КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологія зварювання штуцерів із пісферами
|
|
|
|
- перевіряються: розміри штуцера, його різьбу, посадкове місце, відповідність штуцера до півсфери, комплектність півсфер і наявність зразків-свідків, які повинні бути однієї плавки з півсферою;
- знежирюються зварювальні кромки штуцера та півсфери і з’єднуються у пристрої, штуцер прихватується до півсфери;
- складені штуцер з півсферою встановлюються в зварювальну камеру, на зварювальні кромки наноситься тонкий шар реагенту РДСВ – І на ширину 5-6 мм з обох сторін;
- зварювальна головка виставляється по центру стику перпендикулярно до дотичної. Камера зачиняється, в ній утворюється вакуум і камера заповнюється аргоном до атмосферного тиску.
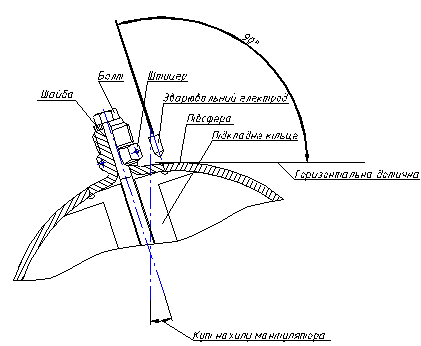
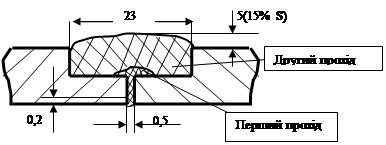
- приварюється штуцер до півсфери першим проходом (Ізв=180-200А, швидкість зварювання V=8,2 м/годину).
- приварюється штуцер другим проходом з присадочним дротом (Ізв=180-200А, швидкість зварювання V=8,2 м/годину).
- зборка виймається з камери і перевіряються розміри зварного шва. Підсилення шва повинно бути не менш 10% від товщини зварених кромок, але не більше 5мм, ширина шва повинна бути не більше 23мм. Контролюється колір шва. На штуцер навертається технологічна заглушка.
- виконується рентгеноконтроль зварного шва.
Складання і зварювання півсфер:
- обробляється внутрішня поверхня півсфер та зразків – свдків піскоструєнням і травленням для очищення від бруду;
- складаються і прихвачуються зразки - свідки. Зазор у стику не більше 0,5мм, зміщення кромок до 0,2мм;
 | 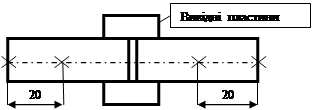 | ||
- прихвачуються вивідні пластини;
- складаються і прихвачуються півсфери. Зазор у шві не більше 0,5мм, зміщення до 0,2мм;
- півсфери встановлюються на маніпулятор зі зразками – свідками в камеру і на зварювальні кромки наноситься реагент;
|
|
|
- камера підготовлюється до зварювання (вакуум, аргон).
- зварюються зразки – свідки першим і другим проходами (Ізв=200-230А, швидкість зварювання V=8,2 м/годину, витрата аргону 6 - 8 л/хвилину). Другий прохід з присадковим дротом;
- зварюють другу пару зразків – свідків;
- зварюються півсфери обома проходами по режимах зварювання зразків. Перевіряються розміри швів (як для штуцера);
- виконується термообробка балонів і зразків (термообробка в індукційній печі t=700±10˚С, 10 хвилин);
- виконується рентгеноконтроль зварних швів кулебалона і зразків-свідків;
- перевіряються механічні властивості зразків-свідків;
- виконується піскоструйна обробка зовнішньої поверхні балону;
- виконується рентгеноконтроль кулебалона;
- балон миється та сушиться;
- на балон наноситься зовнішнє покриття;
- балон передається на випробування.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 563; Нарушение авторских прав?; Мы поможем в написании вашей работы!