КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вертикально-(радиально-) сверлильная
|
|
|
|
На этой операции сверлят крепежные отверстия, а затем их зенкуют (рис.5.3).
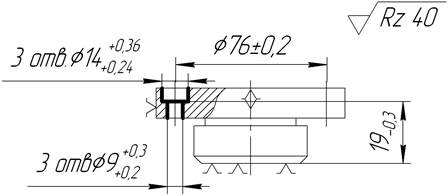
Рис. 5.3. Операционный эскиз сверлильной операции
Обработка крепежных отверстий производится на вертикально-сверлильных, радиально-сверлильных станках в приспособлении с кондуктором (мод. 2Н125, 2Н135, 2А153), вертикально-фрезерном 21105Н7Ф4, вертикально-сверлильном с ЧПУ 2Р118Ф2, 2Р135Ф3 с револьверной головкой, а также на фрезерно-сверлильном станке.
При обработке отверстий на вертикально-сверлильных станках с ЧПУ инструмент работает без направляющих втулок по управляющей программе. Поэтому в целях существенного уменьшения увода сверла (особенно для литой или штампованной заготовки) рекомендуется перед сверлением предварительно выполнить центрование отверстия.
Обработка отверстий может выполняться по параллельному или последовательному методам. В первом случае сначала одним инструментом (сверлом) сверлят все отверстия, а затем после поворота револьверной головки (смены инструмента) последовательно их зенкуют.
Во втором случае каждое отверстие последовательно обрабатывают разными инструментами, а затем после изменения позиционирования обрабатывают следующее отверстие в том же порядке. При параллельном методе суммарное вспомогательное время на перемещение стола и инструмента обычно больше. При последовательном методе больше число смен инструмента (либо поворотов револьверной головки), на что тратится больше времени. Выбор рационального варианта с минимальным вспомогательным временем определяется расчетом.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 415; Нарушение авторских прав?; Мы поможем в написании вашей работы!