КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Непечные установки электронагрева
|
|
|
|
Непечные установки электронагрева подразделяются на индукционные нагревательные установки и установки прямого (контактного) электронагрева.
 Индукционные заготовки используются для нагрева заготовок под ковку и штамповку. Мощность большинства индукционных установок находится в пределах 100 – 500 кВти выше, частота тока 2500 или 8000 Гц, реже 500 и 1000 Гц. Токами высокой частоты обрабатывают заготовки диаметр которых колеблется в пределах 2 – 12 см. Обработка заготовок меньших размеров экономически невыгодна, а больших размеров не целесообразна так как обработка затрагивает только поверхностные слои, а сердцевина остается необработанной.
Индукционные заготовки используются для нагрева заготовок под ковку и штамповку. Мощность большинства индукционных установок находится в пределах 100 – 500 кВти выше, частота тока 2500 или 8000 Гц, реже 500 и 1000 Гц. Токами высокой частоты обрабатывают заготовки диаметр которых колеблется в пределах 2 – 12 см. Обработка заготовок меньших размеров экономически невыгодна, а больших размеров не целесообразна так как обработка затрагивает только поверхностные слои, а сердцевина остается необработанной.
Индукционные установки обычно выполняют в горизонтальном исполнении. Если заготовки тяжелые или требуется их нагрев до высоких температур, то они распологаются в индукционных установках вертикально.
Установка КИН-33 (рис. 5.7) предназначена для нагрева заготовок прямоугольного сечения. Нагреватель оборудован бара 



 банным загрузочным устройством на 36 заготовок, пневмогидравлическим толкателем и разгрузочным лотком с приспособлением для извлечения нагретых заготовок из индуктора. Темп выдачи нагретых заготовок устанавливается по реле времени. Питание нагревателя осуществляется от индивидуального генератора повышенной частоты. Для питания установки от централизованной системы дополнительно предусматривают шкаф с разъединителями и измерительными приборами. Для регулирования напряжения на индукторе служит автотрансформатор, установленный в нижней части нагревателя; там же размещена и конденсаторная батарея.
банным загрузочным устройством на 36 заготовок, пневмогидравлическим толкателем и разгрузочным лотком с приспособлением для извлечения нагретых заготовок из индуктора. Темп выдачи нагретых заготовок устанавливается по реле времени. Питание нагревателя осуществляется от индивидуального генератора повышенной частоты. Для питания установки от централизованной системы дополнительно предусматривают шкаф с разъединителями и измерительными приборами. Для регулирования напряжения на индукторе служит автотрансформатор, установленный в нижней части нагревателя; там же размещена и конденсаторная батарея.
Рис. 5.7. Индукционная нагревательная установка типа КИН-33: 1 – индуктор;
|
|
|
2 – барабанное загрузочное устройство; 3 – пневмогидравлииеский толкатель
Установки прямого (контактного) электронагрева предназначены для непосредственного нагрева изделие до заданной температуры без промежуточной среды. Условием для достижения равномерности нагрева как по сечению, так и по длине является одинаковая форма и одинаковое сечение изделия по всей его
длине. Это обстоятельство несколько ограничивает широкое применение метода прямого электронагрева, однако соответствующие установки ввиду относительной простоты их конструкции и быстроты действия представляют все же значительный интерес для многих предприятий. По сравнению с индукционным нагревом метод прямого электронагрева, имеет преимущество, заключающееся в том, что при частой смене партии заготовок по сечению и длине переналадка оборудования не требуется, достаточно лишь соответствующим образом настроить нагревательную установку, тогда как при индукционном нагреве в большинстве случаев необходима замена индукторов.
Основной проблемой прямого электронагрева является передача тока нагреваемому изделию. Ввиду относительной сложности этой проблемы установки прямого электронагрева редко рассчитывают на нагрев больше одного-двух изделий и только такие мелкие изделия, как болты и заклепки, нагревают по несколько штук одновременно. Величину силы тока определяют в зависимости от заданного времени нагрева, сопротивления и сечения заготовки. Прямой нагрев осуществляют в специально конструируемых для этой цели нагревательных установках сопротивления. Подвергаемую нагреву заготовку (деталь) зажимают между контактными зажимами, соединенными со вторичной ступенчатой обмоткой печного понизительного сухого трансформатора. Необходимое давление контактных зажимов определяют в зависимости от величины тока. В мощных установках во избежание оплавления при высокой температуре контактные зажимы охлаждают водой.
|
|
|
Контакты являются наиболее ответственным и наименее надежным узлом в установках прямого нагрева. Обычно рекомендуется применение контактов с плоской контактной поверхностью, изготовляемых из меди М-1.
Установка представленная на рис 5.8 типа горизонтального станка предназначена для прямого электронагрева методом сопротивления цилиндрических заготовок диаметром 10 – 35 мми длиной 2 – 6 м.Два суппорта, перемещающихся по направляющим, обеспечивают регулируемую установку контактных зажимов. Суппорты устанавливают в зависимости от длины подлежащих нагреву заготовок. Величина силы тока определяется диаметром заготовок и в зависимости от нее устанавливают давление водоохлаждаемых контактных зажимов. Для компенсации удлинения заготовки при нагреве установка снабжена специальным приспособлением.
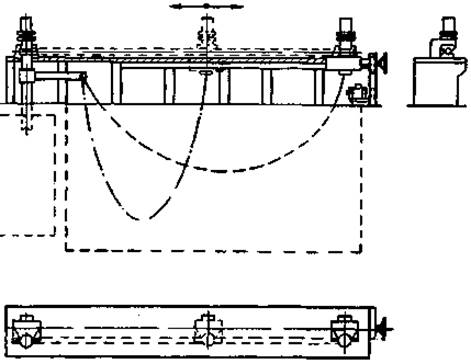
Рис. 5.8. Установка прямого (контактного) электронарева стальных цилиндрических заготовок
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 820; Нарушение авторских прав?; Мы поможем в написании вашей работы!