КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Базирование и разметка корпусных деталей
|
|
|
|
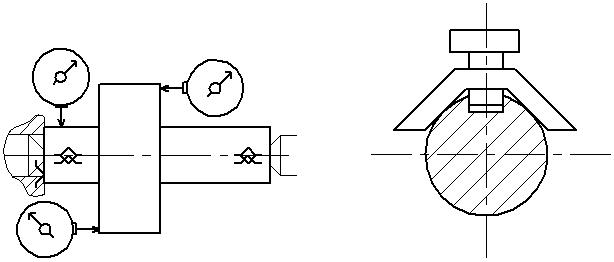
Контроль втулок
Методы контроля схожи с валами:
1 диаметральных размеров: использование проходных и не проходных калибров-скоб и пробок; использование универсального мерительного инструмента (микрометры, нутромеры);
2 линейных размеров: использование унив.мерит. инструмента
для (1) и (2) возможен вариант контроля на стационарных приспособлениях, для комплексного контроля параметров детали.
3 формы и взаимного расположения поверхностей: в контрольных приспособлениях; иногда применяют шаблоны.
4 шероховатость: измерение микронеровностей оптическими приборами, в т.ч. портативными
5 физико-механических параметров поверхностного слоя и детали: производится выборочный контроль деталей партии, в лабораторных условиях
50. Характеристика деталей типа «корпус», технические требования, материалы, методы получения заготовок.
Служебное назначение: размещение и крепление в них отдельных деталей и узлов; является базовой деталью при сборке
Основные типы:
Плита (H, L>>b)
Коробчатые детали (H/L/B=0,3…1)
Корпуса насосов, вентилей
Кронштейны
Основные поверхности обработки: плоскости и отверстия
Требования: точность линейных размеров между поверхностями (10…14кв Rz10…Rz40); основные отверстия (7…9 кв. Ra 1,25…2,5); параллельность (0,02…0,1); требования к расположению баз (0,05…0,07); требования к расположению систем основных отверстий (0,01…0,2)
Материалы: чугун, алюминий, стальное литьё, малоуглеродистые стали (сварные конструкции) или другие конструкционные стали (если метод получения – механическая обработка)
1) в координатный угол (в угол)
2) по плоскости и 2 отверстиям (часто выполняют технологические отверстия)
|
|
|
3) по основному отверстию и плоскостям
4) базирование по разметке
При разметке деталь (заготовку) покрывают меловой краской, а затем, после того как краска высохнет, на заготовку наносят осевые линии, контуры детали, «выкраивая» деталь из заготовки. Чтобы линии были заметнее, вдоль них через определенные промежутки наносят кернером углубления. Деталь на станке устанавливают по проведенным осям и линиям, что облегчает операцию.
Разметка весьма трудоемка и требует высокой квалификации рабочего (разметчика). Производится на разметочных столах с использованием специальных или универсальных разметочных приспособлений. Установка деталей по разметке не обеспечивает высокой точности. Точность разметки составляет 0,2...0,5 мм. В условиях крупносерийного и массового производства применение разметки недопустимо и применяется в случае исправления брака.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 1263; Нарушение авторских прав?; Мы поможем в написании вашей работы!