КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Замена неисправных агрегатов и узлов при войсковом ремонте бронетанковой техники
|
|
|
|
При войсковом ремонте бронетанковой техники могут заменять любые неисправные агрегаты и узлы в соответствии с установленными технологическими процессами, которые описаны в руководствах по войсковому ремонту бронетанковой техники. При этом по каждой марке машины существуют свои технологические процессы замены, ей присущие.
ОБЩИЕ УКАЗАНИЯ ПО ЗАМЕНЕ И РЕМОНТУ СБОРОЧНЫХ ЕДИНИЦ
1. При войсковом ремонте машины неисправные сборочные единицы или детали заменять (снимать) лишь в том случае, если обнаруженные неисправности не могут быть устранены без их демонтажа.
2. При замене сборочной единицы тщательно проверять техническое состояние остальных незаменяемых сборочных единиц.
3. Ремонтные работы должны проводиться только исправными инструментом и приспособлениями. Особенно тщательно должно быть проверено перед началом работ техническое состояние подъемных средств и чалочных приспособлений. Работать с неисправными подъемными средствами и чалочными приспособлениями запрещается.
4. Снятые годные крепежные детали временно (до сборки) должны быть установлены на свои места, а если это будет мешать дальнейшей разборке или демонтажу сборочной единицы, они должны быть собраны в ящик для нормалей. Болты и гайки, у которых сорвано более двух ниток резьбы или смяты грани, подлежат замене.
5. При замене сборочной единицы проверять надежность крепления захватов и тросов. Снятая сборочная единица должна быть установлена на стеллаж или подставку; держать ее на весу запрещается.
6. Вскрытые при демонтаже или разборке сборочные единицы следует закрыть бумагой или салфеточной тканью и обвязать шпагатом. Концы отсоединенных трубок систем охлаждения, смазки, питания топливом, а также ТДА, ППО, гидравлических, и пневматических приводов должны быть временно закрыты пробками или заглушками, которые при сборке удаляются. Наконечники отсоединенных электропроводов должны быть заизолированы изоляционной лентой.
|
|
|
7. Перед установкой сборочной единицы в машину проверить:
наличие и качество заправленной смазки и соответствие ее времени года (при необходимости заменить смазку);
наличие и правильность шплинтовки и стопорения гаек и болтов;
пригодность по техническим параметрам сборочных единиц к эксплуатации, а также готовность их к монтажу.
8. Устанавливаемые сборочные единицы и детали не должны иметь следов коррозии. Окрашенные участки поверхности, пораженные коррозией, зачистить и подкрасить. Все забоины и заусенцы на посадочных поверхностях и кромках деталей зачистить.
9. Болты, гайки, штуцера и другие детали резьбовых соединений, кроме особо оговоренных в технических требованиях, должны быть затянуты равномерно и до отказа.
10. Отвертывать и завертывать гайки и болты с помощью зубила и молотка категорически запрещается. Перед отвертыванием гаек, болтов, пораженных коррозией, рекомендуется за 2... 3 ч до разборки положить на выступающую часть резьбы или на стык резьбы ветошь, смоченную керосином.
11. Вновь устанавливаемые фетровые и войлочные сальники должны быть пропитаны специальным составом согласно инструкции. Сальники, бывшие в употреблении и годные для дальнейшей работы, перед установкой пропитать в масле, подогретом до 40—50°С.
12. Все уплотнительные прокладки, соединительные шланги трубок систем охлаждения, смазки и питания топливом, кроме случаев, оговоренных в технических требованиях, ставить на краску (густотертый железный сурик или густотертые цинковые белила). При установке соединительных шлангов разрешается наносить краску только на концы присоединяемых трубок и патрубков. Наносить краску на шланги не разрешается.
|
|
|
13. Некоторые прокладки, оговоренные в технических требованиях, ставить на лак «Герметик». Перед установкой прокладок поверхности разъема деталей должны быть тщательно очищены и обезжирены растворителем «646» или чистым бензином. Лак «Герметик» наносить на очищенную поверхность кистью тонким слоем. Установку прокладок и затяжку гаек производить после того, как нанесенный слой лака несколько просохнет. Проверять герметичность разъемов опрессовкой до полного высыхания лака не рекомендуется.
14. Разбирать сборочные единицы до пределов, обеспечивающих устранение дефекта, из-за которого сборочная единица разбиралась.
15. Все сборочные единицы и детали, подлежащие дефектации, должны быть промыты и насухо протерты чистой ветошью или обдуты воздухом.
При снятии и разборке сборочных единиц, требующих балансировки, на снятых и сопряженных с ними деталях ставить метки и сборку (монтаж) производить по меткам
17. При выпрессовке и запрессовке подшипников качения необходимо усилие прикладывать к спрессовываемому или запрессовываемому кольцу. Обезличивание колец роликоподшипников не допускается
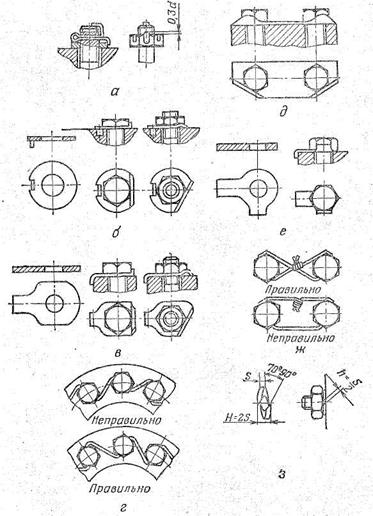
а – шплинтовка разводным шплинтом; б, в, д, е – стопорение стопорными шайбами; г, ж – шплинтовка проволокой;
з -стопорение пружинными шайбами
Рисунок 2.2 - Типовые стопорения болтов и гаек.
Шплинтовка разводным шплинтом. Шплинт должен плотно входить в отверстие болта (шпильки), он может выступать из прорези гайки не более чем на 0,3 своего диаметра. Ослаблять затяжку гайки для совмещения прорези с отверстием под шплинт не допускается. Если совместить прорезь с отверстием под шплинт дозатяжкой гайки невозможно, то гайку следует заменить.
Стопорение стопорными шайбами или планками. При стопорении стопорной шайбой выступы ее отгибаются: один на грань гайки (головка болта), другой по кромке корпусаили в специальную выточку. При стопорении стопорной планкой концы планки отгибаются на грани гаек (головок болтов). Отогнутая часть шайбы (планки) должна плотно прилегать к грани гайки (головки болта) и не иметь трещин в местах изгиба.
· шплинтовка проволокой. Наиболее часто применяется шплинтовка проволокой двух видов:
|
|
|
· шплинтовка одной проволокой всех болтов, расположенных по окружности;
· шплинтовка попарно, когда одной проволокой шплинтуются два смежных болта.
В любом случае проволоку в отверстие необходимо вводить так, чтобы ветвь ее, удерживающая болт от отворачивания, изгибалась на выходе из отверстия под углом, близким к 90°. Проволока должна быть мягкой, без надломленных мест, концы ее должны быть скручены и обрезаны на 5...7 мм от начала скрутки.
Стопорение пружинными шайбами. Шайба должна иметь развод концов, равный удвоенной толщине ее, т. е. Н=2S. При правильной затяжке гайки зазор в разрезе шайбы допускается до половины ее толщины, но не более 2 мм. Установка двух пружинных шайб не допускается.
19. Качество произведенного ремонта проверяется при стационарных, а затем при пробеговых испытаниях в объеме, предусмотренном техническими требованиями на испытания машин и сборочных единиц после ремонта. При отсутствии испытательных стендов сборочные единицы после ремонта устанавливаются на ремонтируемую машину без предварительных испытаний, а их работа проверяется при стационарных и пробеговых испытаниях машин.
20. Указания по смазке деталей при сборке и установке сборочных единиц даются в технических требованиях на сборку, установку сборочных единиц и в таблице смазки сборочных единиц.
Допускается:
· подгибка труб до сопряжения соединяемых элементов в свободном, не закрепленном состоянии, при этом должны быть обеспечены овальность труб в местах подгибки не более 20% от наружного диаметра и расстояние от места подгибки, трубы до места пайки не менее двух диаметров трубы;
· местная подгибка тяг в случае заедания их при перемещении или касании друг друга или соседних сборочных единиц, при этом должна быть обеспечена нормальная работа привода;
· подгибка и правка скоб, планок и других деталей из листового материала.
Вместе с тем основные принципиальные положения, определяющие порядок замены агрегатов и узлов, имеют много общего для машин всех марок.
Рассмотрим несколько подробнее порядок замены основных агрегатов и узлов БМП в войсковых ремонтных средствах.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 2379; Нарушение авторских прав?; Мы поможем в написании вашей работы!