КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Анализ конструкции детали и требований к ее изготовлению
Содержание курсового проекта
Введение
Безматерных О.А., Беседина А.А.
| Курсовое и дипломное проектирование по технологии машиностроения: уучебное пособие / О.А. Безматерных, А.А. Беседина; «Пермский авиационный техникум им.А.Д.Швецова» – Пермь: ПАТ, 2013. - 250 с. |
В учебном пособии представлены основные методические материалы для курсового и дипломного проектирования по технологии машиностроения.
Рассматриваются вопросы анализа конструкции детали, отработки ее конструкции на технологичность, выбор исходной заготовки, выбора технологических баз, определения видов обработки, формирования маршрута обработки детали. Содержатся основные справочные материалы.
Учебное пособие предназначено для студентов среднего профессионального учебного заведения, обучающихся по специальности 151901 – «Технология машиностроения».
Содержание
| Введение………………………………………………………………………... | |
| 1 Содержание курсового проекта…………………………………………….. | |
| 2 Анализ конструкции детали и требований к ее изготовлению……….…... | |
| 3 Определение типа производства……………………………………….…… | |
| 4 Отработка конструкции детали на технологичность…………………….... | |
| 5 Выбор исходной заготовки………………………………………………….. | |
| 6 Выбор технологических баз…………………………………………………. | |
| 7 Выбор методов и количества необходимых переходов обработки………. | |
| 8 Формирование маршрутного технологического процесса изготовления детали………………………………………………..…………………………. | |
| 9 Выбор средств технологического оснащения операций…………………... | |
| 10 Расчет припусков и операционных размеров..........……………………… | |
| 11 Определение режимов резания…………………………………………….. | |
| 12 Нормирование технологического процесса………………………………. | |
| 13 Проектирование схем технологических наладок…………………………. | |
| 14 Оформление технологической документации……………………………. | |
| Список использованных источников…………………………………………. | |
| Приложение А Допуски исходных заготовок…………………………........... | |
| Приложение Б Средняя экономическая точность обработки заготовок, получаемая различными методами………………..…………………..………… | |
| Приложение В Допуски размеров……….….…………………………............ | |
| Приложение Г Металлорежущие станки………………………………........... | |
| Приложение Д Режущий инструмент……………………………………........ | |
| Приложение Е Номинальные припуски на механическую обработку........... | |
| Приложение Ж Режимы резания…………………………………………........ | |
| Приложение И Данные для определения норм времени…………………….. |
В жизненном цикле изделий машиностроения особое место занимает подготовка производства. Это объясняется ее значительной трудоемкостью и сложностью. Сроки подготовки производства превышают сроки разработки конструкции изделия от 1,8 до 5 раз, в зависимости от вида и сложности изделий. При освоении производства новых машин решаются разнообразные задачи - от проектирования технологических процессов до разработки специальных средств технологического оснащения. Проектирование технологических процессов механической обработки и контроля деталей является одним из наиболее распространенных видов деятельности инженера машиностроителя. При технологическом проектировании решаются две основные задачи: обеспечение требуемого качества изделий, получение минимальной себестоимости технологического процесса.
Данное учебное пособие предназначено для оказания помощи студентам в курсовом и дипломном проектировании по технологии машиностроения. В нем приводится общая последовательность технологического проектирования. Приводится методика выполнения каждого из этапов проектирования. В методическом пособии содержатся требования к выполнению основных разделов курсового проекта (технологической части дипломного проекта), примеры их выполнения, имеется большой объем справочных данных.
Курсовое и дипломное проектирование должно производиться на основе новейших технологических решений, прогрессивных форм организации производства, при высоком уровне механизации и автоматизации технологических процессов. Выполнение курсового и дипломного проектов необходимо производить в строгом соответствии с требованиями единой системы конструкторской и технологической документации (ЕСКД, ЕСТД), государственных и отраслевых стандартов.
Курсовой проект выполняется в следующем объеме: пояснительная записка (ПЗ) 45 -60 страниц и 4-х листов графических материалов формата А1.
ПЗ содержит структурные элементы:
- титульный лист;
- задание на курсовой проект (выдается перед прохождением производственно-технологической практики);
- аннотация;
- содержание;
- введение;
1 Разработка технологического процесса изготовления детали;
1.1 Анализ конструкции детали и требований к ее изготовлению;
1.2 Определение типа производства;
1.3 Отработка конструкции детали на технологичность;
1.4 Анализ существующего (базового) технологического процесса;
1.5 Выбор исходной заготовки;
1.5.1 Определение вида исходной заготовки;
1.5.2 Выбор метода изготовления исходной заготовки;
1.5.3 Обоснование выбора исходной заготовки;
1.6 Проектирование технологического маршрута обработки;
1.6.1 Выбор и обоснование технологических баз;
1.6.2 Выбор методов и количества необходимых переходов обработки;
1.6.3 Определение последовательности обработки;
1.6.4 Формирование технологических операций;
1.6.5 Выбор средств технологического оснащения;
1.7 Проектирование технологических операций;
1.7.1 Выбор структуры операции;
1.7.2 Выбор средств технологического оснащения операции;
1.7.3 Расчет припусков и операционных размеров;
1.8 Назначение режимов обработки;
1.9 Нормирование технологического процесса;
- заключение;
- список использованных источников;
- приложения (спецификации, технологические карты);
Изложение материала в ПЗ должно быть кратким, логичным, последовательным. Все принимаемые решения должны быть обоснованными. В ПЗ должны быть приведены все необходимые расчеты, схемы, рисунки, графики, поясняющие содержание записки. Не следует включать в ПЗ общеизвестные теоретические положения. Большой объем числового материала следует сводить в таблицы. Оформление материала ПЗ должно соответствовать требованиям СТП 101-00 [1].
Качественное проектирование технологического процесса невозможно без учета служебного назначения изделия. Это определяет необходимость его формулировки в начале разработки технологического процесса. При этом должны быть отражены функции, которые надлежит выполнять детали (самой или совместно с другими) в работающем изделии, и даны количественные характеристики, уточняющие требования к выполнению этих функций. Кроме того, необходимо выявить условия работы конкретной детали.
При формулировании служебного назначения также следует выявить функциональное назначение поверхностей детали (исполнительные поверхности, основные и вспомогательные конструкторские базы, и свободные поверхности). Исполнительные поверхности (ИП) - поверхности детали, с помощью которых деталь исполняет свое служебное назначение. Основные конструкторские базы (ОКБ) - поверхности детали, с помощью которых определяется положение данной детали в сборочной единице. Вспомогательные конструкторские базы (ВКБ) - поверхности детали, относительно которых определяется положение других деталей и сборочных единиц, присоединяемых к данной детали. Свободные поверхности (СП) – поверхности детали, не контактирующие с какими-либо другими деталями (обычно служат для образования замкнутого тела, ограничивающего объем детали).
Полная и правильная формулировка служебного назначения детали и выявление функционального назначения поверхностей могут быть выполнены только при наличии конструкторской документации на машину, в которую входит данная деталь. При отсутствии полной информации следует сформулировать служебное назначение детали, исходя из общих представлений о функциях той или иной детали. Например, вал (рисунок 2.1) служит для передачи крутящего момента и для определения положения устанавливаемых на нем деталей, его ИП являются: боковые поверхности шпоночного паза и посадочная шейка, ОКБ – опорные шейки, ВКБ – посадочная шейка. СП – крайние торцы вала.
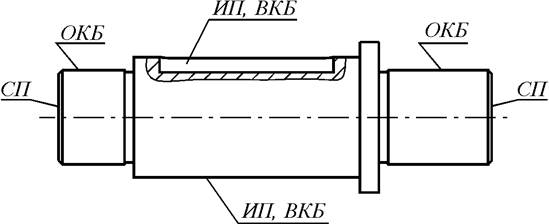
Рисунок 2.1 – Функциональное назначение поверхностей вала
Корпус (рисунок 2.2) служит для определения положения деталей, которые монтируются в нем. Его ИП являются главные отверстия, в которых монтируются подшипники, торцы, и резьбовые поверхности. Те же поверхности являются одновременно и ВКБ, что следует из служебного назначения корпуса. ОКБ корпуса – плоскость основания и отверстия под штифты. СП – наружные и внутренние поверхности корпуса.
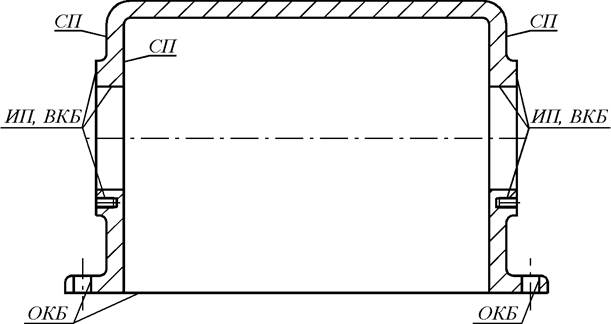
Рисунок 2.2 – Функциональное назначение поверхностей корпуса
Для зубчатого колеса (рисунок 2.3) ИП являются боковые поверхности зубьев, ОКБ - поверхности центрального отверстия, шпоночного паза и опорного торца. ВКБ – поверхность противоположного торца. СП – наружная поверхность ступицы и торец зубчатого венца.
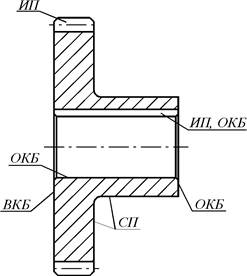
Рисунок 2.3 – Поверхности зубчатого колеса
Вторым этапом анализа конструкции детали является технологический контроль чертежа. Он заключается в проверке полноты информации о детали, содержащейся в ее чертеже. При этом необходимо выяснить:
1) достаточно ли видов, разрезов, сечений, необходимых для получения однозначного представления о конфигурации данной детали;
2) все ли необходимые и достаточные размеры указаны на чертеже (достаточно ли их для однозначного представления о конструкции детали и не имеется ли "лишних" размеров);
3) указана ли шероховатость поверхностей;
4) оговорены ли чертежом детали нормы точности, в большинстве случаев указывается точность наиболее ответственных поверхностей, допуски свободных размеров оговариваются техническими требованиями, а неуказанные отклонения формы и расположения лежат в пределах соответствующих допусков;
5) содержатся ли все необходимые сведения о материале детали, термической обработке, применяемых защитных и декоративных покрытиях, массе детали и др.
В необходимых случаях чертеж детали должен быть дополнен соответствующей информацией по согласованию с руководителем проекта.
Анализ требований к изготовлению детали необходим для проверки соответствия норм точности служебному назначению детали. Выполнение данного этапа позволит исключить ошибки, допущенные при проектировании детали. В некоторых случаях обоснованное уточнение допусков приводит к их расширению и, следовательно, к уменьшению себестоимости. Это определяет важность выполнения данного этапа технологического проектирования. Наиболее качественное обоснование норм точности производится на основе размерного анализа конструкции в следующей последовательности:
а) формулировка (уточнение) служебного назначения машины (сборочной единицы), при этом необходимо рассматривать такие параметры служебного назначения, на исполнение которых влияют нормы точности данной детали;
б) выявление исполнительных поверхностей машины;
в) определение всех видов связей между исполнительными поверхностями, необходимыми для выполнения служебного назначения;
г) обоснование параметров связей всех видов и их допускаемых отклонений;
д) переход в номиналах и допусках от всех видов связей к размерным;
е) формирование конструкторских размерных цепей, замыкающими звеньями которых являются размерные связи между исполнительными поверхностями;
ж) определение норм точности детали путем решения прямой задачи расчета размерных цепей.
Уточнение норм точности детали рассмотрим на примере, чертеж детали приведен на рисунке 2.4.

Рисунок 2.4 – Чертеж детали
Коническое зубчатое колесо входит в сборочную единицу (рисунок 2.5). На ступице колеса 1 установлены цилиндрические колеса 2 и 3, зафиксированные в осевом направлении стопорным кольцом 4.
Одним из требований служебного назначения, предъявляемых к данной сборочной единице, является обеспечение легкого вращения зубчатых колес 2,3 относительно ступицы конического колеса 1. Это достигается выбором посадки с зазором по цилиндрическим поверхностям, а также наличием осевого зазора между торцом колеса 3 и стопорным кольцом 4. Исполнительными поверхностями при этом являются: правый торец колеса 4 и левый торец стопорного кольца 4. Величина осевого зазора ограничивается значениями от 0,1 до 0,5 мм. Минимальное значение определяется тепловыми условиями работы сборочной единицы, максимальное – величиной возможного смещения цилиндрических колес.
При отсутствии данных о конструкции машины, о ее служебном назначении уточнение параметров точности производится исходя из требований, предъявляемых к типовым деталям. Такие требования содержатся в рекомендациях по проектированию деталей [2]. Некоторые данные по точности поверхностей типовых деталей приведены в таблице 2.1.
Таблица 2.1 – Параметры точности некоторых деталей машин
| Детали | Точность размера, квалитет | Отклонения расположения, степень точности | Отклонения формы, степень точности | Шероховатость, Ra, мкм |
| Направляющие, столы станков высокой и повышенной точности, исполнительные поверхности плунжерных и золотниковых пар, посадочные поверхности подшипников качения, шейки шпинделей станков повышенной точности | 4 – 5 | 1 - 4 | 1 – 4 | 0,4 – 0,8 |
| Направляющие, столы станков нормальной точности, поверхности, предназначенные для точного базирования (опорные и посадочные шейки валов, плоскости разъема, основания и главные отверстия корпусных деталей, центральные отверстия зубчатых колес и т.п.) | 6 - 7 | 3 - 6 | 3 – 6 | 0,8 – 1,6 |
Продолжение таблицы 2.1
| Поверхности, предназначенные для базирования неответственных деталей (поверхности, контактирующие через прокладки, торцовые поверхности фланцев, втулок зубчатых колес и т.п.) | 8 – 9 | 5 – 8 | 5 – 8 | 3,2 – 6,3 |
| Примечание - Большие значения степеней точности соответствуют нормальной относительной геометрической точности А, средние – повышенной относительной геометрической точности, В, меньшие – высокой относительной геометрической точности, С. |
Формулировка требований по допускаемым отклонениям расположения должна отражать служебное назначение детали и функциональное назначение ее поверхностей. Например, положение исполнительных поверхностей, вспомогательных конструкторских баз детали должно быть задано относительно ее основных конструкторских баз.
Для правильного выбора методов обработки, выбора средств технологического оснащения необходимо привести в соответствие отдельные параметры точности. Уточнению подлежит соответствие допусков размеров допускам формы и расположения поверхностей. Примерные соотношения между допусками размеров и допусками формы и расположения поверхностей приведены в таблице 2.2.
| Таблица 2.2 – Значения допусков формы и расположения поверхностей в процентах от допуска размера для уровней относительной геометрической точности | ||
| Уровень относительной геометрической точности | Допуск формы, % | Допуск отклонения расположения, % |
| А | ||
| В | ||
| С |
В некоторых случаях допуски отклонений расположения и формы поверхностей составляют меньшую часть допуска соответствующего размера. При этом допуски расположения и формы обусловлены служебным назначением детали, но предполагается, что требуемая точность размеров обеспечивается методами регулирования или пригонки. Пример несогласованности отдельных параметров точности приведен на рисунке 2.6.
Рисунок 2.6 – Несоответствие допуска размера допуску отклонения расположения и шероховатости поверхностей
Для приведения в соответствие отдельных параметров точности в данном случае необходимо ужесточить допуск размера 28h14. При этом следует выбрать уровень относительной геометрической точности (А, В, С), а затем определить допуск размера исходя из примерных соотношений между допуском размера и допусками формы и расположения (таблица 2.2). Значения допусков размеров приведены в приложении В. Принимаем уровень относительной геометрической точности – В. Исходя из того, что допуск расположения должен составлять примерно 40 процентов от допуска размера, определим допуск размера 28 (рисунок 2.6).
 мм,
мм,
где  - допуск отклонения от параллельности.
- допуск отклонения от параллельности.
Значение допуска примерно соответствует 9 квалитету - 28 h9 (-0,52).
Требует уточнения также информация о соответствии допусков размеров и шероховатости поверхностей. Значения шероховатости поверхности в зависимости от квалитета точности размера и от уровня относительной геометрической точности приведены в таблице 2.3.
На рисунке 2.6 поверхности, связанные размером 28, имеют шероховатость 1,6 мкм. Такая шероховатость поверхности задана из условий работы детали. Для обеспечения этой шероховатости необходимо использовать один из отделочных методов обработки. При широких допусках, оговоренных чертежом детали, будут иметь место значительные колебания припусков при чистовой обработке, что приведет к увеличению трудоемкости. В данном случае следует ужесточить допуск размера, приведя его в соответствие с шероховатостью поверхностей. В соответствии с таблицей 2.3 размер 28 должен иметь допуск по 8 квалитету точности. Поэтому при проектировании технологического процесса следует ориентироваться на обеспечение размера 28 h8 (-0,033).
Таблица 2.3 - Значения шероховатости поверхности в зависимости от квалитета точности размера и от уровня относительной геометрической точности
| Уровни относительной геометрической точности при номинальных размерах, мм | Квалитеты допуска размера | ||||||||||||||
| До 18 | Св. 18до 50 | Св. 50 до 120 | Св.120 до 500 | 12 и13 | 14 и 15 | 16 и 17 | |||||||||
| С | - | 0,8 | 0,8 | 1,6 | |||||||||||
| -В | С- | -С | 0,05 | 0,1 | 0,1 | 0,2 | 0,4 | 0,4 | 1,6 | 1,6 | 1,6- | 6,3 | 12,5 | ||
| 3,2 | |||||||||||||||
| В | С | 0,1 | 0,2 | 0,2 | 0,4 | 0,8 | 0,8 | 3,2 | 3,2 | 3,2 | 6,3 | 12,5 |
Продолжение таблицы 2.3
| А- | -В | 0,1 | 0,2 | 0,2- | 0,4 | 0,8 | 0,8- | 3,2 | 3,2 | 6,3 | 12,5 | 12,5- | 25- | ||
| 0,4 | 1,6 | ||||||||||||||
| * | 0,2 | 0,4 | 0,4 | 0,8 | 1,6 | 1,6 | 3,2 | 3,2 | 6,3 | 12,5 | 12,5 | ||||
| -А | В- | 0,2 | 0,4 | 0,4 | 0,8 | 1,6 | 1,6 | 6,3- | 6,3 | 6,3- | 25- | 50- | |||
| 3,2 | 12,5 | ||||||||||||||
| * | 0,4 | 0,8 | 0,8 | 1,6 | 3,2 | 3,2 | 3,2 | 6,3 | 6,3 | 12,5 | |||||
| А- | -А | 0,2- | 0,4- | 0,8 | 0,8- | 1,6- | 3,2 | 6,3 | 6,3 | 12,5 | |||||
| *- | -* | 0,4 | 0,8 | 1,6 | 3,2 | ||||||||||
| 0,4- | 0,8- | 1,6 | 1,6- | 3,2 | 3,2 | 6,3 | 6,3 | 12,5 | |||||||
| 0,8 | 1,6 | 3,2 | |||||||||||||
| Знак * означает, что рассматривается случай, когда допуски формы не указаны на чертеже, т. е. допуски формы ограничиваются полем допуска размера. Знак (-) перед или после обозначения уровня относительной точности означает, что следует назначать величину Ra, указанную в таблице относительно знака(-). Например, по 11-му квалитету для -В и -С принимают Ra = 3,2 мкм; для С- принимают Ra=1,6 мкм. |
|
|
Дата добавления: 2017-01-13; Просмотров: 3885; Нарушение авторских прав?; Мы поможем в написании вашей работы!