КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности технологии односторонней контактной точечной сварки
|
|
|
|
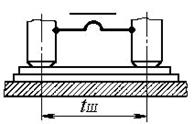
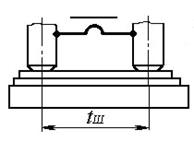
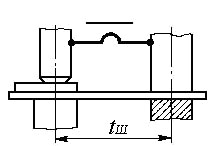
Односторонняя сварка может вып-ся по нескольким схемам. Св-й транс-р располагается с одной стороны детали или с двух ее сторон. За один цикл получают обычно две точки. В некоторых случаях – одну.
| 
| 
|
| а) | б) | в) |
| Рис. 3.14. Схемы односторонней сварки: а – на диэлектрической подкладке; б – на медной подкладке; в – одноточечная сварка. |
При односторонней св-ке обеспеч-ся высокая производит-ть, снижение потребляемой эл-й мощности за счет малых размеров св-го контура машины, а также уменьшение деформации деталей.
|
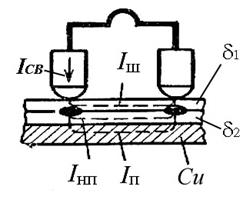
| Рис. 3.15. Схема односторонней сварки с токоведущей подкладкой |
На рис. 3.15 предст-на схема односторонней сварки с токоведущей медной подкладкой, которая наиболее часто прим-ся в пр-ве. Через верхнюю деталь протекает ток шунтир-я I ш, который снижается при увеличении ρ о металла верхней детали и шага точек, при уменьшении соотношения δ1/δ2 и ρ о токоведущей подкладки. Последняя, как правило, изготовляется из меди. Увеличение шага точек вызывает рост потребляемой эл-й мощности и часто создает трудности при конструировании св-х узлов.
Через нижнюю деталь протекает ток I нп, а через токоведущую подкладку – ток I п. Сварочный ток I св = I нп. + I п.
Частично уменьшить I ш удается, применяя режим сварки с предварит-м подогревом.
|
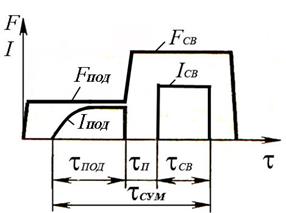
На рис. 3.16 представлена рекомендуемая многими авторами циклограмма процесса односторонней сварки с предварительным подогревом.
Модулированный импульс тока I под разогревает металл верхней детали на длине t ш и увелич-т полное сопрот-е шунта Z ш, а второй импульс I св формирует две св-е точки при пониженном I ш.
Между парам-ми процесса св-ки с подогревом существуют следующие зависимости:
|
|
|
I под = (0,4…0,7) I св ; τ под = (0,25…0,35) τ сум; τ п = (0,2…0,3) τ сум; F под = (0,2…0,3) F св
Схемы односторонней сварки часто используются в многоточечных машинах в тракторостроении, автомобиле- и сельхозмашиностроении, где односторонний доступ и малые размеры сварочного контура удобны для компоновки электродов.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1229; Нарушение авторских прав?; Мы поможем в написании вашей работы!