КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бесшовных труб промежуточных размеров
|
|
|
|
Режимы термической обработки холоднокатаных и холоднотянутых
Предназначенных для передела холодной деформацией
| Марка стали | Типовой график (см. рис.8) | t 1, °C |
| 35, 45 10Г2 36Г2С 35Х, 40Х 38Х2ЮА 15ХФ 40ХФА, 18ХГ З0ХГСА З0ХГСА 30ХГСК2А 18Х2Н4МА 38Х2МЮА 15ХМ З0ХМА 12Х1МФ, 12МФХ 15ХСМФБ 15Х1М1Ф 12Х2МФБ 12Х2МФСР 12X2 МВФ А 15Х2М2ФБС 18ХЗМВ 20ХЗМВФ 15X5 15Х5М ШХ15 Х16Н16МВ2БР, Х16Н13В2БР 08X13 12X13 20X13, 12X17 14Х17Н2 15Х6СЮ 15Х25Т ХПВ2МФ 48НХ ХЫ77ТЮР ХН60ВТ ХН60Ю | 680—710 650—680 690—720 700—730 750—770 780—800 850—880 780—800 780—800 800—820 630—650 720—740 700—720 720—740 740—760 830—850 730—750 860—880 740—780 700—720 730—760 7 7 0—790 800-820 730—750 830—850 780—800 1050—1070 760—780 760—780 760—780 680—700 750—790 800—830 750—780 760—780 1040—1060 1130—1150 1140—1160 | |
| Примечание: 1. Трубы из стали марок 15Х6СЮ, 12Х2МФБ, 15X5, Х16Н16МВ2БР, Х16Н14В2БР, 15Х25Т, ХН60Ю, ХН60ВТ, охлаждают в воде, остальные—на воздухе. 2. Температуру t 2принимают для труб из стали марки 38Х2МЮА — 650; 15ХМ15Х1М1Ф, ЗОХГСА, 30ХГСН2А, ЗОХМА, 15Х5М 12X14 — 680—700; 40ХФА, 18ХГ — 680—710' 38Х2ЮА— 700; ЗОХГСА — 700—720; ШХ15 — 730—740; 15ХФ— 750 °С. 3. Температуру г3 принимают для труб из стали марки 30ХГСН2А — 600; 40ХФА, 18ХГ — 650; ШХ15 — 700 °С. А. Температуру t 4принимают для труб из стали ШХ15 — 650 °С. |
Таблица 35.2
| Марка стали | Типовой график | t 1, °C |
| 10, 20, 35, 45 15Х, 20Х, 35Х, 38ХА, 40Х, 12МХ, 15ХМ 10ХСНД, 15ХСНД 20Г 10Г2А 36Г2С 20ХГ З0ХГСА 12ХН2А, 12ХНЗА, 1SX2H4BA З0ХГСНА 40ХНМА 38ХМЮА 15ХФА, 20ХФА 40ХФА З0ХМА 15Х1М1Ф, 12Х1МФ, 12МФХ 12Х2МФБ 12Х2НВФА 15Х2М2ФБС 12Х2МФСР 18ХЗМВ 20ХЗМВФ ШХ15 15X5 14Х17Н2 ХН60ВТ ХН60Ю 08X13 12X13, 20X13, 12X17, 08Х17Т, 15X28 15Х6СЮ 15Х25Т 04Х18Н10, СЗХ16Н15МЗ 48НХ 09Х16Н15МЗБ ХН77ТЮР 09Х18Н10, 12Х18Н9, 06Х18Н11, 20Х23Н18, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 08Х18Н21Б, 09Х14Н16Б, 08Х20Н14С2, 09Х14Н18В2Б, 10Х17Ы13М2Т, 10Х17Н13МЗТ, 08Х17Н15МЗТ, 09Х14Н19В2БР, Х16Н13В2БР, 36HXTЮ Х16Н16МВ2БР | 730—750 700—740 780—800 700—740 680—700 770—790 700—720 720—740 630—650 680—700 740—760 750—770 780—800 700—720 780—800 850—900 860—880 700—720 730—760 780—800 770—790 800—820 680—700 730—750 650—680 1180—1200 1140—1150 740—760 760—780 780—810 880—930 930—980 980—1030 1030—1050 1030—1080 1080¾1100 | |
| Примечания: 1. Трубы обрабатывают с охлаждением в воде или на воздухе: трубы из сталей 15X5, 12Х2МФБ, ХН60ВТ, 15Х6СЮ, 12X13. 20X13 15Х25Т, Х16Н13В2БР — в воде. 2. При термической- обработке труб из аустенитной стали в камерных печах температуру металла на выходе из печи повышают против указанной в таблице на 20—40 °С. 3. Температуру /2 принимают для труб из стали ШХ15—650 ЗОХГСА ¾ 680, ХН60Ю ¾ 900 °С |
|
|
|
ки возникает необходимость проведения операций очистки поверхности (травления, промывки пассивации) и нанесения смазки для последующей холодной деформации. Поэтому для холоднодеформированных труб применение термической обработки в защитных средах и вакууме позволяет не только сократить потери металла в окалину, но коренным образом улучшить всю технологию холодного передела. Использование защитных сред и вакуума позволяет сократить в большинстве случаев цикл до четырех операций: деформации, удаления смазки, термообработки, нанесения смазки; далее следует повторение цикла.
В ряде случаев удалось разработать технологию производства волоченых труб без операций химической обработки. Термообработку после деформации проводят без удаления смазки в печах с защитной средой и полученная тонкая окисная пленка обеспечивает последующую холодную деформацию. Такое построение технологии позволяет приступить к созданию поточных линий по производству холоднодеформированных труб.
|
|
|
При существующей технологии производства холоднодеформированных труб, особенно из низкоуглеродистых коррозионностойких сталей, для обеспечения высокого сопротивления коррозионному разрушению в агрессивных средах эффективно использование вакуумной термической обработки, позволяющей снизить содержание углерода в приповерхностных слоях металла и этим повысить коррозионную стойкость.
Сварные трубы. Как указывалось ранее в последние годы особенно возрос объем термической обработки сварных труб, изготовляемых различными способами, и расширился их сортамент.
В настоящее время без термической обработки выпускают два вида труб: водогазопроводные печной сварки и прямошовные газопроводные большого диаметра, причем в перспективе сварные соединения последних начнут улучшать локальной термомеханической обработкой.
Применяют объемную и локальную термическую обработку (только района сварного соединения), которую проводят в линии трубоэлектросварочных станов, в специализированных отделениях либо на отдельных термических агрегатах.
Сварные трубы из углеродистой, низколегированной стали отжигают или нормализуют для снятия напряжений, возникающих при сварке и холодной формовке ленты, и устранения выраженных различий в структуре шва и основного металла.
Трубы из коррозионностойких сталей отжигают для устранения химической неоднородности, а также обеспечения максимальной вязкости и повышения коррозионной стойкости.
Для труб малого диаметра изготовляемых из холоднокатаной ленты, широко, используют термическую обработку в защитных средах.
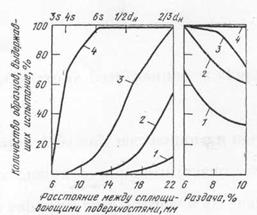 Для труб ответственного назначения применяют объемную термическую обработку с полной перекристаллизацией. Из данных табл. 35.3 и рис. 35.13, 35.14 следует, что только нагрев до 920 °С с выдержкой 15—30 мин обеспечивает выравнивание структуры, а также получение высоких результатов технологических испытаний электросварных труб из стали 10. Вместе с тем даже после такой длительной выдержки сохраняется химическая неоднородность между швом и основным металлом (рис. 35.15). Для труб менее ответственного назначения допустимо применение локальной термической обработки района сварного шва. Нагрев осуществляют индукционным способом до температур около 1000 °С в линии трубоэлектросварочного стана. Такая обработка труб из малоуглеродистой стали приводит к получению равномерной феррито-перлитной структуры с зернами 9—10 баллов. Механические свойства шва также улучшаются, однако для обеспечения требований ГОСТ 10705—80 необходим так называемый объемный скоростной отпуск при температурах 700—750 °С.
Для труб ответственного назначения применяют объемную термическую обработку с полной перекристаллизацией. Из данных табл. 35.3 и рис. 35.13, 35.14 следует, что только нагрев до 920 °С с выдержкой 15—30 мин обеспечивает выравнивание структуры, а также получение высоких результатов технологических испытаний электросварных труб из стали 10. Вместе с тем даже после такой длительной выдержки сохраняется химическая неоднородность между швом и основным металлом (рис. 35.15). Для труб менее ответственного назначения допустимо применение локальной термической обработки района сварного шва. Нагрев осуществляют индукционным способом до температур около 1000 °С в линии трубоэлектросварочного стана. Такая обработка труб из малоуглеродистой стали приводит к получению равномерной феррито-перлитной структуры с зернами 9—10 баллов. Механические свойства шва также улучшаются, однако для обеспечения требований ГОСТ 10705—80 необходим так называемый объемный скоростной отпуск при температурах 700—750 °С.
|
|
|
Рис. 35.13. Результаты испытаний труб 33X2,0 мм на сплющивание и раздачу: 1 — без нагрева; 2 — после нагрева до 680 °С; 3 — до 780 °С; 4 — до 920 °С
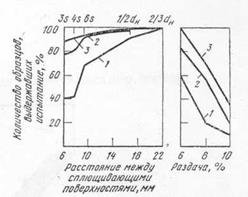 |
Рис. 35.14. Результаты испытаний труб 33X1,5 мм на сплющивание
и раздачу после нормализации с выдержкой 5 (/); 15 (2) и 30 мин (3)
Таблица 35.3
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1349; Нарушение авторских прав?; Мы поможем в написании вашей работы!