КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производственных погрешностей
|
|
|
|
Основные законы распределения
Статистическое регулирование технологического процесса–это регулирование качества продукции в процессе ее производства с использованием выборочных статистических характеристик для своевременного выявления наступающих разладок и осуществления настройки технологических операций на заданный уровень. Статистическое регулирование технологического процесса проводится относительно границ регулирования, определяемых расчетным путем, исходя из приемлемых для каждого вида продукции доверительных интервалов.
Расчет границ регулирования является главным теоретическим вопросом статистических методов управления качеством продукции. Расчет границ регулирования определяется на основе учета двух противоположных тенденций:
1) обеспечение надежной защиты от появления брака или снижения качества продукции, что, в частности, требует достаточного удаления границ регулирования от границ поля допуска в сторону сужения рабочей зоны между границами регулирования;
2) обеспечение наименьших затрат и потерь производительности от добавочных переналадок и настроек оборудования, дополнительной сплошной рассортировки продукции и т.п., что, в частности, требует достаточного удаления границ регулирования от выбранного уровня или поля настройки, т.е. в сторону расширения рабочей зоны между границами регулирования.
Наивыгоднейшее положение границ регулирования можно определить, например, задавшись требованиями, выраженными четырьмя величинами (рис. 4.2):
q 1 –доля брака, при которой нет смысла останавливать оборудование для настройки;
α –риск излишней настройки при доле брака q 1 (вероятность ошибки первого рода);
|
|
|
q 2 –доля брака, при которой необходимо остановить оборудование для настройки;
 – риск незамеченной разладки при доле брака q 2(вероятность ошибки второго рода).
– риск незамеченной разладки при доле брака q 2(вероятность ошибки второго рода).
Рис. 4.2. Оперативная характеристика плана статистического
регулирования технологического процесса:
а – при заниженном объеме выборки;
б – при увеличении объема выборки
Соотношения и зависимости указанных величин, выраженные в графической или табличной форме, представляют оперативную характеристику плана регулирования по конкретному статистическому методу.
В зависимости от объема выборки оперативная характеристика резко изменяет свою форму, а при изменении положения границ регулирования она соответственно смещается по оси для долей брака; при расширении границ доля брака возрастает, а при заданной доле брака возрастает вероятность (риск) незамеченной разладки .
При малых объемах выборок кривая оперативной характеристики пологая, а при увеличении объема выборок кривая становится круче. Это позволяет получать многочисленные варианты оперативных характеристик.
Перемещая оперативную характеристику вправо и влево путем смещения границ регулирования и сжимая и растягивая ее путем изменения объема выборки, можно добиться, чтобы две точки на оперативной характеристике соответствовали заданным рискам  и при заданных долях брака.Но такая оптимизация плана и границ регулирования является неполной, т.к. не учитываются экономические показатели.
и при заданных долях брака.Но такая оптимизация плана и границ регулирования является неполной, т.к. не учитываются экономические показатели.
Эффективность статистического управления качеством существенно зависит от так называемых планов выборочной проверки параметров мгновенного распределения показателя качества.
Наиболее важен план проверки центра группирования значений наблюдаемого размера, т.к. именно этот параметр распределения характеризует правильность настройки оборудования.
|
|
|
План выборочной проверки включает:
- объем выборки;
- порядок ее составления;
- способ измерения показателя качества;
- способ статистической обработки результатов измерения;
- решающее правило, когда следует принять и когда забраковать центр группирования по результатам проверки.
Количественной характеристикой плана выборочной проверки, связывающей его с суммой потерь из-за брака и с расходами на контроль и подналадки, является особая функция, выражающая вероятность принять центр группирования при различных отклонениях его от заданного уровня.
Последовательность значений этой функции, вычисленных для практически возможных отклонений центра группирования, называется оперативной характеристикой плана выборочной проверки.
В графическом представлении, при условном наложении ее на контрольную карту, оперативная характеристика плана выборочной проверки центра группирования (рис. 4.3) разделяется на две ветви – верхнюю (для верхней границы поля допуска) и нижнюю (для нижней границы поля допуска).
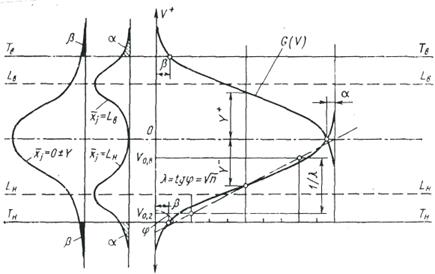
Рис. 4.3. Оперативная характеристика для оптимизированного
плана статистического регулирования процесса
Практически для всех известных планов выборочной проверки центра группирования оперативную характеристику можно либо представить, либо достаточно точно аппроксимировать с помощью уравнения с тремя параметрами:  Из них
Из них  – крутизна кривой – обладает тем свойством, что ее увеличение приводит к удорожанию проверок (
– крутизна кривой – обладает тем свойством, что ее увеличение приводит к удорожанию проверок ( ), но снижает потери из-за лишних настроек и брака.
), но снижает потери из-за лишних настроек и брака.
Параметры  определяют соответственно положение верхней и нижней ветвей оперативной характеристики относительно заданного уровня О центра группирования. Они не влияют на стоимость проверок, но меняют как общую сумму, так и соотношение потерь из-за лишних настроек, с одной стороны, и потерь из-за брака – с другой.
определяют соответственно положение верхней и нижней ветвей оперативной характеристики относительно заданного уровня О центра группирования. Они не влияют на стоимость проверок, но меняют как общую сумму, так и соотношение потерь из-за лишних настроек, с одной стороны, и потерь из-за брака – с другой.
При изменении комбинации значений параметров  меняется удельный вес различных видов затрат и потерь и их общая сумма, обусловленные тем планом выборочной проверки, который характеризуется этой комбинацией.
меняется удельный вес различных видов затрат и потерь и их общая сумма, обусловленные тем планом выборочной проверки, который характеризуется этой комбинацией.
Особенно следует иметь в виду, что каждой операции (классу одинаковых операций) соответствует своя наиболее выгодная комбинация значений параметров оперативной характеристики Определение этой комбинации составляет наиболее важную часть расчетов для отыскания оптимального варианта статистического управления качеством продукции для данной операции или класса операций.
|
|
|
После того как определены значения параметров  уже не трудно подобрать удовлетворяющий им план выборочной проверки.
уже не трудно подобрать удовлетворяющий им план выборочной проверки.
Основное правило статистического регулирования технологического процесса заключается в том, что в целях заблаговременного предупреждения появления брака, раннего выявления и предупреждения возможностей разладки или нарушений заданного хода процесса значения статистических характеристик, например средних арифметических значений и размахов (х, R)в мгновенных выборках, не должны выходить за границы регулирования. Выход значений этих характеристик за границы регулирования означает разладку или нарушение заданного хода процесса и возможность появления брака.
При анализе технологических процессов и при расчете положения границ регулирования следует исходить из приведенных ниже предпосылок:
- распределения значений параметров процесса и показателей качества не всегда подчиняются закону нормального распределения. Так, распределения существенно-положительных величин обязательно отличны от нормального, а распределения нормально-варь-ирующих величин для процессов с быстрым изменением уровня настройки и рассеивания значений регулируемого параметра также отличаются от нормального распределения;
- технологическим процессам свойственно изменение уровня настройки и рассеяния значений параметра во времени.
Для случаев регулирования показателей качества, относящихся к нормально-варьирующим величинам, точность процесса на данной операции характеризуется законом распределения, статистическими характеристиками которого являются генеральная средняя X и общее среднее квадратическое отклонение  .
.
Если этот закон остается постоянным во времени, т.е. сохраняет на протяжении длительного промежутка времени свое распределение, то процесс называется абсолютно стабильным.
|
|
|
Если же распределение изменяется во времени, то процесс не является абсолютно стабильным. К факторам, систематически изменяющим во времени положение или форму кривой распределения, можно отнести, например, износ инструмента, температуру нагрева, изменение концентрации.
Распределения, характеризующие точность процесса в данный момент времени, называются мгновенными. Наиболее важная характеристика мгновенного распределения – средняя арифметическая Хj –характеризует мгновенный уровень настройки, а мгновенное среднее квадратическое отклонение < з0 характеризует мгновенное рассеяние значений показателя качества.
Для абсолютно стабильных процессов Хj и 0 практически не изменяются во времени. Однако для большинства процессов они подвержены заметным изменениям.
Исследованием различных вариантов статистического регулирования (метод средних, метод медиан, метод крайних) было установлено следующее:
- при точном выполнении правил статистическое регулирование технологических процессов может гарантировать пропуск незамеченных отклонений в количестве 0,3 до 1 %, при этом трудоемкость контроля при статистическом регулировании технологической операции будет составлять 40–50 % трудоемкости сплошного контроля;
- эффективность статистического регулирования повышается с увеличением массовости производства (сменного выпуска изделий);
- чрезмерное сужение границ регулирования, а также чрезмерная частота ручного отбора выборок неэкономичны и по своей трудоемкости приближаются к сплошной проверке изделий;
- наличие в изготовляемой продукции более 7 % отклонений, дефектов и брака приводит к частым рассортировкам часовой или сменной выработки продукции; в таких условиях статистическое регулирование требует таких же или почти таких же затрат на контроль, что и при сплошной проверке изделий;
- при прочих равных условиях метод медиан и метод средних значений позволяют брать пробы в 2 раза реже, чем при методе крайних значений.
Статистическое регулирование технологических процессов необходимо в массово-поточном производстве: оно эффективно предупреждает возникновение брака (или выявляет его вскоре после возникновения), не доводя дефектных изделий до финишных операций, когда их стоимость значительно возрастает, а исправить брак становится уже невозможным.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 395; Нарушение авторских прав?; Мы поможем в написании вашей работы!