КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы заточки спиральных сверл 2 страница
Таблица П.5.16
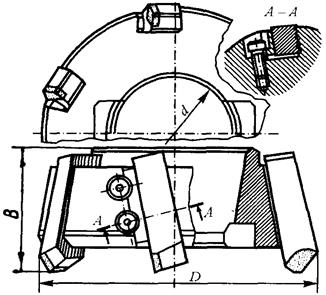
Торцовые насадные фрезы с механическим креплением
четырехгранных пластин из твердого сплава. Размеры, мм
| D | d | Число зубьев |
Примечание. Фрезы предназначены для обработки деталей с неравномерным припуском до 12 мм на фрезерных станках с повышенной жесткостью. Фрезы выполняют с главным углом в плане φ = 75°
Таблица П.5.17
Торцовые насадные фрезы со вставными ножами, оснащенными пластинами
из твердого сплава (по ГОСТ 24359-80). Размеры, мм
| Фреза | D | В | d (Н 7) | Число зубьев |
| ||||
Таблица П.5.20
Подачи при черновом фрезеровании торцовыми, цилиндрическими
и дисковыми фрезами с пластинами из твердого сплава
| Мощность cтанка, кВт | Сталь | Чугун и медные сплавы | |||
| Подача на зуб фрезы sz.,мм, при твердом сплаве | |||||
| Т15К6 | Т5К10 | ВК6 | ВК8 | ||
| 5–10 Св.10 | 0,09–0,18 0,12–0,18 | 0,12–0,18 0,16–0,24 | 0,14–0,24 0,18–0,28 | 0,20–0,29 0,25–0,38 |
Примечания. 1. Приведенные значения подач для цилиндрических фрез действительны при ширине фрезерования В <30 мм; при В> 30 мм табличные значения подач следует уменьшать на 30 %.
2.Приведенные значения подач для дисковых фрез действительны при фрезеровании плоскостей и уступов; при фрезеровании пазов табличные значения подач следует уменьшать в 2 раза.
3. При фрезеровании с приведенными в таблице подачами достигается шероховатость поверхности Ra = 0,8–1,6.
Таблица П.5.21
Подачи при черновом фрезеровании торцовыми, цилиндрическими
и дисковыми фрезами из быстрорежущей стали
| Мощность станка или фрезерной головки, кВт | Жесткость системы заготовка приспособление | Фрезы | ||||||||
| торцовые и дисковые | цилиндрические | |||||||||
| Подача на один зуб, sz, мм, при обработке | ||||||||||
| конструкционной тали | чугуна и медных сплавов | конструкционной стали | чугуна и медных сплавов | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | |||||
| Фрезы с крупным зубом и фрезы со вставными ножами | ||||||||||
| Св. 10 | Повышенная Средняя Пониженная | 0,20–0,30 0,15–0,25' 0,10–0,15 | 0,40–0,60 0,30–0,50 0,20–0,30 | 0,40–0,60 0,30–0,40 0,20–0,30 | 0,60–0,80 0,40–0,60 0,25–0,40 | |||||
| 5–10 | Повышенная Средняя Пониженная | 0,12–0,20 0,08–0,15 0,06–0,10 | 0,30–0,50 0,20–0,40 0,15–0,25 | 0,25–0,40 0,12–0,20 0,10–0,15 | 0,30–0,50 0,20–0.30 0,12–0,20 | |||||
| До 5 | Средняя Пониженная | 0,06–0,07 0,04–0,06 | 0,15–0,30 0,10–0,20 | 0,08–0,12 0,06–0,10 | 0,10–0,18 0,08–0,15 | |||||
| Фрезы с мелким зубом | ||||||||||
| 5-10 | Повышенная Средняя Пониженная | 0,08–0,12 0,06–0,10 0,04–0,08 | 0,20–0,35 0,15–0,30 0,10–0,20 | 0,10–0,15 0,06–0,10 0,06–0,08 | 0,12–0,20 0,10–0,15 0,08–0,12 | |||||
| До 5 | Средняя Пониженная | 0,04–0,06 0,03–0,05 | 0,12–0,20 0,08–0,15 | 0,05–0,08 0,03–0,06 | 0,06–0,12 0,05–0,10 | |||||
Примечания. 1. Большие значения подач брать для меньшей глубины и ширины фрезерования, меньшие – для больших значений глубины и ширины.
2.При фрезеровании жаропрочной и коррозионно-стойкой стали подачи брать те же, что и для конструкционной стали, но не выше 0,3 мм/зуб
Таблица П.5.22
Подачи при фрезеровании стальных заготовок различными фрезами из быстрорежущей стали
| Диаметр фрезы D, мм | Фрезы | Подача на зуб sz, мм, при глубине фрезерования t, мм | ||||||||
| Концевые | 0,08-0,05 0,10-0,06 0,12-0,07 0,16-0,10 0,08-0,04 0,20-0,12 0,09-0,05 0,009-0,005 0,25-0,15 0,10-0,06 0,010-0,006 0,010-0,006 0,013-0,008 - 0,12-0,08 | 0,06-0,05 0,07-0,04 0,09-0,05 0,12-0,07 0,07-0,05 0,14-0,08 0,07-0,05 0,007-0,003 0,15-0,10 0,08-0,05 0,008-0,004 0,08-0,05 0,010-0,005 - 0,10-0,06 0,015-0,005 - 0,12-0,05 | - | - | - | - | - | - | - | |
| 0,08-0,04 0,10-0,05 0,06-0,04 0,12-0,07 0,06-0,03 0,01-0,007 0,13-0,08 0,07-0,04 0,012-0,008 0,07-0,04 0,015-0,01 0,025-0,015 0,09-0,05 0,025-0,01 0,03-0,015 0,11-0,05 0,03-0,02 0,03-0,025 - | ||||||||||
| Угловые и фасонные | ||||||||||
| Концевые Угловые и фасонные Прорезные | 0,08-0,05 0,06-0,03 - 0,10-0,07 0,06-0,03 0,012-0,008 0,06-0,04 0,015-0,01 0,022-0,012 0,07-0,05 0,022-0,01 0,027-0,012 0,10-0,05 0,028-0,016 0,03-0,02 - | |||||||||
| Концевые Угловые и фасонные Прорезные | ||||||||||
| Угловые и фасонные Прорезные Отрезные | 0,05-0,03 0,015-0,01 0,02-0,01 0,06-0,04 0,02-0,01 0,025-0,01 0,09-0,04 0,027-0,015 0,03-0,02 - | |||||||||
| Угловые и фасонные Прорезные Отрезные | 0,06-0,03 0,017-0,008 0,022-0,01 0,08-0,04 0,023-0,015 0,025-0,02 - | |||||||||
| - | 0,015-0,007 0,02-0,01 0,07-0,03 0,022-0,012 0,025-0,02 0,03-0,02 - | |||||||||
| Угловые и фасонные Отрезные | 0,12-0,08 | 0,05-0,03 0,023-0,013 0,025-0,015 0,028-0,016 - | ||||||||
| - | - | |||||||||
| Отрезные | ||||||||||
| 150-200 | 0,02-0,01 |

Таблица П.5.23
Подачи при фрезеровании стальных заготовок шпоночными фрезами
из быстрорежущей стали
| Диаметр фрезы D, мм | Фрезерование на шпоночно-фрезерных станках с маятниковой подачей при глубине фрезерования на один двойной ход, составляющий часть глубины шпоночного паза | Фрезерование на вертикально-фрезерных станках за один проход | ||
| Осевое врезание на глубину шпоночного паза | Продольное движение при фрезеровании шпоночного паза | |||
| Глубина фрезерования t, мм | Подача на один зуб sz, мм | |||
| 8 10 12 | 0,3 | 0.10 0,12 0,16 0,18 | 0,006 0,007 0,008 0,009 | 0,020 0,022 0,024 0,026 |
| 16 18 20 24 | 0,4 | 0,25 0,28 0,31 0,38 | 0,010 0,011 0,011 0,012 | 0,028 0,030 0,032 0,036 |
| 28 32 36 40 | 0,5 | 0,45 0,50 0,55 0,65 | 0,014 0,015 0,016 0,016 | 0,037 0,037 0,038 0,038 |
Примечание. Подачи даны для конструкционной стали с σв  750 МПа; при обработке сталей более высокой прочности подачи снижают на 20–40 %.
750 МПа; при обработке сталей более высокой прочности подачи снижают на 20–40 %.
Таблица П.5.24
Значения коэффициента CV и показателей степени в формуле скорости резания при фрезеровании
| Фрезы | Материал режущей части | Операция | Параметры срезаемого слоя, мм | Коэффициент и показатели степени в формуле скорости резания | ||||||||||||||||
| В | t | sz | СV | q | x | у | и | р | т | |||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | ||||||||
| Обработка конструкционной углеродистой стали, σв = 750 МПа | ||||||||||||||||||||
| Торцовые | Т15К6* | - | - | - | 0,2 | 0,1 | 0,4 | 0,2 | 0,2 | |||||||||||
| Р6М5** | Фрезерование плоскостей | - | - | <0.1 >0,1 | 64,7 41 | 0,25 | 0,1 | 0,2 0,4 | 0,15 | 0,2 | ||||||||||
| Цилиндрические | Т15К6* | 35
>35
| 2 >2 2 >2
| - | 390 443 616 700 | 0,17 0,17 | 0,19 0,38 0,19 0,38 | 0,28 0,28 | -0,05 0,08 | 0,1 0,1 | 0,33 0,33 | |||||||||
| Р6М5**: | - | - | 0,1 >0,1
| 55 35,4 | 0,45 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,33 | ||||||||||
| Дисковые со вставными ножами | Т15К6* | Фрезерование плоскостей, уступов | - | - | <0,12  0,12 0,12
| 0,2 | 0,4 | 0,12 0,4 | 0,35 | |||||||||||
| Фрезерование пазов | - | - | <0,06 0,06
| 1825 690 | 0,2 | 0,3 | 0,12 0,4 | 0,1 | 0,35 | |||||||||||
| Дисковые со вставными ножами | Р6М5** | Фрезерование плоскостей, уступов и пазов | - | - | 0,1 >0,1
| 75,5 48,5 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,2 | ||||||||
| Дисковые цельные | Р6М5** | 68,5 | 0,25 | 0,3 | 0,2 | 0,1 | 0,1 | 0.2 | ||||||||||||
| Концевые с коронками | Т15К6* | - | - | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | |||||||||||
| Концевые с напаянными пластинами | - | - | - | 0,44 | 0,24 | 0,26 | 0,1 | 0,13 | 0,37 | |||||||||||
| Концевые цельные | Р6М5** | - | _ | 46,7 | 0,45 | 0,5 | 0,5 | 0,1 | 0,1 | 0,33 | ||||||||||
| Прорезные и отрезные | Р6М5'2 | Прорезание пазов и отрезание | - | - | - | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |||||||||
Продолжение табл. П.5.24
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |||||
| Фасонные с выпуклым профилем | Р6М5** | Фасонное фрезерование | - | - | - | 0,45 | 0,3 | 0,2 | 0,1 | 0,1 | 0,33 | ||||||
| Угловые и фасонные с вогнутым профилем | Фрезерование угловых канавок и фасонное | - | - | - | 0,45 | 0,3 | 0,2 | 0,1 | 0,1 | 0,33 | |||||||
| Шпоночные двухперые | Р6М5** | Фрезерование шпоночных пазов | - | - | - | 0,3 | 0,3 | 0,25 | 0,26 | ||||||||
| Обработка жаропрочной стали 12Х18Н9Т, 141 НВ в состоянии поставки | |||||||||||||||||
| Торцовые | ВК8* | Фрезерование плоскостей | - | - | - | 0,2 | 0,06 | 0,3 | 0,2 | 0,32 | |||||||
| Р6М5** | - | - | _ | 49,6 | 0,15 | 0,2 | 0,3 | 0,2 | 0,1 | 0,14 | |||||||
| Цилиндрические | Р6М5** | - | - | - | 0,29 | 0,3 | 0,34 | 0,1 | 0,1 | 0,24 | |||||||
| Концевые | Р6М5** | Фрезерование плоскостей и уступов | - | - | 22,5 | 0,35 | 0,21 | 0,48 | 0,03 | 0,1 | 0,27 | ||||||
| Обработка серого чугуна, 190 НВ | |||||||||||||||||
| Торцовые | ВК6* | Фрезерование плоскостей | - | - | - | 0.2 | 0,15 | 0,35 | 0,2 | 0,32 | |||||||
| Р6М5* | - | - | - | 0,2 | 0,1 | 0,4 | 0,1 | 0,1 | 0,15 | ||||||||
| Цилиндрические | ВК6* | - | <2,5
2,5
| 0,2 >0,2 0,2 >0,2
| 923 588 1180 | 0,37 0,37 | 0,13 0,40 | 0,19 0,47 0,19 0,47 | 0,23 0,23 | 0,14 0,14 | 0,42 0,42 | ||||||
| Р6М5* | 0,15
>0,15
| 57,6 27 | 0,7 | 0,5 | 0,2 0,6 | 0,3 | 0,3 | 0,25 | |||||||||
| Дисковые со вставными ножами | Р6М5* | Фрезерование плоскостей, уступов и пазов | - | - | - | 0,2 | 0.5 | 0,4 | 0,1 | 0,1 | 0,15 | ||||||
| Дисковые цельные | Р6М5* | - | - | 0,2 | 0,5 | 0,4 | 0,1 | 0,1 | 0,15 | ||||||||
| Концевые | Р6М5* | Фрезерование плоскостей и уступов | - | - | 0,7 | 0,5 | 0,2 | 0,3 | 0,3 | 0,25 | |||||||
| Прорезные и отрезные | Р6М5* | Прорезание пазов и отрезание | - | - | 0,2 | 0,5 | 0,4 | 0,2 | 0,1 | 0,15 | |||||||
Продолжение табл. П.5.24
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Обработка ковкого чугуна, 150 НВ | ||||||||||||
| Торцовые | ВК6* | Фрезерование плоскостей | - | - | 0,18 >0,18
| 994 695 | 0,22 | 0,17 | 0,1 0,32 | 0,22 | 0,33 | |
| Р6М5*2 | - | - | 0,1 >0,1
| 90,5 57,4 | 0,25 | 0,1 | 0,2 0,4 | 0,15 | 0,1 | 0,2 | ||
| Цилиндрические | Р6М5** | - | - | 0,1 >0,1
| 77 49,5 | 0,45 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,33 | |
| Дисковые со вставными ножами | Р6М5** | Фрезерование плоскостей, уступов и пазов | - | 0,1 >0,1
| 105,8 68 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,2 | |
| Дисковые цельные | Р6М5** | - | - | - | 95,8 | 0,25 | 0,3 | 0,2 | 0,1 | 0,1 | 0,2 | |
| Концевые | Р6М5** | Фрезерование плоскостей и уступов | - | - | 68,5 | 0,45 | 0,3 | 0,2 | 0,1 | 0.1 | 0,33 | |
| Прорезные и отрезные | Р6М5**: | Прорезание пазов и отрезание | - | - | - | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |
| Обработка гетерогенных медных сплавов средней твердости, 100–140 НВ | ||||||||||||
| Торцовые | Р6М5* | Фрезерование плоскостей | - | - | 0,1 0,1 | 136 86,2 | 0,25 | 0,1 | 0,2 0,4 | 0,15 | 0,1 | 0,2 |
| Цилиндрические | Р6М5* | - | - | 0,1 0,1 | 115,5 74,3 | 0,45 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,33 | |
| Дисковые со вставными ножами | Р6М5* | Фрезерование плоскостей, уступов и пазов | - | - | 0,1 0,1 | 158,5 102 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,2 |
| Дисковые цельные | Р6М5* | - | - | - | 0,25 | 0,3 | 0,2 | 0,1 | 0,1 | 0,2 | ||
| Концевые | Р6М5* | Фрезерование плоскостей и уступов | - | - | - | 0,45 | 0.3 | 0,2 | 0,1 | 0,1 | 0,33 | |
| Прорезные и отрезные | Р6М5* | Прорезание пазов и отрезание | - | - | - | 111,3 | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 |
| Обработка силумина и литейных алюминиевых сплавов, σв = 100–200 МПа, НВ 65,
дюралюминия σв= 300–400 МПа; НВ 100
| ||||||||||||
| Торцовые | Р6М5* | Фрезерование плоскостей | - | - | 0,1
>0,1
| 0,25 | 0,1 | 0,2 0,4 | 0,15 | 0,1 | 0,2 | |
| Цилиндрические | Р6М5* | - | - | 0,1 >0,1
| 133,5 | 0,45 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,33 |
Продолжение табл. П.5.24
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| Дисковые со вставными ножами | Р6М5* | Фрезерование плоскостей, уступов и пазов | - | <0,1 >0,1 | 183,4 | 0,25 | 0,3 | 0,2 0,4 | 0,1 | 0,1 | 0,2 | |
| Дисковые цельные | Р6М5* | - | - | - | 0,25 | 0,3 | 0,2 | 0,1 | 0,1 | 0,2 | ||
| Концевые | Р6М5* | Фрезерование плоскостей и уступов | - | - | - | 185,5 | 0,45 | 0,3 | 0,2 | 0,1 | 0,1 | 0,33 |
| Прорезные и отрезные | Р6М5* | Прорезание пазов и отрезание | - | - | - | 0,25 | 0,3 | 0,2 | 0,2 | 0,1 | 0,2 | |
Примечание. *Без охлаждения. ** С охлаждением
Скорость резания для торцовых фрез, рассчитанная по табличным данным, действительна при главном угле в плане φ= 60°. При других величинах этого угла значения скорости следует умножать на коэффициенты. φ= 15° – на 1,6; при φ = 30° – на 1,25; при φ = 45° – на 1,1; при φ = 75° – на 0,93; при φ = 90°– на 0,87.
Таблица П.5.25
Средние значения периода стойкости Т фрез
| Фрезы | Стойкость Т, мин, при диаметре фрезы, мм | ||||||||||||
| Торцовые | - | ||||||||||||
| Цилиндрические со вставными ножами и цельные с крупным зубом | - | - | |||||||||||
| Цилиндрические цельные с мелким зубом | - | - | |||||||||||
| Дисковые | - | - | |||||||||||
| Концевые | - | ||||||||||||
| Прорезные и отрезные | - | ||||||||||||
| Фасонные и угловые | - | - | |||||||||||
Таблица П.5.26
Значения коэффициента Ср и показателей степени в формуле окружной силы Рz при фрезеровании
| Фрезы | Материал режущей части инструмента | Коэффициент и показатели степени | |||||
| Ср | x | у | и | q | w | ||
| Обработка конструкционной углеродистой стали, σв = 750 МПа | |||||||
| Торцовые | Твердый сплав Быстрорежущая сталь | 825 82,5 | 1,0 0,95 | 0,75 0,8 | 1,1 1,1 | 1,3 1,1 | 0,2 0 |
| Цилиндрические | Твердый сплав Быстрорежущая сталь | 101 68,2 | 0,88 0,86 | 0,75 0,72 | 1,0 1,0 | 0,87 0,86 | 0 0 |
| Дисковые, прорезные и отрезные | Твердый сплав Быстрорежущая сталь | 261 68,2 | 0,9 0,86 | 0,8 0,72 | 1,1 1,0 | 1,1 0,86 | 0,1 0 |
| Концевые | Твердый сплав Быстрорежущая сталь | 12,5 68,2 | 0,85 0,86 | 0,75 0,72 | 1,0 1,0 | 0,73 0,86 | -0,13 0 |
| Фасонные и угловые | Быстрорежущая сталь | 0,86 | 0,72 | 0,1 | 0,86 | ||
| Обработка жаропрочной стали 12Х18Н9Т, 141 НВ в состоянии поставки | |||||||
| Торцовые | Твердый сплав | 0,92 | 0,78 | 1,0 | 1,15 | ||
| Концевые | Быстрорежущая сталь | 0,75 | 0,6 | 1,0 | 0,86 | ||
| Обработка серого чугуна, 190 НВ | |||||||
| Торцовые | Твердый сплав Быстрорежущая сталь | 54,5 50 | 0,9 0,9 | 0,74 0,72 | 1,0 1,14 | 1,0,1,14 | 0 0 |
| Цилиндрические | Твердый сплав Быстрорежущая сталь | 0,9 0,83 | 0,8 0,65 | 1,0 1.0 | 0,9 0,83 | 0 0 | |
| Дисковые, концевые, прорезные и отрезные | Быстрорежущая сталь | 0,83 | 0,65 | 1,0 | 0,83 | ||
| Обработка ковкого чугуна, 150 НВ | |||||||
| Торцовые | Твердый сплав Быстрорежущая сталь | 491 50 | 1,0 0,95 | 0,75 0,8 | 1,1 1,1 | 1,3 1,1 | 0,2 0 |
| Цилиндрические, дисковые, концевые, прорезные и отрезные | Быстрорежущая сталь | 0,86 | 0,72 | 1,0 | 0,86 | ||
| Обработка гетерогенных медных сплавов средней твердости, 100–140 НВ | |||||||
| Цилиндрические, диско вые, концевые, прорезные и отрезные | Быстрорежущая сталь | 22,6 | 0,86 | 0,72 | 1,0 | 0,86 |
Примечания. 1.Окружную силу Рz при фрезеровании алюминиевых сплавов рассчитывать, как для стали, с введением коэффициента 0,25
|
|
Дата добавления: 2015-06-29; Просмотров: 448; Нарушение авторских прав?; Мы поможем в написании вашей работы!