КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Пути снижения глубины вмятин от электродов при контактной точечной сварке на лицевых поверхностях
|
|
|
|
Причинами образ-я вмятин чрезмерной глубины могут быть малый диаметр контактной поверхности электрода, большой сварочный ток или время его протекания, неправильная установка электродов, большое усилие проковки, выплески расплавленного металла и т. д. Место соединения обычно покрывается пластмассой или заполняется припоем. Для уменьшения глубины вмятин от электродов с одной стороны изделия прим-ся несколько способов “бесследной” сварки, которые закл-ся в увел-и со стороны лицевой пов-ти контактной пов-ти одного из эл-дов или введении между эл-дом и деталью пластинки из медных сплавов. Плотность тока в контакте электрод-деталь со стороны лицевой поверхности уменьшается. Для получения на лицевой поверхности детали минимального отпечатка в электроде с увеличенной рабочей поверхностью иногда делают небольшую лунку.
Эф-м способом повышения износостойкости электрода с увел-й площадью контакта и, соотв-но, уменьш-я глубины вмятины на лицевых пов-х изделий явл-ся изменение условий его охлаждения. Возможно прим-е способа контактной точ-й сварки с двухстор-м обжатием околоточ-й зоны.

|
Для уменьшения глубины вмятин перспективно применение технологии точечной сварки с двухстор-м обжатием периферийной зоны соединения. Значит-му уменьшению степени пластич-й деформации лицевых пов-й изделий способствует создание такого напряженно-деформированного состояния металла зоны соед-я, которое препятствует деформации в радиальном и осевом направлениях и увелич-т сопрот-е пластич-му течению металла из зоны св-го соед-я к периферии св-й точки.
Для улучшения качества лицевых поверхностей изделий в случае, когда электродное устройство обеспеч-т независимое приложение усилия обжатия F ОБЖ периф-й зоны, могут прим-ся различные циклограммы процесса сварки.
|
|
|
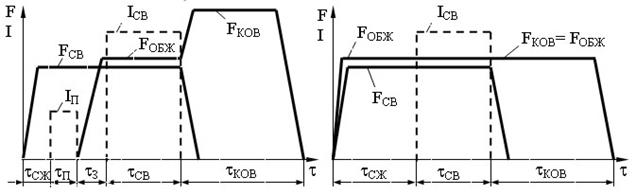
а) б)
Рис. 3.20. Циклограммы процесса точечной сварки с обжатием периферийной зоны
В начале цикла сварки детали в течение некоторого времени t сж сжимаются токоподводящими сварочными электродами с целью образования начального контакта и стабилизации начальных контактных сопротивлений. После окончания времени сжатия t сж через детали пропускают импульс тока подогрева I П в течение времени t П. Усилие обжатия F ОБЖ прикладывается сразу же после выключения тока I П. Затем через промежуток времени t З включается сварочный ток I св, который действует в течение времени t сВ. Время задержки t З учитывает инерционность привода сжатия и обеспечивает включение I св сразу же после приложения усилия F ОБЖ. Усилие сжатия F СВ снимается одновременно с выключением сварочного тока I св в момент образования сварной точки требуемых размеров.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 910; Нарушение авторских прав?; Мы поможем в написании вашей работы!