КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контрольная
|
|
|
|
Моечная
060 Химическая (термохимическая, гальваническая или др.) Обеспечивает нанесение требуемого по ТУ на чертеже покрытия.
4. Зубчатые колёса
Конструкции, материалы, термообработка
Зубчатые колёса подразделяются на цилиндрические, конические и червячные.
По конструктивному признаку [5], существенно влияющему на технологию механической обработки, цилиндрические зубчатые колёса можно подразделить на:
· одновенцовые (рис. 4.1 а) без ступицы и со ступицей, а также многовенцовые (рис. 4.1 б) с гладким или шлицевым отверстием, длина которого превышает диаметр (l / d > 1);
· одновенцовые плоские (рис. 4.1 в) типа дисков, включая насадные зубчатые венцы (рис. 4.1 г), закрепляемые на ступице, имеющие l / d < 1;
·. вал – шестерни (рис. 4.1 д). (См. типовые маршруты обработки валов п. 2)
У цилиндрических колёс зубья выполняют прямыми, спиральными (косозубыми) или шевронными.
Обработка зубчатых колёс разделяется на два основных этапа: обработку до нарезания зубьев и обработку зубчатого венца. Задачи первого этапа в основном аналогичны задачам, решаемым при обработке деталей классов: диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (вал – шестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки корпуса зубчатого колеса.
На построение технологического процесса обработки зубчатых колёс оказывают влияние:
- форма и габаритные размеры;
- форма и расположение зубчатого венца и количество венцов;
- степень точности зубчатого венца;
- материал колеса и его физико-механические свойства;
- наличие и вид термической или термохимической обработки, а также уровень деформаций, возникающий при ее выполнении;
|
|
|
- объём выпуска.
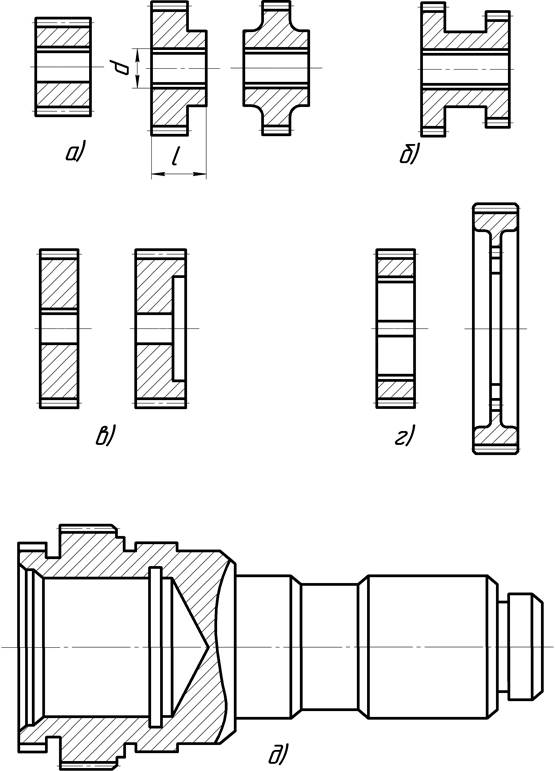
Рис. 4.1. Конструктивные разновидности зубчатых колес: а - одновенцовые и б – многовенцовые, имеющие l / d > 1; в – одновенцовые типа дисков и г – насадные венцы, имеющие l / d < 1; д – зубчатые валы-колеса (валы-шестерни) [5]
Таблица 4.1
Достигаемая точность и шероховатость зубчатого венца для разных вариантов последовательности технологических операций зубообработки
| № варианта | Технологическая операция | ||||
| Зубофрезерная Зубодолбежная | Шевинговальная | Термическая (цементация, закалка) | Шлифо-вальная | Хонинго-вальная | |
| Степень точности и шероховатость зубчатого венца R а, мкм | |||||
| 6…9степень точности, R а =2…10 мкм | 5…7 степень точности, R а = 1…3 мкм | 6…8степень точности, R а = 1…3 мкм | - | - | |
| - | - | ||||
| - | 7…10степень точности, R а = 2…10 мкм | - | 6…9степ. точности, R а = 0,5…1,5 мкм | ||
| - | 3…5степ. точности, R а = 0,5…1,5 мкм | - | |||
| - | 3…5степ. точности, R а = 0,5…1,5 мкм | 3…5 степ. точности, R а = 0,1…0,2 мкм |
Примечание:
1. Последовательность операций соответствует последовательности столбцов слева направо.
2. Если операция не выполняется в соответсвующей графе стоит прочерк.
Наибольшее влияние на протяжённость технологического маршрута оказывает степень точности зубчатого венца. При изготовлении зубчатых колес, особенно высокоточных, механическая обработка должна чередоваться с операциями термической и термохимической обработки для снятия внутренних напряжений, достижения требуемых физико-механических свойств всего изделия или поверхностного слоя, а количество финишных операций, касающихся обработки технологических баз и зубчатого венца (табл. 4.1), значительно возрастает.
Наиболее часто зубчатые колеса изготавливают из конструкционных и легированных сталей, таких как сталь 15, 20, 40, 45, 50, 55ПП, 12ХН2, 12ХН3, 18ХГМ, 18ХГ, 18ХНВА, 20Х, 35Х, 40Х, 50Х, 20ХН,, 20ХНМ, 40ХФ2, 40ХН, 12ХН3А, 12Х2Н4А, 18ХГТ, 25ХГТ, 30ХГТ, 19ХГН, 20ХН3А, 20ХМ, 38ХМЮА, 38Х2МЮА, 15ХГН2ТА, 18Х2Н4МА, 25ХГНМТ. Применяют сырые и термообработанные зубчатые колеса. Изделия из высокоуглеродистых сталей подвергают как объемной закалке, так и локальной (поверхностной) закалке (HRC 45…60) наиболее ответственных поверхностей с использование нагрева ТВЧ на глубину 1,5…5,0 мм. При этом на поверхностm зубьев имеет твердость HRC 32…63, сердцевина - HRC 32…42[17].Зубчатые колеса, изготовляемые из низкоуглеродистых сталей, цементируют или нитроцементируют на глубину 0,7…1,2 мм и после закалки и отпуска получают твердость поверхности HRC 52…60. Зубчатые колеса из азотируемых сталей азотируют на глубину 0,3…0,5 мм, обеспечивая твердость поверхностей HRC 40…58[17].
|
|
|
В отдельных случаях зубчатые колеса изготавливают из серого чугуна (СЧ-15, СЧ-21), бронзы (Бр. ОЦС 6-6-3, Бр. ОФ 10-0,5), пластмасс, слоистых пластиков, металлокерамики.
Исходные заготовки
Исходными заготовками [16, с.16…28] для зубчатых колес могут быть:
- горячекатаный и холоднотянутый круглый или трубный прокат [8, c. 171…172; 10, с. 154…161]. Разрезая прутки или трубы получают штучные заготовки. Рационально применять при малых перепадах диаметров отдельных ступеней, а также для зубчатых колес диаметром меньше 50 мм. В единичном и мелкосерийном производстве эти требования смягчаются.
Для получения штучных заготовок из проката наиболее часто:
- рубят пруток на прессе с использованием штампов и без них,
- разрезают прутки и трубы дисковыми пилами на фрезерно-отрезных станках;
- разрезают абразивными отрезными кругами, используя абразивно-отрезные станки;
- разрезают посредством лент на ленточнопильных станках.
- заготовки, полученные методами пластической деформации. Обеспечивают улучшение структуры металла, приближение формы и размеров к детали, а также снижение расхода материалов. Наиболее часто применяют свободную ковку, штамповку в подкладных и закрепленных (открытых и закрытых) штампах на прессах, молотах, горизонтально-ковочных машинах, поперечно-винтовую прокатку, холодную штамповку, горячую высадку [8, с. 134…160; 10, с. 162…174].
В ряде случаев методами пластической деформации формируется зубчатый венец [5, с. 367; 7, с. 139…141; 13, с. 120];
|
|
|
- литье для заготовок из серого чугуна и бронзы;
- заготовки, полученные порошковой металлургией.
Основные схемы базирования
Выбор базовых поверхностей зависит от конструктивных форм зубчатых колёс и технических требований.
У колёс со ступицей (одновенцовых и многовенцовых согласно рис. 4.1 а и 4.1 б) с достаточной длиной центрального базового отверстия (l / d > 1) в качестве технологических баз, как правило, используют: поверхность отверстия, являющуюся двойной направляющей базой, и поверхность торца,обеспечивающуюопорную базу в осевом направлении. Это положение должно особенно строго выполняться на заключительной стадии технологического процесса.
У одновенцовых (рис.4.1 в и 4.1 г) колёс типа дисков (l / d < 1) длина поверхности отверстия недостаточна для образования двойной направляющей базы. Поэтому после обработки отверстия и торца установочной базой для последующих операций служит торец, а поверхность отверстия – двойной опорной базой.
У валов – шестерен (рис. 4.1 д) в качестве технологических баз используют, как правило, поверхности центровых отверстий (см. типовые маршруты обработки валов п. 2). До начала финишной обработки центровые отверстия валов-шестерен высокой точности шлифуют.
На первых операциях черновыми технологическими базами являются наружные или, при больших диаметрах отверстий от 40 мм, внутренние необработанные («чёрные») поверхности. После обработки отверстия и торца их принимают в качестве технологических баз на большинстве операций. Предпочтительно колёса с нарезанными зубьями после термообработки при шлифовании отверстия и торца базировать по эвольвентным боковым поверхностям зубьев, что обеспечивает наибольшую соосность начальной окружности зубчатого венца и отверстия, сопрягаемого в дальнейшем при сборке с шейкой вала. В единичном, мелкосерийном, а часто и среднесерийном производстве при шлифовании отверстия и торца используют наружную цилиндрическую поверхность зубчатого венца. Это связано с возможностью применения на таких операциях трехкулачковых самоцентрирующих и мембранных патронов.
|
|
|
Наиболее простым методом обеспечения максимально высокой точности взаимного расположения поверхностей, включая зубчатый венец, является использование в качестве технологической базы точного центрального отверстия, посредством которого заготовка базируется на жесткой или разжимной оправке (цанговой, гидропластовой, кулачковой и т. п.) с упором в торец.
Маршрут технологического процесса механической обработки
зубчатого колеса со ступицей 7 степени точности ( l / d > 1)
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 657; Нарушение авторских прав?; Мы поможем в написании вашей работы!