КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологическая карта на резку
|
|
|
|
Технология сборки и сварки конструкции.
| № | Название операции | Оборудование и инструменты | Эскиз | Краткое описание операции |
| Очистка | Ветошь, щётка, шлиф машина | Зачистить от ржавчины, влаги, масла, удаление окалин | ||
| Разметка | Рулетка, линейка, чертилка | Переносим размер на металл, отмечаем место среза | ||
| Резка | Баллоны, резак, манометры, шланги, редуктор | Открываем кислород, затем горючий газ. Устанавливаем давление. Нагреваем металл, открываем режущий кислород. Давление кислорода 3-4 атм. горючего газа 1,5 атм. | ||
| Зачистка | Молоток шлакоотделитель, шлиф машинка | Сбить грат, зачистить место среза | ||
| Контроль | Рулетка, линейка, шаблон | Отмерить размер (чистовой), оценить качество шва, применить шаблон |
 |
 Выбор электрода.
Выбор электрода.
Э46-ОЗС-12-О-УД Е431(3)-Р23 Электрод с временным сопротивлением разрыву 460 кгс/мм. ОЗС-12-марка электрода. О-диаметр электрода. У-электрод для сварки углеродистых сталей. Д-электрод с толстым покрытием. Е431(3)-группа индексов характеризующая металл шва. Р-электрод с рутиловым покрытием. 2-пространственное положение сварки во всех кроме вертикального с верху вниз. 3-род и полярность тока ток переменный и постоянный обратной полярности.
Э46-ЛЭЗМР-3-О-УД
Е431(3)-РЦ13 Электрод с временным сопротивлением разрыву 460 кгс/мм. ЛЭЗМР-3-марка электрода. О-диаметр электрода. У-электрод для сварки углеродистых сталей. Д-электрод с толстым покрытием. Е431(3)-группа индексов характеризующая металл шва. РЦ-смешанное покрытие с рутиловым и целулезным покрытием. 1-пространственное положение сварки во всех положениях. 3-род и полярность тока ток переменный и постоянный обратной полярности.
|
|
|
 Режим сварки.
Режим сварки.
Основные параметры: диаметр электрода, сила тока, скорость сварки.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, формы разделки кромок, положение в пространстве и вида соединения. Существует экспериментальная зависимость между толщиной металла и диаметром электрода.
| Толщина металла (мм) | 3-4 | 5 и более | |
| Диаметр электрода (мм) | 1,6-2 | 3-4 |
| Диаметр электрода (мм) | 3-4 | 5 и более | |
| Коэффициент пропорциональности (А/мм) | 25-30 | 35-40 | 45-60 |
Сила тока (I) I=k*dэл, где К-коэффициент пропорциональности плотности тока приходящаяся на 1мм диаметр электрода (А/мм)
Пример: I=k*dэл.
I= 35*3 = 105 (A)
При сварке в вертикальном и горизонтальном положении диаметр электрода не более 4мм. сила тока меньше на 10% по сравнению с нижним положением. Для сварки в потолочном диаметр электрода тоже не более 4мм, сила тока меньше на 15% по сравнению с нижним положением.
Скорость сварки должна быть такой,при которой обеспечивается полный провар, чем больше сила тока, тем больше скорость сварки.
 Сварка конструкции.
Сварка конструкции.
Существуют два способа зажигания дуги – прямым отрывом или отрывом по кривой. Для надежного зажигания дуги электрод отводят от изделия на высоту 3-4 мм, увеличение длины дуги снижает глубину проплавления, вызывает образование шва с не ровной поверхностью. Усиливает разбрызгивание металла и нарушает защиту расплавленного металла от окружающего воздуха. Направление сварки может быть с лева на право, справа на лево, от себя и на себя. Независимо то направления сварки электрод должен быть отклонен от вертикали на 15-30 - при сварке стыковых швов, а при сварке угловых, тавровых швов – на угол 45.
Если продольное перемещение электрода производится без колебательных движений, то ширина валика L=d электрода. Такие узкие «ниточные» валики применяют при сварке тонких листов, при наложении первого слоя у многослойных швов и при наложении прихваток. Нормальный шов выполняют с поперечными колебаниями электрода.
|
|
|
Виды колебательных движений:
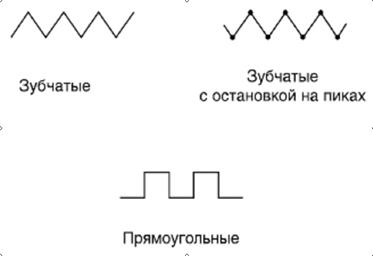
Ломаная линия – наплавочные валики, встык без скоса кромок (в нижнем положении).
Полумесяцем и спиралью – стыковые со скосом кромок, угловые с катетом менее 6 мм. Горизонтальные со скосом и без скоса кромок.
Восьмеркой – применяют, когда требуется большой прогрев металла по краям шва, при сварке высоколегированных сталей.
Елочкой – стыковые со скосом кромок, угловые с катетом более 6 мм, последний слой многослойных швов.
 |
Контроль качества.
Внешний осмотр и обмер сварных швов.
Внешним осмотром выявляют не соответствие шва, требуемых геометрическими размерами - наплавы, подрезы, глубокие кратеры, прожоги, трещины наружные, не провары, свищи и др. внешние дефекты. Размеры швов должны соответствовать указанным на чертеже или в ГОСТе. Не допускается какое либо уменьшение размера шва. Размеры швов контролируют шаблонами или линейкой.
Неразрушающие методы контроля.
Рентген просвет
Источник излучения помещают на определенном расстоянии от шва так, чтобы лучи были направленны перпендикулярно к поверхности. С противоположной стороны крепят кассету с пленкой. После просвечивания пленку проявляют. Лучи попавшие на пленку через дефект поглотятся в меньшей степени и окажут более сильное отсвечивающее действие на пленку, чем лучи прошедшие через плотный металл.
 1 рентгеновская трубка, 2 сварочное соединение, 3 кассета, 4 фотобумага, 5 усиливающий экран, 6 дефектомер.
1 рентгеновская трубка, 2 сварочное соединение, 3 кассета, 4 фотобумага, 5 усиливающий экран, 6 дефектомер.
Ультразвуковой метод
Этот метод основан на способности ультразвуковых волн отражаться от границы двух сред. Рядом со сварным швом устанавливают щуп с пластиной из титанита бария. Пластина посылает в шов короткий ультразвуковой импульс. Если в шве имеется какой либо дефект, то часть пучка ультразвука отразится от него, а другая часть отразится от другой стороны шва. На экране эти отражения можно наблюдать в виде увеличенных пиков.
Магнитопорошковый метод
|
|
|
На поверхность намагниченной детали наносят ферумагниевый порошок или смесь порошка с керосином. Под действием втягивающей силы магнитных полей рассеянные частицы порошка перемещаются по поверхности детали и скапливаются в виде валиков над дефектами. Метод отличается высокой чувствительностью к мелким тонким трещинам. Для повышения чувствительности контроля усиление швов перед испытанием снимают.
Метод контроля плотности сварных швов
Гидравлические испытания
При этом методе в сосуде, после наполнения ее водой с помощью насоса создают избыточное давление, которое называется пробным (Р проб.)
Р проб. = 1,5: 2 Р раб.
Величину давления определяют по проверенному и опломбированному манометру. Время выдержки 5-10 мин. За это время швы осматривают на наличие капель или течи. Кроме того испытание может производиться наливом воды без давления.
Пневматические испытания
В замкнутый сосуд нагнетают воздух до рабочего состояния, снаружи все швы смачиваются мыльным раствором, сжатый воздух в местах дефектов образует мыльные пузыри. В зависимости от количества и интенсивности выделения мыльных пузырей можно судить о величине дефекта.
Испытание керосином
Снаружи на шов наносят кистью меловой раствор, а изнутри смачивают керосином. В местах дефекта меловой высохший раствор потемнеет, так как керосин обладает способностью проникать через мельчайшие щели. Выдерживают 15-20 мин., чтобы обнаружить мельчайшие дефекты. Если на меловой поверхности не выступили темные пятна, то шов считается удовлетворительным.
 Подготовка металла к сварке.
Подготовка металла к сварке.
Сборка сварочных соединений должна производится только из тщательно выправленных деталей и узлов. Кромки собираемых деталей не менее 20мм перед сборкой должны быть очищены от масла, ржавчины, окалины, влаги и грязи. Зачистка должна производится металлической щеткой или шлифовальным кругом. Сборка конструкций должна производится на стеллажах, сборочных стендах, плитах и других приспособлениях исключающих деформацию деталей во время сборки. При сборке допускается производить гибку деталей как в холодном состоянии, так и с подогревом. Соединение деталей при сборке стальных конструкций должно производиться посредством прихваток, при помощи приспособлений, а при наличии отверстий – при помощи болтов. Сборку деталей на прихватки производят после того, как детали будут закреплены зажимами, струбцинами и другими приспособлениями. Сборку всех деталей конструкции производят до сварки, во избежании деформации. Прихватки должны располагаться в местах наложения швов. Прихватки должны быть плотными, узкими и не высокими. Длина прихватки 10-60 мм, расстояние между прихватками (30-40)*Sмет. Прихватки выполняют тем же электродом, что и сварные швы. При сварке стыковых соединений элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому, угол скоса элементов разной толщины должен быть не более 15 градусов. После сборки деталей конструкции на прихватки производят контроль замеров, проверяют диагонали (разность не более 3 мм) и прямолинейность углов.
|
|
|
Выбор материала конструкции.
Для своей конструкции я выбрал трубу диаметром 76*3 ГОСТ 3262-75 марка стали БСт3сп- сталь конструкционная обыкновенного качества, низкоуглеродистая, с гарантированным химическим составом, спокойная ГОСТ380-71. Круг диаметром 12 ГОСТ2590-88 марка стали БСт3сп- сталь конструкционная обыкновенного качества, низкоуглеродистая, с гарантированным химическим составом, спокойная ГОСТ380-71. Лист толщиной 20мм ГОСТ19903-74 марка стали БСт3сп- сталь конструкционная обыкновенного качества, низкоуглеродистая, с гарантированным химическим составом, спокойная ГОСТ380-71.
 3 Раздел.
3 Раздел.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 5109; Нарушение авторских прав?; Мы поможем в написании вашей работы!