КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Координатные системы станка, инструмента, детали. Выбор начала отсчета
|
|
|
|
Система координат станка представляет собой основную расчетную систему, в которой определены возможные относительные перемещения рабочих органов станка в соответствии с его технологическими возможностями. Эта система охватывает объем рабочей зоны станка, в пределах которой возможна обработка заготовок определенных габаритов (рис. 2.6). В системе координат станка определяется исходное положение его рабочих органов, положение устанавливаемой заготовки и инструмента. В этой системе задается направление и величина относительных перемещения рабочих органов станка.
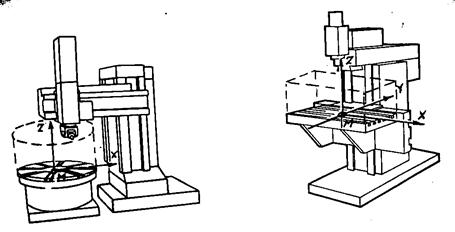
Рис.2.6 Примеры расположения рабочей зоны и нулевой точки
станка: а – карусельного; б - вертикально-фрезерного.
Начало отсчета координатной системы станка называется нулевой точкой станка (ноль станка) и обозначается буквой М (рис. 2.6). Положение нулевой точки М обычно связывают с узлом, на котором базируют обрабатываемую заготовку. На токарных станках с ЧПУ нулевая точка располагается на торце шпинделя, где устанавливают патрон для закрепления заготовки (cм. рис. 2.6,а). На карусельных станках с ЧПУ нулевую точку располагают в центре вращающейся планшайбы и рабочая зона станка также ограничивается цилиндром (cм. рис. 2.6,б). На фрезерных и сверлильно-расточных станках нулевую точку связывают со столом станка, на котором устанавливают заготовку или приспособление и располагают в центре стола (cм. рис. 2.6,в). Рабочая зона станка ограничивается при этом параллелепипедом. Однако возможно расположение нулевой точки в вершине прямого параллелепипеда. Точное положение ноля станка и направление осей координат, указывают в руководстве по программированию и эксплуатации станка.
|
|
|
Т.о. система координат станка является главной расчетной системой, показывающей технологические возможности станка, в которой положение рабочих органов определяют координаты их характерных базовых точек. Базовые точки рабочих органов станка выявляют в соответствии с функциональным назначением рассматриваемых узлов и их конструктивными особенностями.
Помимо координатной системы станка на станках с ЧПУ используют еще и другие системы - координатную систему детали ХДУДZД (см. рис.2.7) и координатную систему режущего инструмента ХИ УИ ZИ (см. рис.2.8). Введение этих систем упрощает согласование технологических размерных связей при разработке управляющей программы и настройке станка на точность.
Координатная система детали ХДУДZД непосредственно связана с изготавливаемой деталью. Управляющею программу, которая определяет траекторию относительного перемещения режущего инструмента, разрабатывают в системе координат детали ХДУДZД.
Это означает, что в этой системе определены все размеры детали и заданы координаты всех опорных точек контура детали. Начало отсчета этой координатной системы называется нулевая точка Д детали (ноль детали) (см. рис. 2.7).
а)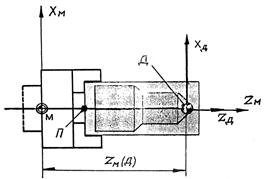
 б)
б)
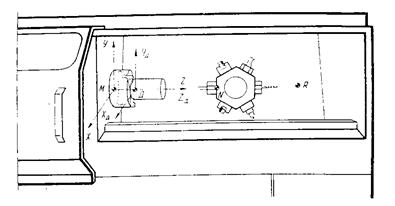
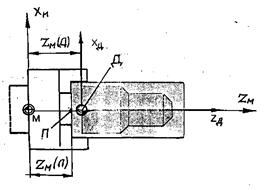
Рис.2.7 Расположение координатной системы детали на токарном
станке: а – ноль детали на правом торце; б - ноль детали на левом торце.
Координатная система детали ХДУДZД определенным образом располагается в координатной системе станка XМ YМ ZМ. При этом положение ноля Д детали относительно ноля М станка определяют координаты XМ (Д), YМ (Д), ZМ (Д). В обозначении координирующих размеров в начале указывается координата системы, в которой определяется положение характерной базовой точки, а затем в скобках указывается базовая точка. Для приведенного примера координаты Xм(Д)= YМ (Д)=0 и на рис.2.7 не представлены.
Для деталей тел вращения, обрабатываемых на токарных станках, ноль детали Д может быть расположен на левом (рис. 2.7,а) или правом торце готовой детали (рис. 2.7,б). При базировании заготовки в патроне базовой точкой патрона (приспособления) является точка П, с которой совмещается расположенная на торце заготовки базовая точка З. Положение базовой точки патрона в системе координат станка определяют постоянные координаты XМ (П), ZМ (П). В свою очередь расстояние по оси ZМ между точками П и Д определяет припуск Z(ПД), оставляемый на базовом торце детали (рис. 2.7,а). С учетом этого расстояние от ноля станка М до ноля Д детали по оси ZМ составят:
|
|
|
для случая, приведенного на рис. 2.7,а
ZМ (Д) = ZМ (П) + Z(ПД),
для случая, приведенного на рис. 2.7,б
ZМ (Д) = ZМ (П) + Z(ПД) + LД,
где LД – длина обрабатываемой детали;
Z(ПД) – расстояние по оси Z между точками П и Д.
Т.о. положение системы детали ХДУДZД в координатной системе станка XМ YМ ZМ определяет положение устанавливаемой на станок заготовки. Т.к. базирование заготовки на станке осуществляется по ее технологическим базам, то построение координатной системы ХДУДZД в ряде случаев выполняют на технологических базах устанавливаемой заготовки. Однако с целью удобства программирования, в качестве координатной системы детали может быть использована не только координатная система ее технологических баз, но и другая более удобная система координат, построенная на плоскостях симметрии детали или на пересечении ее сторон. Положение нулевой точки Д желательно выбирать так, чтобы программируемые перемещения рабочих органов станка при обработке заготовок могли быть представлены координатами одного знака.
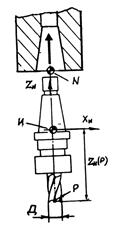
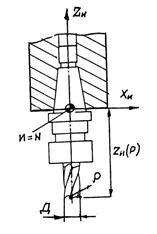
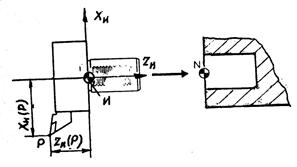
Координатная система инструмента ХИ УИ ZИ непосредственно связана с режущим инструментом, используемым для обработки заготовки на определенном технологическом переходе (рис. 2.8). Положение этой системы в координатной системе станка XМ YМ ZМ позволяет определить положение применяемого режущего инструмента. При этом используют характерные базовые точки N, расположенные на соответствующих узлах станка (см. рис. 2.8).
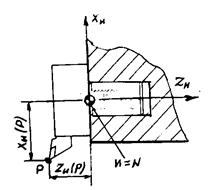
Так, например, у сверлильно-расточных и фрезерных станков базовая точка N шпиндельного узла располагается на пересечении его оси и торца. Она определяет положение инструментальной оправки, устанавливаемой в шпиндель (cм. рис. 2.8,а). Аналогичные базовые точки N имеются и на многопозиционной револьверной головке токарных станков. Они определяют положение устанавливаемых в головку инструментальных блоков (рис. 2.8,б).
|
|
|
 а)
а)
 б)
б)
Рис.2.8 Координатная система и базовые точки, определяющие положение режущего инструмента: а – установка инструментальной оправки в шпиндель станка;
б - установка резцового блока в револьверную головку.
При установке инструментальной оправки в шпиндель станка или резцового блока в револьверную головку происходит совмещение нулевой точки инструмента И с базовой точкой N соответствующего узла. Нулевая точка И инструмента (ноль инструмента) является началом отсчета координатной системы режущего инструмента ХИ УИ ZИ. В этой системе задают рабочие размеры инструмента XИ(Р),ZИ(Р), которые определяют координаты его вершины Р и калибрующих режущих кромок. Эти размеры определяют длину инструмента, его вылет, их указывают в инструментальной карте, которую заполняют при настройке инструмента на размер. Для вращающегося инструмента, например концевой фрезы (рис. 2.8,а), характерная настроечная точка Р располагается на пересечении торца фрезы с осью вращения, при этом указывают также диаметр фрезы Д.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 2283; Нарушение авторских прав?; Мы поможем в написании вашей работы!