КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Термическая. Калить заготовку или зубья (местная закалка, используя нагрев ТВЧ) или цементировать, калить и отпустить - согласно техническим требованиям
|
|
|
|
Калить заготовку или зубья (местная закалка, используя нагрев ТВЧ) или цементировать, калить и отпустить - согласно техническим требованиям. Объемная закалка, как правило, приводит к снижению точности колес примерно на одну степень за счет коробления, местная закалка – на полстепени.
060 Внутришлифовалъная
Шлифовать отверстие и базовый торец за один установ (рис. 4.9). Обработка отверстия и торца за один установ обеспечивает их наиболее высокую точность взаимного расположения (перпендикулярность торца к оси отверстия). Технологические базы - рабочие эвольвентные поверхности зубьев (на уровне начальной окружности колеса) и торец зубчатого венца. Базирование реализуется специальным патроном, у которого в качестве установочных элементов используют калиброванные ролики или зубчатые секторы, взамодействующие с эвольвентными поверхностями зубьев. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла с зубьев при их последующей финишной обработке, которую выполняют, в свою очередь, используя в качестве базы отверстие. Оборудование — внутришлифовальный станок, например мод. ЗК225В, ЗК227А, ЗК228В, ЗК229А.
В мелко- и среднесерийном производстве наиболее часто базирование выполняют по наружной поверхности зубчатого венца и торцу.
Для обеспечения соосности поверхностей вращения при базировании зубчатого колеса на данной операции по наружной поверхности венца необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке). Технологическая база - отверстие и базовый торец. Оборудование - круглошлифовальные или торцекруглошлифовальные станки.
|
|
|
Необходимость шлифования наружной поверхности зубчатого венца часто вызывается также и тем, что контроль основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы.
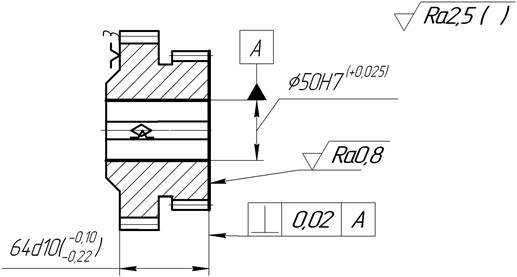
Рис. 4.9. Операционный эскиз внутришлифовальной операции
065 Плоскошлифовальная
Шлифовать торец (рис. 4.10), противолежащий базовому (если необходимо по чертежу).
Технологическая база - базовый торец. Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом [14, c. 302…326].
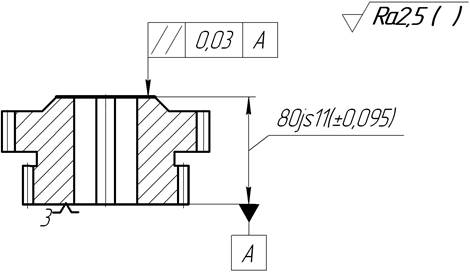
Рис. 4.10. Операционный эскиз плоскошлифовальной операции
070 Зубошлифовальная (зубохонинговальная)
Шлифовать [14, с. 331…344] или хонинговать [16, c.135…137] зубья (рис. 4.11). Технологические базы - отверстие и базовый торец зубчатого венца.
Зубошлифование основной метод финишной обработки закаленных зубчатых колес выше 8-ой степени точности [5, с. 367…368; 7, с. 144…147; 8, с. 353…354; 14].
Оборудование для зубошлифования - зубошлифовальные станки (обработка обкаткой двумя тарельчатыми или червячным кругом или копированием фасонным кругом). Применяются станки мод. 5Д831, 5В833, 5М841, 5А851, 5А868, 5А893С, ВС-815Ф4 и др.
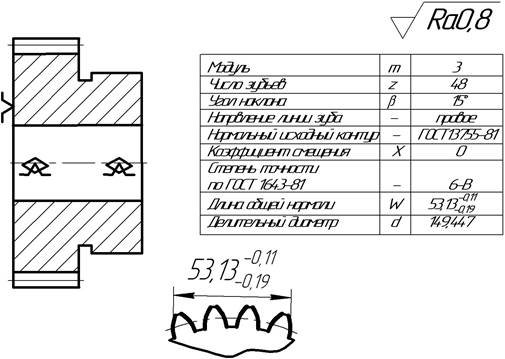
Рис. 4.11. Операционный эскиз зубошлифовальной (зубохонинговальной) операции
При малом короблении зубьев при термохимической обработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать.
Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При снижении точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута (табл. 4.1). Введение финишной операции зубошлифования или зубохонингования обычно необходимо только при снижении точности колеса при термообработке больше, чем на одну степень.
|
|
|
Следует обратить внимание на следующую особенность: финишные процессы зубообработки, как правило, производятся однократно до или после термической (термохимической) обработки. Например, применяют зубошевингование или зубошлифование (зубохонингование). Однако в ряде случаев рационально до закалки производить шевингование, а после ее – зубохонингование, что существенно повышает стойкость зубчатых хонов. В последнем случае шевингование снижает уровень коробления зубьев после закалки, что повышает стойкость зубчатых хонов.
Зубохонингование целесообразно применять в серийном и массовом производстве для финишной обработки (5…8 степень точности, Rz = 1…5 мкм), зубчатые венцы которых до зубохонингования не имеют значительных погрешностей (короблений), заусенцев и забоин [5, с. 368…369; 7, с.147; 8, с. 353; 12, с. 113…114; 17, с. 390…393]. Обеспечивается существенное повышение точности зубчатого венца, связанной с плавностью работы, что резко снижает уровень шума при эксплуатации зубчатых колес. Экономически целесообразно, используя зубохонинговальную операцию, повышать точность зубчатого колеса на одну-две степени и снижать шероховатость поверхностей зубьев до трех раз.
Используют зубохонинговальные станки мод. 5Б913, 5А915, ВСН-932 и др.
Зубохонинговальный инструмент представляет собой зубчатое колесо, рабочие поверхности зубьев которых имеют абразивные или алмазные режущие зерна, закрепленные связкой. Зубчатые хоны могут быть с наружными (рис. 4.12) или внутренними зубьями (рис. 4.13), при обработке зацепляются с обрабатываемым колесом и совместно обкатываются. Для двухпрофильного (беззазорного с радиальным нагружением) зубохонингования зубчатый хон изготавливают с использованием пластических масс, например, эпоксидных смол. В состав композиции входят абразивные материалы (шлифзерно или шлифпорошок): белый электрокорунд или карбид кремния зеленый зернистостью 6…25. Для однопрофильного зубохонингования (с окружным нагружением) применяют зубчатые хоны, имеющие стальной корпус с зубчатым венцом, на эвольвентных поверхностях которого, например гальваническим методом, зафиксирован алмазный порошок, выступающие кромки которого при обработке выполняют роль режущих элементов.
|
|
|
Перед хонингованием первой заготовки, а также по мере необходимости восстановления формы зубчатой поверхности абразивного хона в связи с его износом и формирования дна впадин зубьев периодически выполняют правку зубчатым колесом 1, имеющим алмазный рабочий слой (рис. 4.14). На оправке 2, несущей такой инструмент, одновременно установлен алмазный ролик 3, используемый для правки вершин зубьев хона.
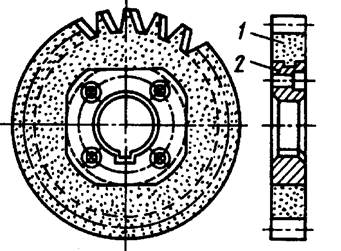
Рис. 4.12. Зубчатый хон, обеспечивающий наружное зацепление при обработке: 1 – абразивный зубчатый венец, 2 – стальная ступица
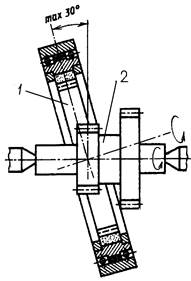
Рис. 4.13. Схема охватывающего зубохонингования: 1 – зубчатый хон с внутренними зубьями; 2 – заготовка зубчатого колеса
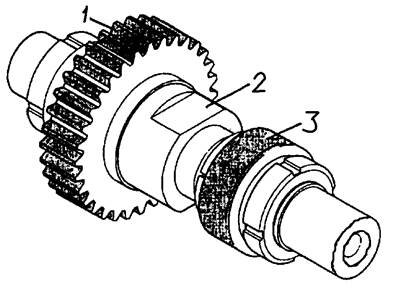
Рис. 4.14. Алмазный инструмент для правки зубчатого хона: 1 – зубчатое колесо, имеющее рабочую поверхность с алмазным покрытием, 2 – оправка, 3 – алмазный ролик
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1449; Нарушение авторских прав?; Мы поможем в написании вашей работы!