КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приспособления для обработки фасонных поверхностей
|
|
|
|
РЕВОЛЬВЕРНАЯ ГОЛОВКА
РЕВОЛЬВЕРНАЯ ГОЛОВКА К ЗАДНЕЙ БАБКЕ ТОКАРНОГО СТАНКА
Головка (рис. 55) предназначена для одновременного крепления нескольких инструментов. Рейка-фиксатор 10, расположенная в центровочном отверстии хвостовика 9, находится в зацеплении с задней ручкой 7 фиксатора. На кронштейне хвостовика по скользящей посадке посажен палец 6. Посредством этого пальца и гайки 4 державка 5 закрепляется на хвостовике 9. Державка имеет несколько посадочных штырей и гнезд для закрепления патронов и оправок с инструментом (например, патрон 1 для сверл, оправка 2 для метчиков и плашкодержатель 3 для  плашек).
плашек).
Державку е одной позиции на другую переводят следующим образом: поворачивая рукоятку 7 и преодолевая сопротивление пружины 8, выводят рейку-фиксатор из фиксирующего отверстия державки 5, затем поворачивают державку на 120°, совмещая другое фиксирующее отверстие державки с рейкой-фиксатором.
При использовании головки значительно сокращается вспомогательное время при обработке.
РЕВОЛЬВЕРНАЯ 4-ПОЗИЦИОННАЯ ГОЛОВКА К ЗАДНЕЙ БАБКЕ
Головка (рис. 56) предназначена для последовательного использования нескольких инструментов. Инструментодержатель 1 соединяется с корпусом 2 и может поворачиваться на его оси. При этом точность установки его с инструментом обеспечивается фиксатором 4. С помощью конического хвостовика 3 револьверную головку закрепляют в пиноли задней бабки станка.
В результате применения описанной головки снижаются затраты времени на настройку инструмента.
КАЧАЮЩАЯСЯ ШАРНИРНАЯ ОПРАВКА ДЛЯ КРЕПЛЕНИЯ РАЗВЕРТОК
При использовании качающейся шарнирной оправки обеспечивается правильное положение режущего инструмента, при котором центр качания находится в плоскости резания инструмента или близко от нее.
|
|
|
ПРИСПОСОБЛЕНИЕ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ ОБТОЧКИ СТУПЕНЧАТЫХ ВАЛОВ
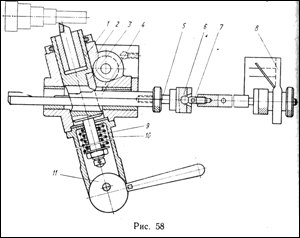
Приспособление (рис. 58), предназначенное для обточки ступенчатых валов с высотой ступеней до 5 мм и разницей между наибольшим и наименьшим диаметрами до 25 мм, используются вместо резцедержателя. В корпусе 2 приспособления установлена пиноль 1 с закрепленным в ней сухарем 3. Под воздействием пружин 9 и 10 сухарь 3 и копир 4 постоянно находятся в контакте. При включении подачи суппорт станка вместе с приспособлением движется к передней бабке. Резец, установленный в приспособлении, протачивает первую шейку. Сухарь 3 скользит по копиру, закрепленному с помощью шарнирной пары 6—7 и регулировочного винта 5 в кронштейне 8. Дойдя до ступеньки на копире, сухарь 3 соскальзывает на нее. Резец вместе с пинолью под действием пружины перемещается на расстояние, равное высоте ступеньки копира, после чего производится обточка второй ступени вала. Таким же образом обрабатываются остальные ступени вала.
Настройка приспособления на длину первой ступени достигается путем соответствующей регулировки копира с помощью регулировочного винта 5 и установки поперечного суппорта. При этом достигается точность обработки, соответствующая 2—3-му классам точности. Получение прямого угла между торцевой и цилиндрической поверхностями ступеней вала достигается при использовании резца с углом в плане 75° и установке пиноли в корпусе приспособления под углом 15°. После проточки вала поперечный суппорт с резцом отводят на 20—30 мм от детали и с помощью эксцентрика 11 подают пиноль вперед вместе с резцом с таким расчетом, чтобы при возвращении суппорта в первоначальное положение сухарь 3 не касался копира. Затем опускают эксцентрик 11; пиноль с резцом устанавливается в рабочее положение.
|
|
|
Настройку резца на необходимый диаметр крайней шейки вала производят с помощью лимба, а диаметры остальных шеек при точно выдержанном размере первой шейки получаются автоматически. Получение заданных линейных размеров первой шейки вала зависит и от размеров центровых гнезд. При разной глубине центровых ГНЕЗД торец вала будет занимать различное положение относительно копировального валика, который после настройки имеет постоянное положение.
С помощью такого приспособления можно значительно повысить производительность обработки. Эффективность применения приспособления возрастает при увеличении Числа шеек обрабатываемого вала и уменьшении величины перепадов между ступенями.
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 390; Нарушение авторских прав?; Мы поможем в написании вашей работы!