КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический маршрут изготовления ступицы
|
|
|
|
| Номер операции | Содержание операции | Наименование и модель станка | Номер режущего инструмента | Режим обработки | Время обработки, мин | ||
| V м/мин | S мм/мин | Т0 | Тшт | ||||
| Позиция 1 | Токарный восьми шпиндельный полуавтомат 1К282 | ||||||
| Установить деталь, закрепить и снять | 1,1 | 1,66 | |||||
| Позиция 3 | |||||||
| Зенкеровать отверстие 4*, выдержав размер 1*. | 45,5 | 57,5 | 1,1 | ||||
| Обточить поверхность 3*, выдержав размер 2* | |||||||
| Позиция 5 | |||||||
| Подрезать торец, выдержав размеры 1* и 8* | 108,2 | 31,2 | 1,0 | ||||
| Расточить канавку 3*, выдержав размеры 2* и 7* |
Продолжение табл. 1.29
| Расточить фаску 4*, выдержав угол 5* | Токарный восьми шпиндельный полуавтомат 1К282 | ||||||
| Подрезать торец, выдержав размер 6* | |||||||
| Позиция 7 | |||||||
| Зенкеровать отверстие 1* | 45,8 | 57,5 | 1,05 | ||||
| Обточить поверхность 2* | |||||||
| Позиция 2 | |||||||
| Установить деталь, закрепить и снять | |||||||
| Позиция 4 | |||||||
| Зенкеровать отверстие 2*, выдержав размер 1* | 35,6 | 49,1 | 0,67 | ||||
| Позиция 6 | |||||||
| Расточить канавку 2*, выдержав размеры 1* и 7* | |||||||
| Подрезать торец, выдержав размер 4* | |||||||
| Расточить фаску 3*, выдержав угол 5* |
Продолжение табл. 1.29
| Подрезать торец, выдержав размеры 6* и 8* | Токарный восьми шпиндельный полуавтомат 1К282 | 108,2 | 49,1 | 0,79 | |||
| Позиция 8 | |||||||
| Зенкеровать отверстие 1* | 36,6 | 0,75 | |||||
| Обточить поверхность 2* | |||||||
| Позиция 1 | Специальный вертикально – сверлильный двадцати шестишпиндель-ный с семипозицион-ным поворотным столом | ||||||
| Установить деталь, закрепить и снять | 0,37 | 0,79 | |||||
| Позиция 2 | |||||||
| Сверлить три отверстия 1*, выдержав размеры 2* и 3* | 24,2 | 92,1 | 0,23 | ||||
| Позиция 3 | |||||||
| Сверлить пять отверстий 1* на проход, выдержав размер 2* | 25,2 | 0,37 | |||||
| Позиция 4 | |||||||
| Зенкеровать пять отверстий 1* на проход | 13,5 | 0,23 | |||||
| Позиция 5 |
|
|
|
Продолжение табл. 1.29
| Зенкеровать пять фасок 1*, выдержав угол 2* | Специальный вертикально – сверлильный двадцати шестишпиндель-ный с семипозицион-ным поворотным столом | 15,1 | 0,26 | ||||
| Позиция 6 | |||||||
| Развернуть пять отверстий 1* на проход | 0,19 | ||||||
| Позиция 7 | |||||||
| Нарезать резьбу 1* в трех отверстиях, выдержав размер 2* | 2,5 | 0,15 | |||||
| Левые головки | Горизонтальный двусторонний четырех шпиндельный алмазно-расточной 2706 | ||||||
| Расточить отверстие 1*, выдержав технические требования 4* и 10* | 43,2 | 0,60 | |||||
| Подрезать торец, выдержав размер 2* и техническое требование 3* | |||||||
| Правые головки | |||||||
| Расточить отверстие 8*, выдержав технические требования 4* и 10* | 33,6 | 1,66 |
Продолжение табл. 1.29
|
|
|
| Расточить отверстие 7*, выдержав размер 9* и техническое требование 6* | Горизонтальный двусторонний четырех шпиндельный алмазно-расточной 2706 | ||||||
| Подрезать торец, выдержав размер 9* и техническое требование 5* | |||||||
| Промыть деталь и обтереть ветошью. Продуть внутреннюю полость сжатым воздухом | 0,3 | 0,31 | |||||
| Контрольная |
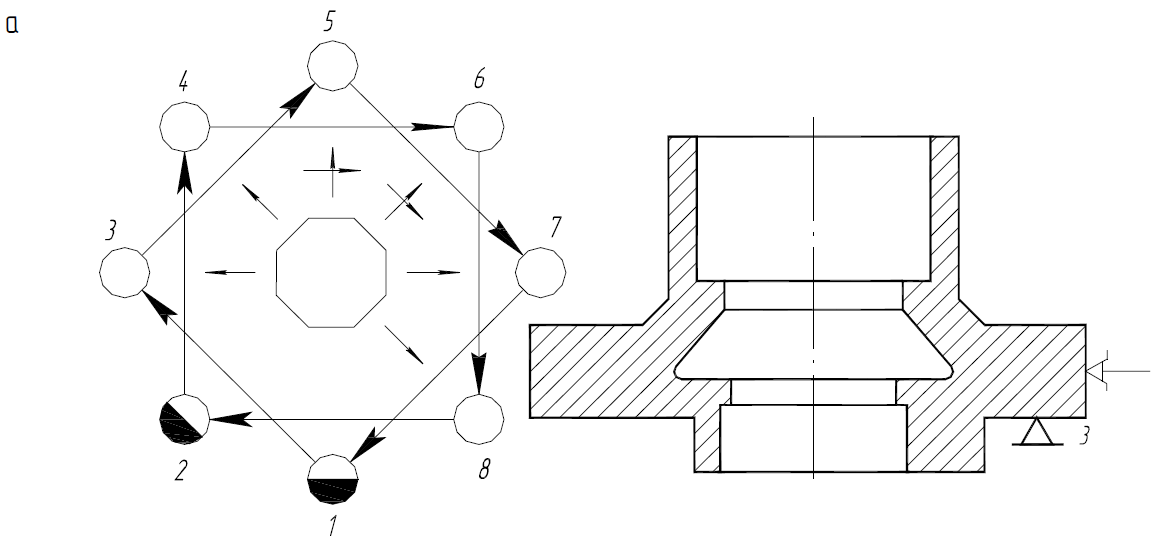
Рис 1.63. Операция 1: а – позиция 1
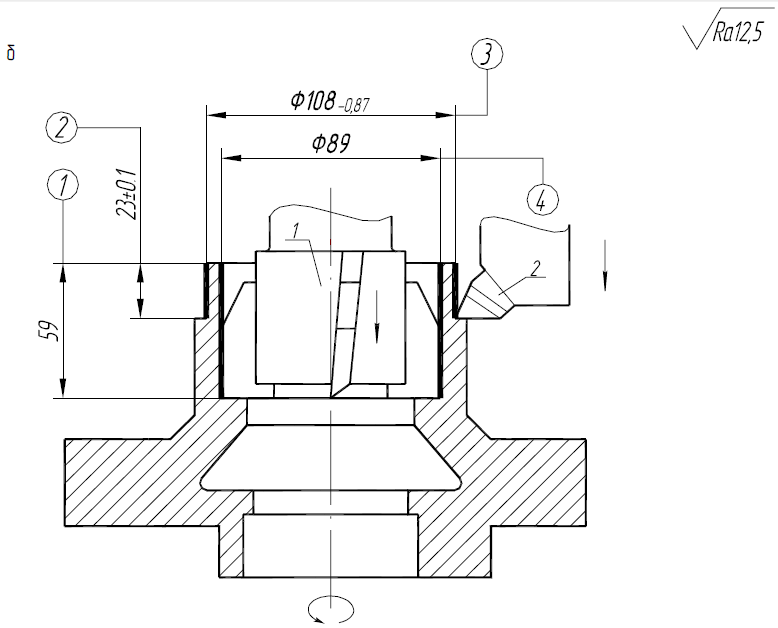
Рис 1.63. Операция 1: б– позиция 3
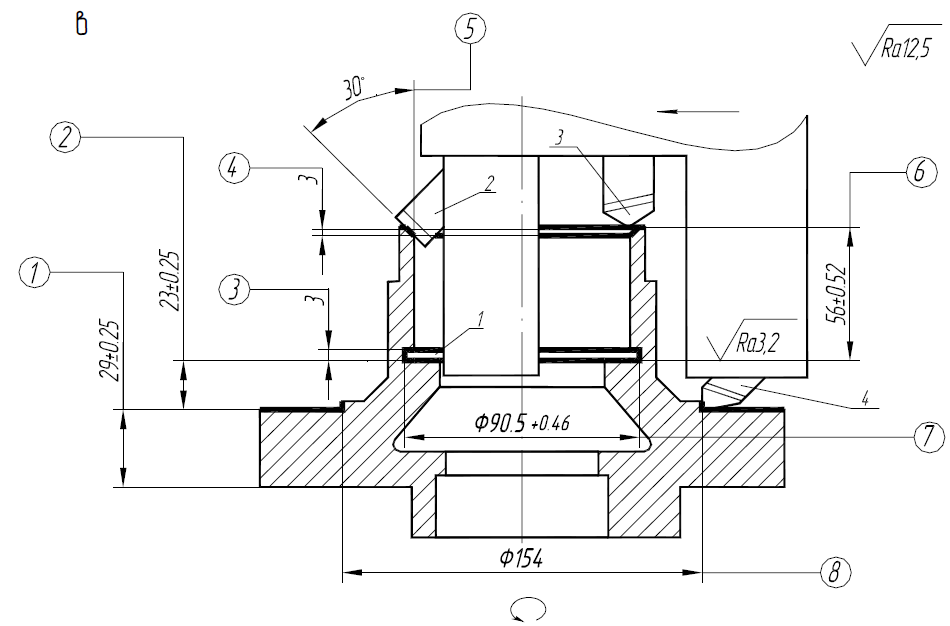
Рис 1.63. Операция 1: в – позиция 5
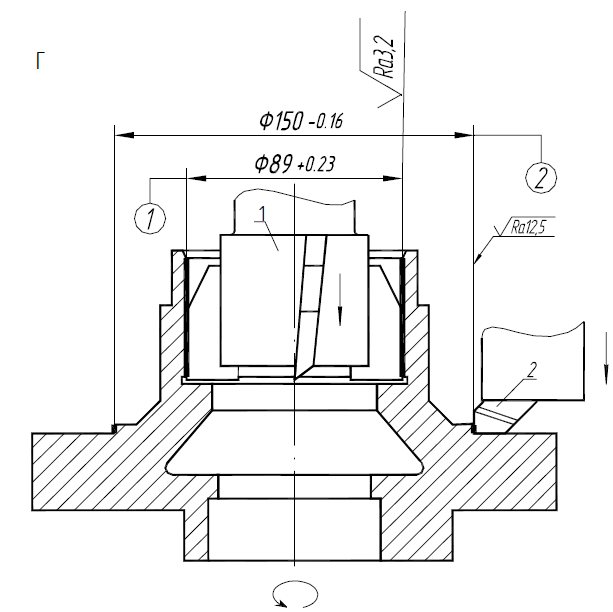
Рис 1.63. Операция 1: г – позиция 7
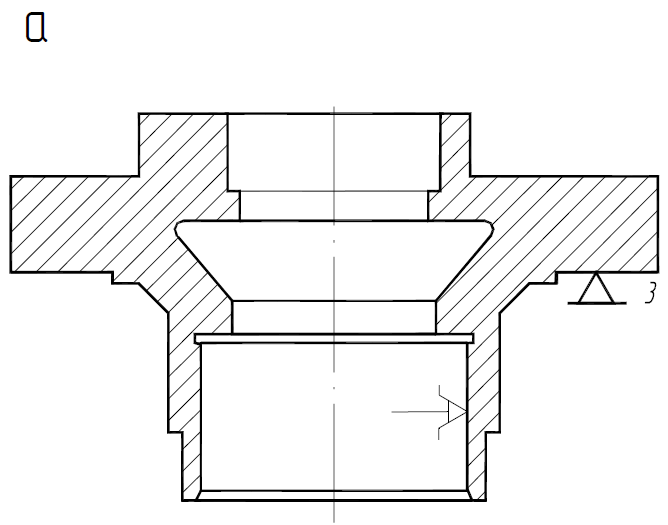
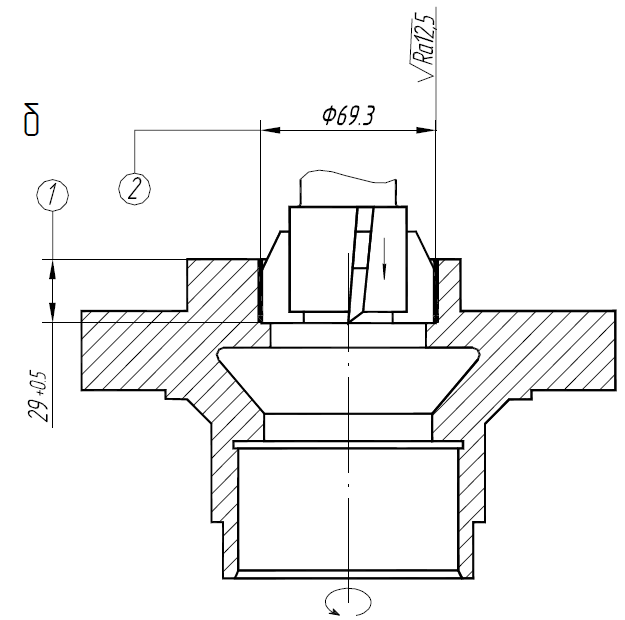
Рис 1.64. Операция 1: а – позиция 2; б– позиция 4
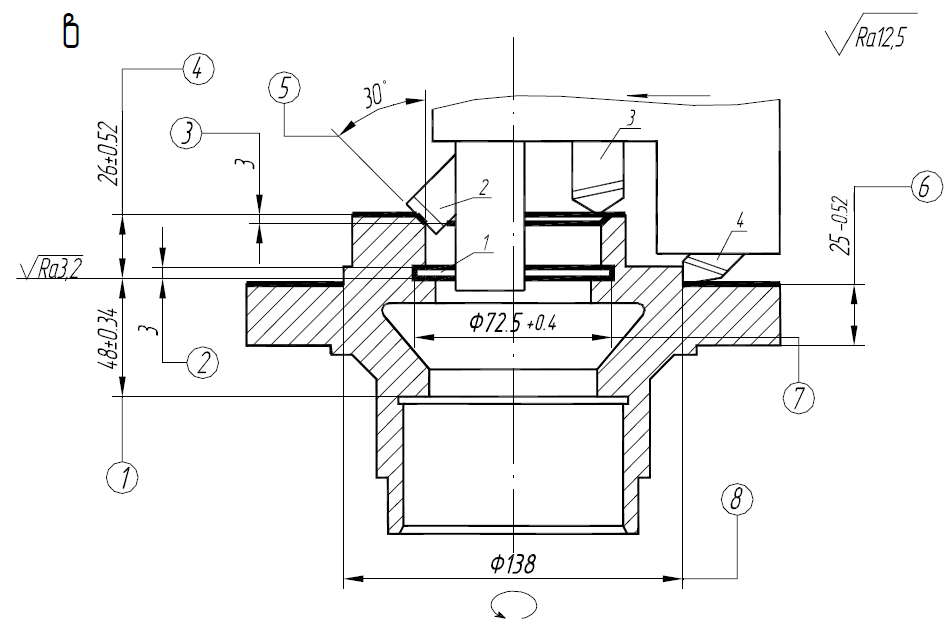
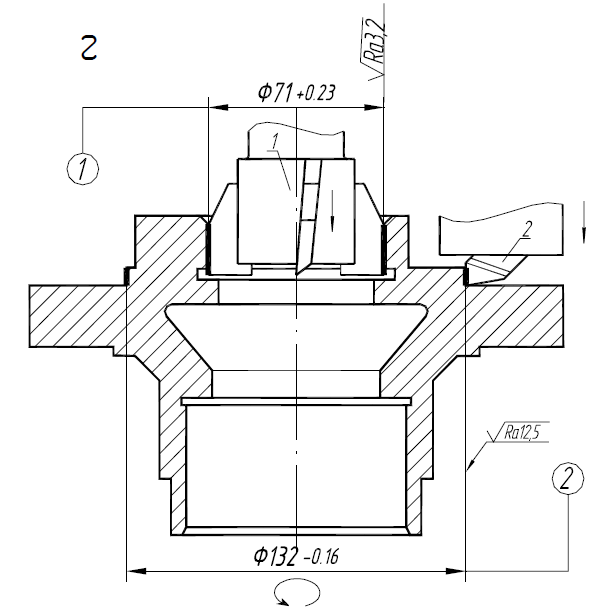
Рис 1.64. Операция 1: в – позиция 6; г – позиция 8
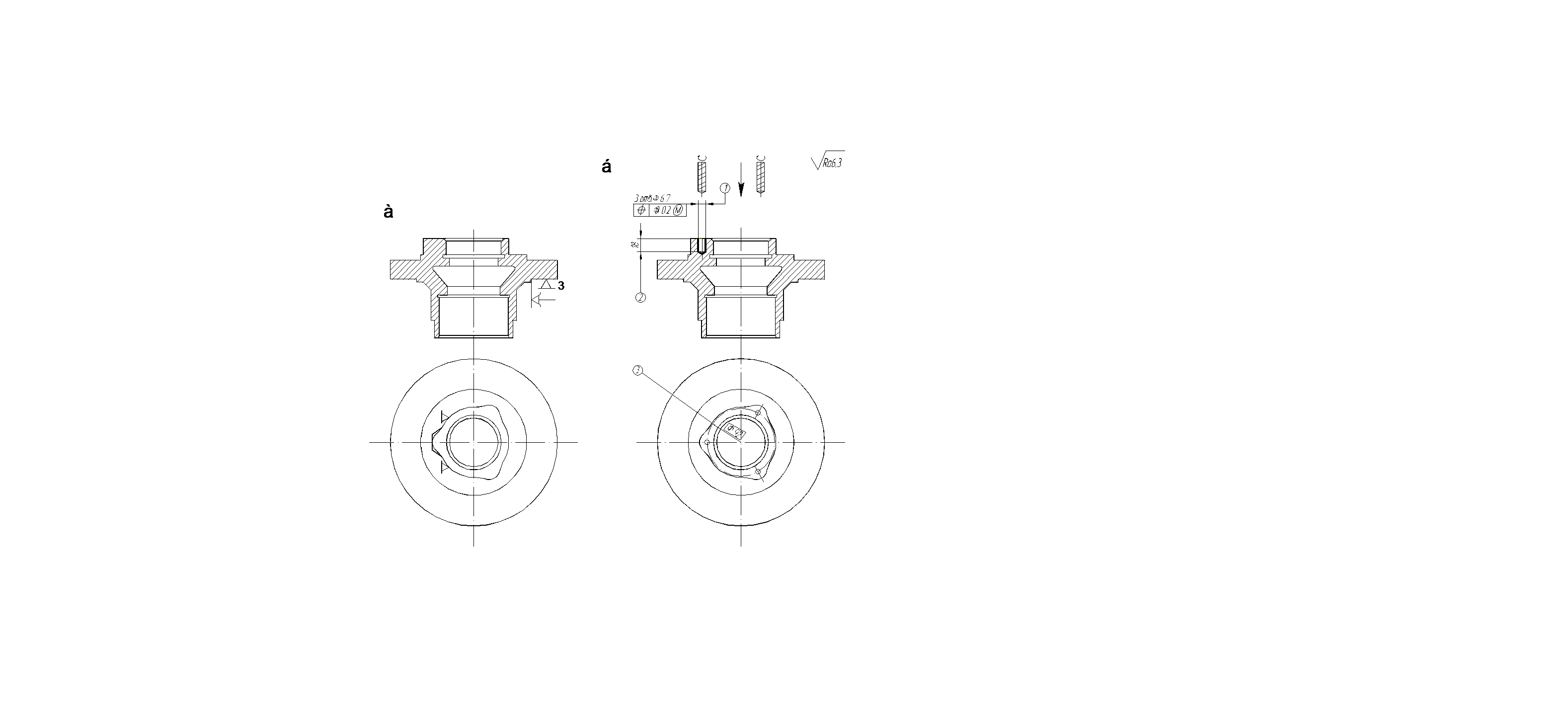
Рис. 1.65. Операция 2: а – позиция 1; б– позиция 2
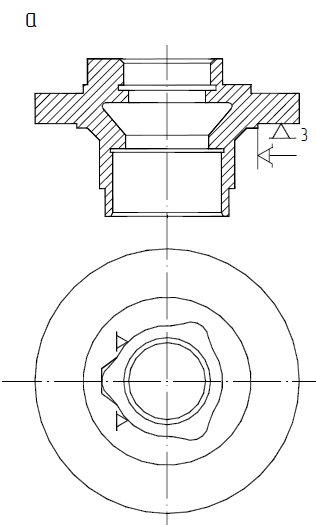
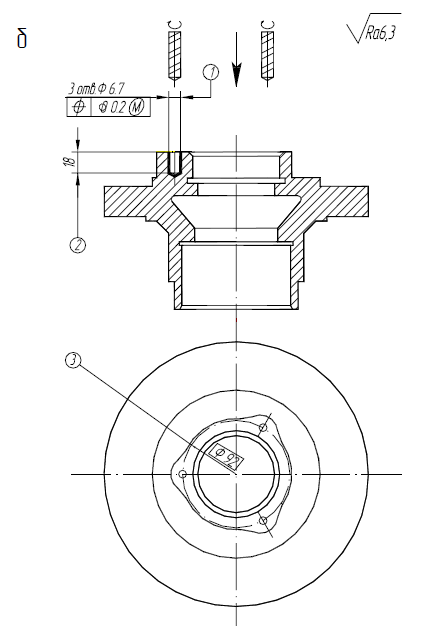
Рис. 1.65. Операция 2: а – позиция 1; б– позиция 2
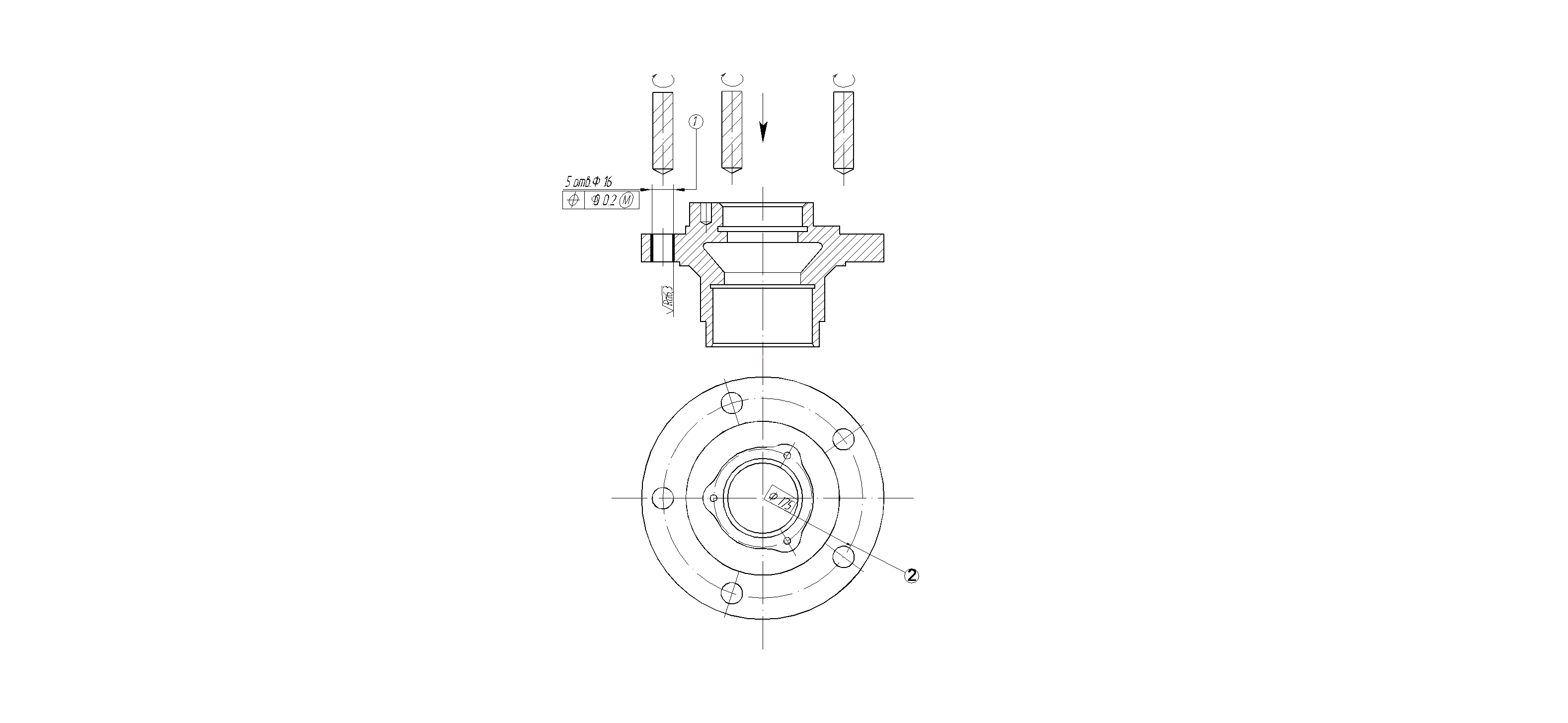
Рис. 1.66. Операция 2: а – позиция 3
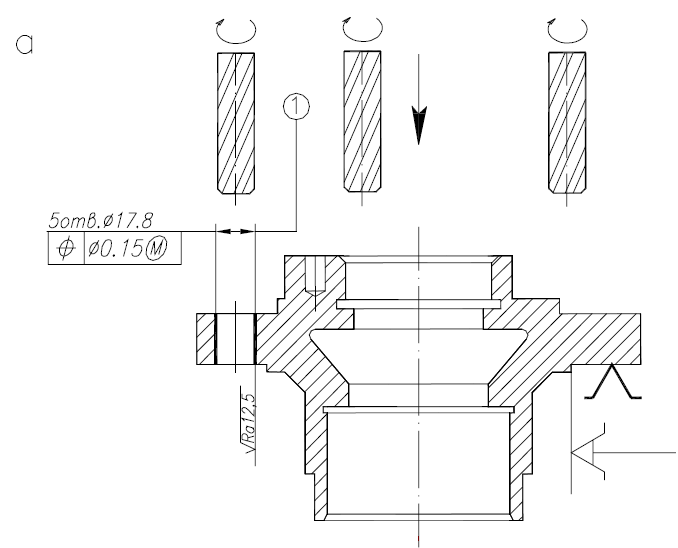
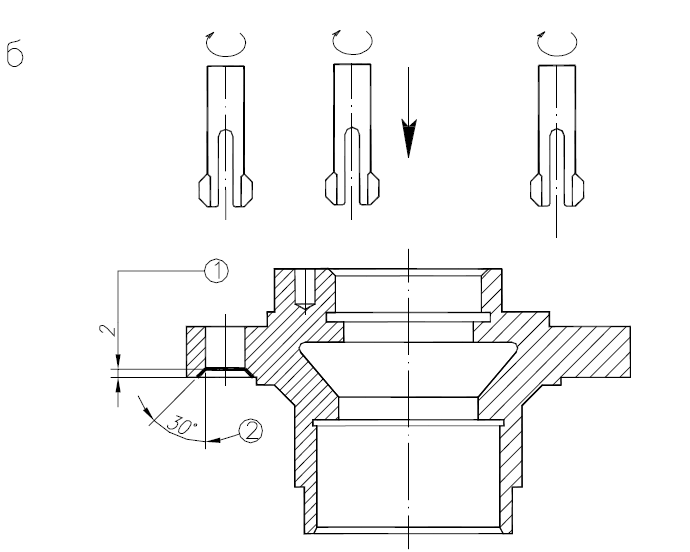
Рис. 1.67. Операция 2: а – позиция 4; б– позиция 5
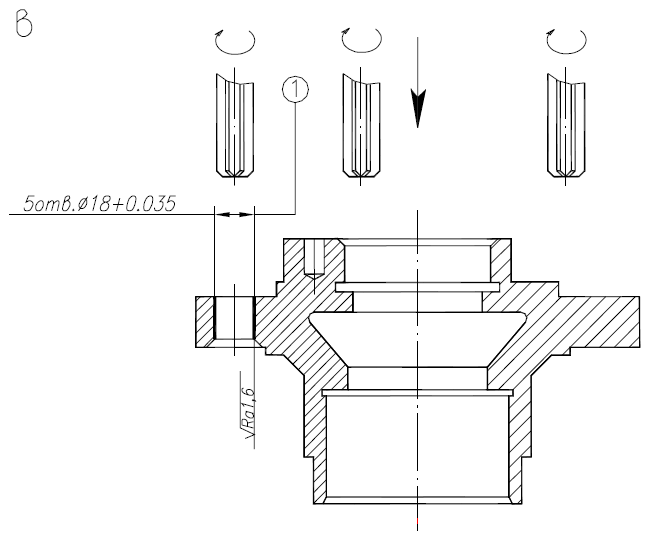
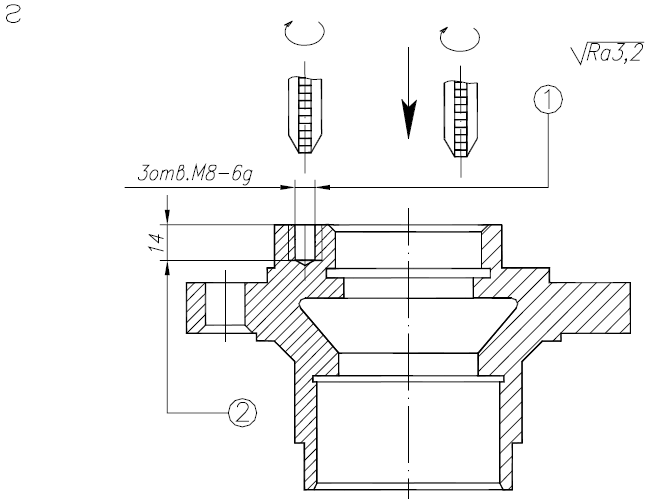
Рис. 1.67. Операция 2: в – позиция 6; г – позиция 7
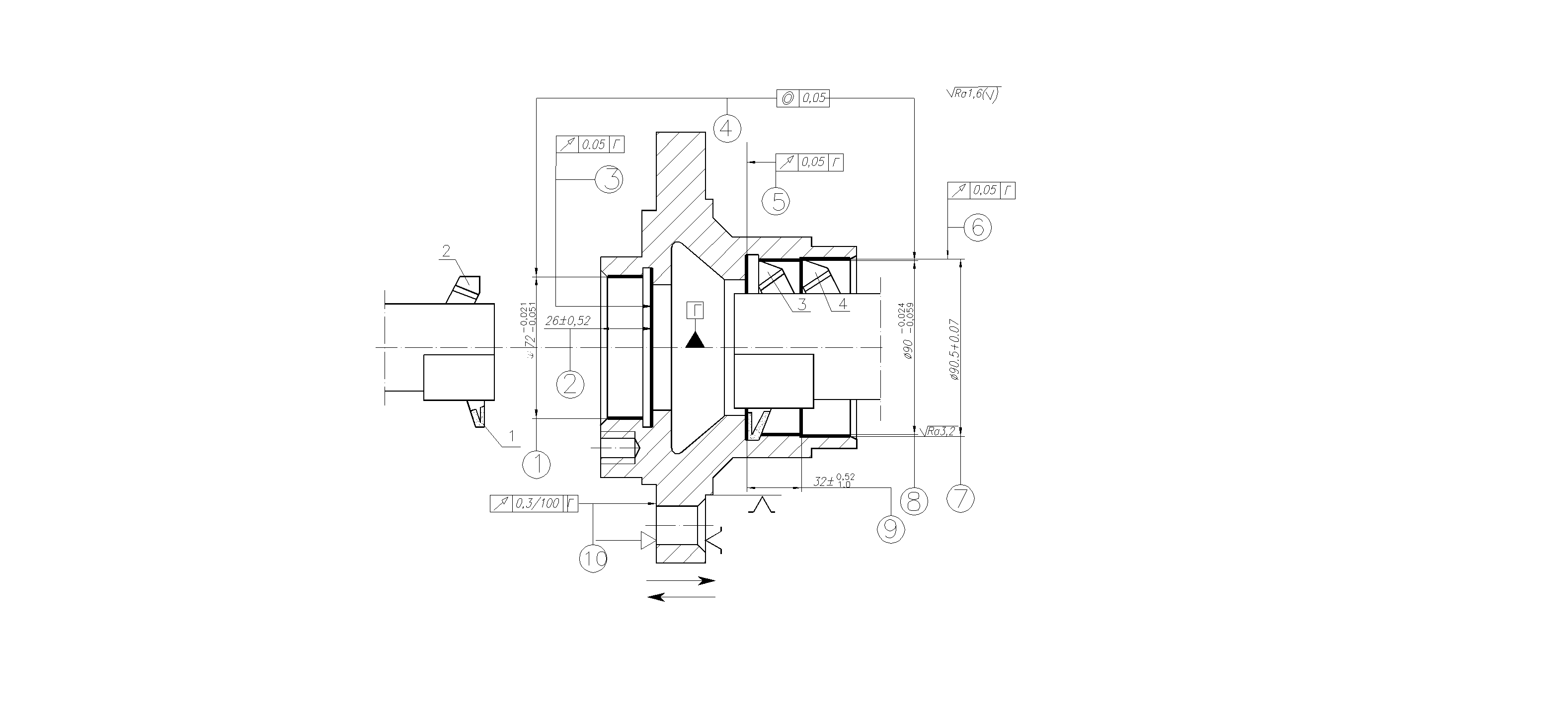
Рис. 1.68. Операция 3
Технические требования по точности взаимного расположения поверхностей обеспечиваются принятым порядком базирования и совместной обработкой взаимосвязанных поверхностей. Допустимое отклонение от соосности отверстий под подшипники и отверстия Æ90,5 обеспечивается за счет одновременной обработки их на двустороннем четырехшпиндельном алмазно-расточном станке с одного установа. При базировании заготовки по фланцу А обеспечивается требование, заданное его торцовым биением относительно общей оси отверстий под подшипники. Точность расположения поверхностей Б предварительно обеспечивается за счет обработки на восьмишпиндельном токарном полуавтомате одновременно с пор верностью А с одного установа. Точность расположения поверхности В обеспечивается за счет базирования на поверхность А. Окончательно эти требования обеспечиваются при алмазной расточке отверстий Æ72 и 90 путем подрезки торцов Б и В.
В технологическом процессе применяются твердосплавные и быстрорежущие инструменты. Материал режущей части резцов при черновой обработке - ВК6, при чистовой - ВК6М; материал сверл - Р6М5.
Основные размеры (Æ72 Ei=-0.021,Es=-0,051, Æ90 Ei=-0,024, Es=0,059) подвергаются 100%-ному контролю при помощи индикаторных нутромеров. Обеспечение технических требований проверяется индикаторным приспособлением при объеме контроля 50%. Остальные размеры контролируются предельными калибрами. Объем контроля - 10…50 %.
|
|
|
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 3400; Нарушение авторских прав?; Мы поможем в написании вашей работы!