КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Регулирование технологического процесса при контроле по альтернативному признаку
|
|
|
|
ЛАБОРАТОРНАЯ РАБОТА № 2
Цель работы - получение практических навыков проведения статистического управления качеством продукции путем регулирования технологических процессов при контроле по альтернативному признаку
1. Общие положения
1.1. Статистические методы регулирования технологических процессов при контроле по альтернативному признаку
При контроле по альтернативному признаку о разладке технологического процесса судят либо по числу единиц дефектной продукции, либо по числу дефектов.
Увеличение любого из этих значений сверх допустимых норм свидетельствует о разладке процесса.
Статистическое регулирование при контроле по альтернативному признаку осуществляется в соответствии с планом контроля. Планом контроля определяется параметры: объем выборки n, браковочное число d, период отбора выборок τ. План контроля принимается с учетом результатов предварительного исследования состояния техпроцесса: чем лучше состояние процесса, тем меньше средний уровень дефектности продукции и тем реже происходит его разладка.
Средний уровень дефектности P оценивают по результатам сплошного или выборочного контроля. На контроль рекомендуется принимать не менее десяти партий. При сплошном контроле получают наиболее точную оценку среднего уровня дефектности, при выборочном контроле получают менее точную оценку, но выигрывают в трудоемкости контроля. Объем выборочного контроля должен составлять не менее 0,1 от объема сплошного контроля. Оценка среднего уровня дефектности (доли дефектной продукции) по всем партиям выборки определяется по формуле
 (1)
(1)
где k – число проконтролированных партий,
p – доля дефектных единиц продукции или дефектов, обнаруженных
|
|
|
в партии,
n – число проконтролированных единиц продукции в партии.
При систематическом проведении контроля продукции необходимо знать на основе опыта примерный уровень дефектности продукции.
Рассмотрим на конкретном примере порядок статистического регулирования процесса при контроле числа дефектов pn. Допустим, что в цехе листовой штамповки решено перевести операцию штамповки планки опоры барабана комбайна на статистическое регулирование для обеспечения стабильного качества продукции. Основным контролируемым параметром является масса планки опоры после штамповки. В зависимости от результатов контроля планка признается либо годной, если ее масса соответствует установленным требованиям, либо дефектной, если нет такого соответствия.
Предлагаемая задача решается в несколько этапов.
1-й этап. Проведем предварительное исследование состояния данного техпроцесса. Для этого необходимо получить оценку среднего уровня дефектности pn. Чем меньше будет значение pn, тем лучше технологический процесс и выше качество изготавливаемых деталей. Для получения оценки pn необходимо иметь достаточно большой объем информации. Учитывая, что планки изготавливаются партиями по 1500 штук, определим объем выборки для контроля по таблице 1. Из трех уровней контроля принимаем третий, так как первые два рассчитаны на усеченные объемы выборок, связанные с большой трудоемкостью контрольных операций.
Таблица 1- Код объёма выборки контроля
| Объем партии | Уровни контроля | ||
| II | III | ||
| 26-50 | C | C | D |
| 51-90 | C | C | E |
| 91-150 | D | D | F |
| 151-280 | E | T | G |
| 281-500 | E | F | H |
| 501-1200 | F | G | J |
| 1201-3200 | G | H | K |
| 3201-10000 | G | J | L |
| 10001-35000 | H | K | M |
Тогда код объема выборки соответствует индексу «К». По таблице 2 по установленному коду «К» выбираем объем выборки в одной серии равной 125 изделиям.
Таблица 2 – Объём выборки контроля
|
|
|
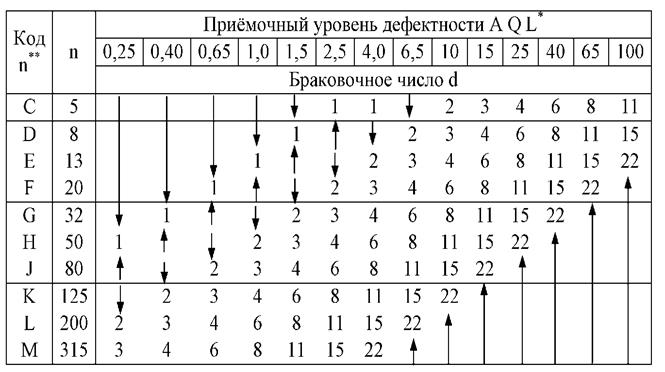
* Приёмочный уровень дефектности, превышающий значение 10, используется только для статистического регулирования с помощью контрольной карты числа дефектов (С-карты), и только в этом случае A Q L измеряется числом дефектов на 100 единиц продукции.
** Объём выборки (n).
Примечание:  - используют первое значение d под стрелкой и соответственно ему выбирают объём выборки;
- используют первое значение d под стрелкой и соответственно ему выбирают объём выборки;
 - используют первое значение d над стрелкой и соответственно ему выбирают значение n.
- используют первое значение d над стрелкой и соответственно ему выбирают значение n.
В табл. 3 приведены результаты выборочного контроля планок после штамповки в 25 сериях по 125 планок в каждой.
Таблица 3 –Результаты выборочного контроля
| № серии | Объем выборки, n | Число дефектных изделий, pn | № серии | Объем выборки, n | Число дефектных изделий, pn |
| Итого |
Определим среднюю долю дефектных изделий p по всем 25 сериям по
формуле (4.1):

Если такой процент брака считается приемлемым, то его значение используется в качестве исходного при выборе приемочного уровня дефектности продукции. По табл. 4.2 выбираем ближайшее к 2,18% значение допустимого уровня дефектности (AQL) равное 2,5.
Вычислим среднее число дефектных изделий в серии, соответствующее положению центральной линии (СL) pn-карты:
CL = p n = 0,0218·100 = 2,18.
Найдем верхние (UCL) и нижние (LCL) контрольные границы рассеяния числа дефектных изделий по формулам:


Вычислим значения контрольных границ по вышеприведенным формулам:


Нижнюю границу рассеяния можно и не рассчитывать, так как нас интересует только превышение доли дефектных изделий, а не снижение.
Учитывая, что значение pn в точке 24 выходит за пределы верхней границы, можно принять, что это отклонение вызвано не общими причинами технологической системы, а специальными (внешними), и отбросить это значение в окончательном расчете pn.
Тогда
|
|
|

Пересчитаем значение верхней контрольной границы.

2-й этап. Построим контрольную pn-карту с учетом вычисленных значений pn и UCL (рис. 4.1).
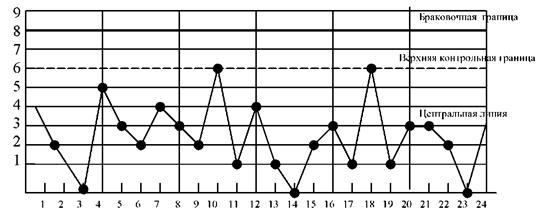
Рис. 1. pn – карта.
Выбираем план контроля. Поскольку известны объем выборки и приемочный уровень контроля (AQL), то из табл. 2 находим значение браковочного числа d = 8. Наносим на график pn – карты величину браковочного числа.
Анализ pn-карты, показывает, что среднее число дефектов в серии в основном располагается у центральной линии в пределах контрольных границ.
Одновременно наблюдается приближение к верхней контрольной границе точек 10 и 18. Учитывая достаточно тесное расположение значений pn относительно центральной линии, можно утверждать, что состояние процесса в целом контролируемое, а технологическая система процесса штамповки планок в основном устойчива к возмущениям. Одновременно учитывая, что верхняя граница рассеяния pn ниже значения браковочного числа d = 8, то можно сделать вывод, что выбранный план контроля приемлем, и корректировка процесса не требуется.
2. Содержание работы
В ходе выполнения работы студент определяет объем выборки для контроля технологического процесса в соответствии с вариантом задания, рассчитывает среднее число дефектных изделий в серии, нижние и верхние контрольные границы рассеяния числа дефектных изделий, строит контрольную pn-карту с учетом вычисленных значений pn и UCL, выбирает план контроля и проводит анализ pn-карты.
3. Техника проведения эксперимента
1. Ознакомиться с настоящим описанием.
2. Получить от преподавателя вариант задания лабораторной работы.
3. Подготовить таблицу по форме табл. 3.
4. Определить объем выборки для контроля по табл. 1.
5. Определить среднюю долю дефектных изделий p по всем 25 сериям по
формуле (1):

5. Если полученный процент брака считается приемлемым, то его значение использовать в качестве исходного при выборе приемочного уровня дефектности продукции.
6. Выбрать в табл. 2 ближайшее значение допустимого уровня дефектности (AQL).
7. Вычислить среднее число дефектных изделий в серии, соответствующее положению центральной линии (СL) pn-карты:
|
|
|
CL = p n.
8. Вычислить верхние (UCL) и нижние (LCL) контрольные границы рассеяния числа дефектных изделий по формулам:


9. Построить контрольную pn-карту с учетом вычисленных значений pn и UCL.
10. Выбирать план контроля. По известным объему выборки и приемочному уровню контроля (AQL), из табл. 4.2 найти значение браковочного числа.
11. Нанести на график pn – карты величину браковочного числа.
12. Провести анализ pn-карты.
4. Содержание отчета
Отчет о выполненной работе должен включать в себя следующие обязательные элементы:
1. Титульный лист, выполненный по форме, приведенной в приложении 1.
2. Цель работы, эскиз объекта контроля.
3. Таблицу с количеством дефектных изделий (pn) в выборках.
4 Контрольные карты.
5 Анализ контрольных карт. Заключение о состоянии регулируемого ТП.
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 907; Нарушение авторских прав?; Мы поможем в написании вашей работы!