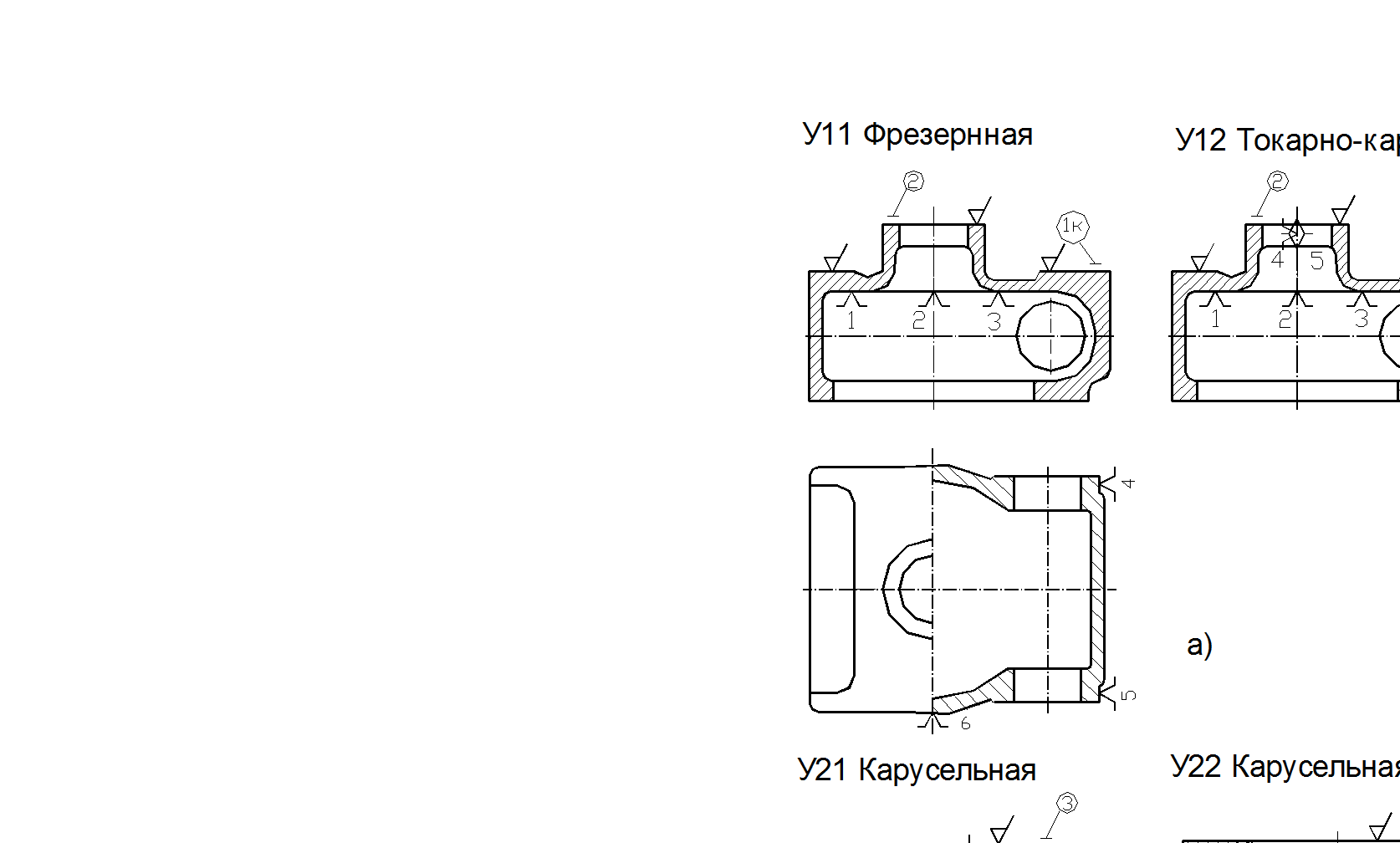
Рис. 1.33. Схемы базирования при обработке поверхностей: а – комплекса I; б – комплекса II; в – комплекса III
На схемах базирования У11 и У12, показанных на рис. 1.33,а, представлены два решения обработки комплекса I поверхностей: фрезерование и обработка на токарно-карусельном станке. При отсутствии продольно-фрезерного станка второе решение предпочтительно: поверхности 1k располагаются в одной плоскости, обеспечивается совмещение переходов за счет использования бокового и верхнего суппортов.
На схемах базирования У21, У22 (рис. 1.33,б) и У31 (рис. 1.33,в) показаны токарно-карусельная черновая и чистовая операции обработки комплекса II поверхностей и расточные операции обработки комплекса III поверхностей при базировании по принципу совмещения технологических и конструкторских баз. Схема У22 предусматривает использование выдвижного пальца для центрирования по отверстию диаметром 62 мм (после закрепления детали палец выводят из отверстия).
Для базирования с соблюдением принципа постоянства технологических баз на схемах установок У23 (рис. 1.33,б) и У32 (рис. 1.33,в) показаны установки заготовки при обработке комплексов II и III поверхностей на разных станках, а на схеме установки У33-при обработке комплексов II и III поверхностей в одну операцию на двух позициях. Очевидно, установки по схемам У23 и У32 не следует применять, так как смещения и повороты заготовки при двукратной установке на два пальца внесут нежелательные погрешности во взаимное расположение поверхностей комплексов II и III. При использовании принципа постоянства баз сразу после обработка комплекса I поверхностей необходимо сверлить и развертывать специальные базовые отверстия. Как показано на схеме установки У41 (рис. 1.34), для выполнения этой операции требуется довольно сложное установочно-зажимное приспособление, применение которого окупается только при достаточно-большом объеме производства.
|
|
|
В табл. 1.20 занесены решения, соответствующие схеме базирования по принципу совмещения технологических и конструкторских баз.
Схема базирования при обработке комплексов IV и V поверхностей (крепежных отверстий) на радиально-сверлильном станке не представляют особого интереса и поэтому не показаны.
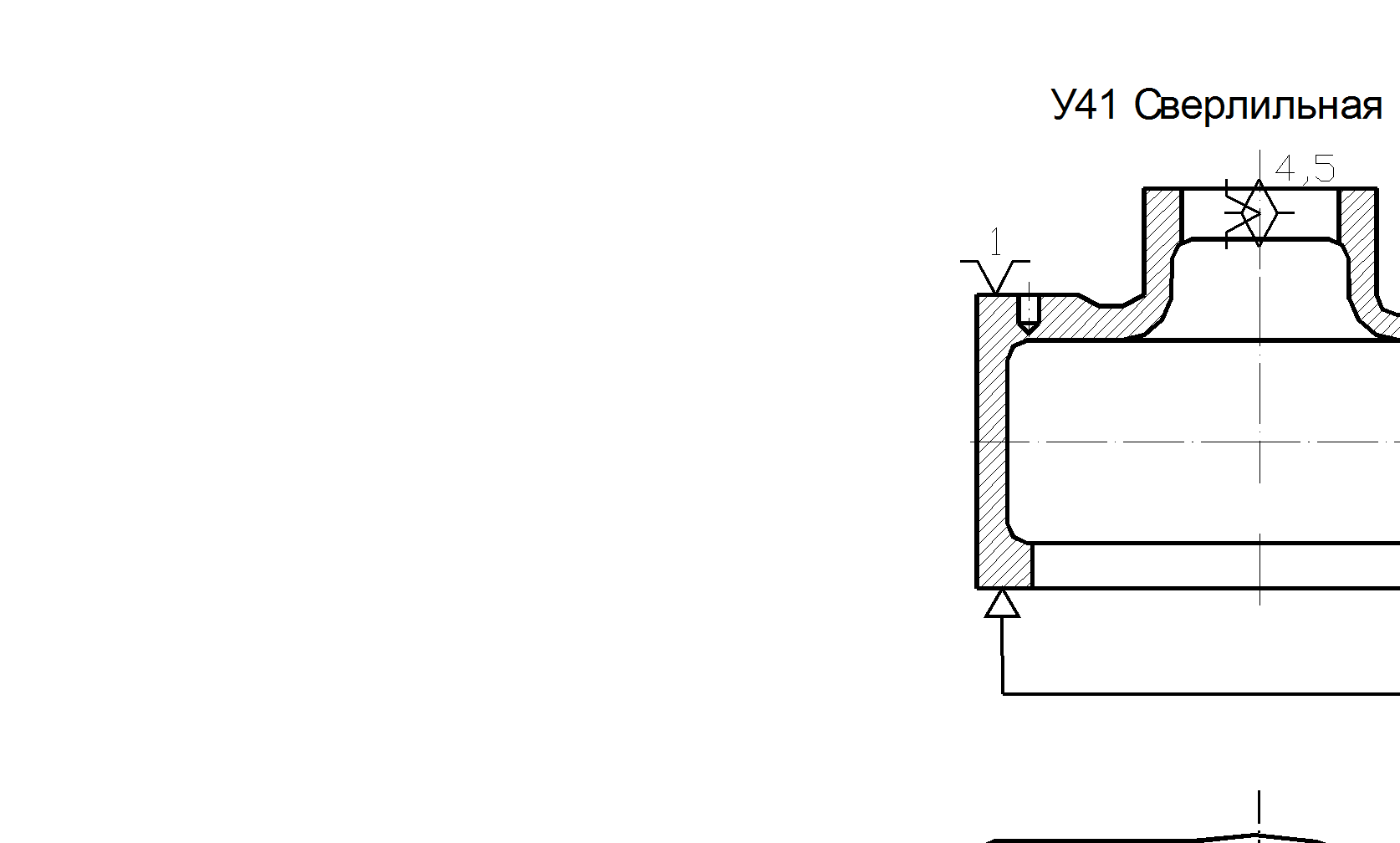
Рис. 1.34. Схем базирования для обработки баз
6. Для корпуса червячного редуктора не требуется включения в технологический процесс специальных операций, обеспечивающих особые характеристики серединных и поверхностных слоев материала детали, весовые параметры и товарный вид.
Высокотемпературный отжиг для снятия внутренних напряжений первого рода можно выполнить до начала механической обработки.
Уменьшение влияния сил закрепления и накопленных тепловых деформаций на точность предусмотрено разделением процесса обработки на три этапа: черновой, получистовой и чистовой.
7. В условия поставки заготовки включается выполнение высокотемпературного отжига для снятия внутренних напряжений первого рода.
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 593; Нарушение авторских прав?; Мы поможем в написании вашей работы!