КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Безмуфельные печи для газовой цементации
|
|
|
|
Безмуфельная печь для газовой цементации спроектирована Стальпроектом и входит в агрегат непрерывного действия со специальным механизированным закалочным баком, промывной машиной, отпускной печью и охлаждением деталей после отпуска. Безмуфельная печь представляет собой двухрядную толкатель-ную печь (рис. 59), состоящую из плотно сваренного каркаса, внутри которого расположена рабочая камера. Газонепроницаемость печи обеспечивается дополнительными масляными затворами. В качестве топлива применяется городской газ, сжигание которого производится в излучающих трубах, расположенных под подом и у свода печи. По длине печи имеют четыре температурные зоны: нагрева, цементации, охлаждения и выравнивания температуры перед закалкой. Цементация производится крекированным природным газом или эндогазом, смешанным с «сырым» природным газом. Количество «сырого» газа составляет 10% от крекированного. Для циркуляции газа-карбюризатора печь снабжена вентиляторами, жаропрочные крыльчатки которых расположены в рабочем пространстве печи. В печи проложены две пары жаропрочных направляющих, по которым в два ряда передвигаются поддоны. Все операции, кроме загрузки деталей на поддоны, производятся автоматически. При загрузке печи пустые поддоны устанавливаются на платформу с двумя торцовыми стенками. Когда детали загружают на поддоны, тамбур печи закрыт одной торцовой стенкой платформы, а когда в дальнейшем платформа с нагруженными поддонами передвигается внутрь тамбура, последний закрывается второй стенкой платформы. Передвижение платформы в тамбур производится сбоку печи при помощи гидравличе-
ского толкателя. Затем поднимают обе дверцы печи, и одновременно через загрузочную сторону в печь входит автоматический вы-таскиватель (лопаты) поддонов. После включения другого гидравлического толкателя у загрузочной стороны происходит вталкивание новых загруженных поддонов в печь, а на разгрузочном конце два поддона устанавливаются на вытаскиватель, который вытаскивает поддоны и ставит их на стол закалочного бака. После этого загрузочная дверца печи опускается, толкатель загрузки возвращается в первоначальное положение, и загрузочная дверца закрывается. Затем пустая платформа выдвигается из загрузочного тамбура для подготовки новых поддонов к загрузке.
|
|
|
В печи имеется камера подстуживания, в которой цементованные детали охлаждаются от температуры цементации 930 до 850—870° С. В этой части печи понижение температуры достигается вследствие уменьшения количества излучающих труб и наружного охлаждения печи воздухом.
Созданы электрические толкательные безмуфельные печи для газовой цементации и нитроцементации с температурой нагрева до 1100° С, имеющие индекс СТЦ (СТЦ-6.47.4/10, СТЦ-6.70.4/10 и др.). Мощность агрегатов от 140 до 550 квт. Время пребывания деталей в печах при глубине слоя 0,9—1,2 мм и температуре 1050° С от 4 до 12 ч. Производительность от 75—120 до 500— 800 кг/ч. Все агрегаты имеют механизированную загрузку и выгрузку.
§ 21. ТОЛКАТЕЛЬНАЯ ПЕЧЬ
ДЛЯ ОБРАБОТКИ НОРМАЛЕЙ И МЕЛКИХ ДЕТАЛЕЙ
Для термической обработки нормалей и мелких деталей служат муфельные печи фирмы Айхелин (Австрия). Эти печи (рис. 60) работают на газообразном топливе, которое сжигается в вертикаль-
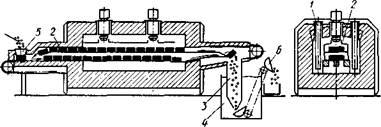
Рис. 60. Схема печи для обработки нормалей и мелких деталей
но установленных радиационных трубах 1. Для сжигания топлива используется воздух, который подогревают в рекуператорах, встроенных в радиационные трубы. В печах может быть применен и электрический нагрев; это достигается установкой специальных
|
|
|
радиационных труб, внутри которых помещаются нагревательные элементы из высокоомного сплава.
В печи используется контролируемая атмосфера, вследствие чего детали после термической обработки получаются чистыми и
светлыми.
Особенностями конструкции данной печи является то, что нагрев деталей осуществляется в жаропрочных поддонах-коробках 2 размером 50x250x70 мм, нагретые детали автоматически через трубу 3 попадают в закалочный бак 4, без выноса на воздух, и механизированная подача пустых поддонов производится путем продвижения их в обратном направлении в печи к загрузочному
концу.
Загрузка деталей в поддоны-коробки производится дозирующим устройством через насыпную шахту 5, имеющую заслонку. Заслонка открывается только в момент загрузки. Загруженный поддон с помощью заталкивающего устройства, действующего от специального привода, передается в печь. При этом находящиеся в печи поддоны передвигаются на один ход. В разгрузочной части печи находится другой привод, который вытаскивает последний поддон и после открытия заслонки трубы закалочного бака опрокидывает его. Этим же приводом поддон задвигается обратно в печь и далее толканием поддонов, одного за другим, передается на загрузку. Разгрузка деталей из закалочного бака в тару производится транспортером или опрокидывающим ковшом 6.
Преимущества печи заключаются в том, что нагрев деталей, помещенных в поддон-коробку, происходит равномерно, передача пустых поддонов в печи сокращает расход топлива, уменьшает коробление и расход жаропрочных материалов, а также обеспечивает равномерный нагрев деталей. Использование контролируемой атмосферы в печи и принудительная ее циркуляция благодаря установленным в своде печи вентиляторам способствует получению светлой поверхности деталей.
Эти печи могут быть использованы не только для светлой закалки, но и для других процессов термической и химико-термической обработки: отжига, нормализации, цементации и нитроцементации.
Средняя производительность печи при закалке 250—300 кг/ч.
§ 22. ТОЛКАТЕЛЬНЫЕ ОТПУСКНЫЕ ПЕЧИ С ЦИРКУЛЯЦИЕЙ ВОЗДУХА И ПРОДУКТОВ ГОРЕНИЯ
В отпускных толкательных и конвейерных печах для низких температур (180—300° С) применяется принудительная циркуляция горячего воздуха, к которому добавляются продукты сгорания газа. Такую печь, имеющую габаритные размеры 1912 X 4000 X Х2550 мм устанавливают, например, в агрегате газовой цементации (рис. 61). Производительность этой печи 500 кг/ч.
|
|
|
Циркуляция газов происходит следующим образом: смесь воздуха с продуктами сгорания, имеющая температуру 250° С, подается через под печи, разделяется на два потока, направленных к концам печи, и отдает при этом свое тепло нагреваемым деталям путем конвекции. У концов печи одна часть горячей смеси подсасывается в канал над камерой печи, а другая часть уходит
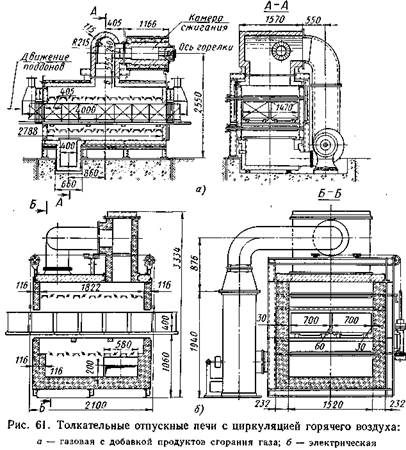
под зонты. В тот же канал поступает и холодный воздух из атмосферы. Из канала воздух попадает в смеситель, к которому из топки добавляются продукты сгорания газа, имеющие температуру около 1000° С, в таком количестве, чтобы температура смеси была 250° С. Это достигается с помощью термопары, установленной в канале на выходе из вентилятора, которая связана с потенциометром и исполнительным механизмом. Такого же типа печь, но с конвейером применяется для отпуска рессорных листов. В агрегатах газовой цементации применяются также электриче-
ские толкательные печи аналогичной конструкции, в которых циркулирует горячий воздух (рис. 61, б). Нагрев деталей производится горячим воздухом, который подогревается в воздухоподогревателе и прогоняется через печь вентилятором.
§ 23. ТОЛКАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ЗАКАЛКИ ИНСТРУМЕНТОВ
Конструкция толкательной печи для закалки инструментов, изготовленных из быстрорежущей стали (рис. 62) фирмы Линд-берг (США), показана на рис. 62. Печь состоит из камер подогрева, высокого"нагрева и охлаждения, смонтированных в одном агрегате. Инструменты поступают в печь холодными и не попадают на воздух до тех пор, пока обработка не произведена полностью.
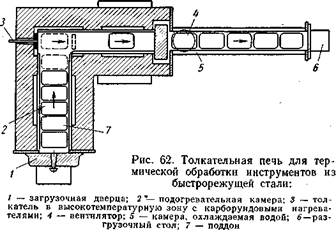
Особенностью данной печи является то, что подогрев осуществляют под прямым углом к камере высокого нагрева. Охладительная камера находится непосредственно после камеры высокого нагрева и сконструирована таким образом, чтобы инструменты охлаждались циркулирующей защитной атмосферой до температуры ниже 200° С. Этим методом могут закаливаться инструменты диаметром до 60 мм. В зоне подогрева находятся металлические нагревательные элементы, а в зоне высокого нагрева — неметаллические. Подовые плиты в подогревательной и высокотемпературной зонах изготовлены из карборунда. Температуру в обеих зонах можно контролировать также автоматически. Инструменты загружают на поддоны, которые проходят через печь.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2886; Нарушение авторских прав?; Мы поможем в написании вашей работы!