КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Отработка конструкции детали на технологичность
Производства
| Масса детали, кг | Тип производства | ||||
| единич. | мелкосер. | среднесер. | крупносер. | масс. | |
| < 1,0 | < 10 | 10-2000 | 1500-100 000 | 75 000-200 000 | 200 000 |
| 1,0-2,5 | < 10 | 10-1000 | 1000-50 000 | 50 000-100 000 | 100 000 |
| 2,5-5,0 | < 10 | 10-500 | 500-35 000 | 35 000-75 000 | 75 000 |
| 5,0-10 | < 10 | 10-300 | 300-25 000 | 25 000-50 000 | 50 000 |
| > 10 | < 10 | 10-200 | 200-10 000 | 10 000-25 000 | 25 000 |
Конструкцию машины или детали принято называть технологичной, если она позволяет в полной мере использовать для изготовления наиболее экономичный технологический процесс, обеспечивающий ее качество при надлежащем количественном выпуске. Являясь одним из свойств конструкции, технологичность дает возможность снизить трудоемкость изготовления изделия и его себестоимость. Опыт машиностроения показывает, что путем повышения технологичности конструкции машины можно получить дополнительно сокращение трудоемкости ее изготовления на 15 – 25 % и снижения себестоимости на 5 – 6 %. Это определяет важность учета возможностей технологии при конструировании машины, ее сборочных единиц и деталей.
Цель отработки конструкции детали на технологичность - выявление недостатков конструкции детали, а также возможное ее улучшение. Основные задачи анализа технологичности конструкции обрабатываемой детали сводятся к возможному уменьшению трудоемкости и металлоемкости, возможности обработки детали высокопроизводительными методами.
В общем случае, конструкция детали, отработанная на технологичность, должна удовлетворять следующим основным требованиям:
1) конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
2) детали должны изготовляться из стандартных или унифицированных заготовок;
3) размеры и поверхности детали должны иметь соответственно оптимальные экономически и конструктивно обоснованные точность, шероховатость, обеспечивающие точность установки, обработки и контроля;
4) заготовки должны быть получены рациональным способом с учетом определенного ранее типа производства;
5) форма и габариты детали, основные и вспомогательные базы и их сочетания, схемы простановки размеров, конструктивные элементы, материалы, покрытия, требования и упрочнению должны максимально соответствовать принятым методам и средствам обработки;
6) конструкция детали должна обеспечивать возможность применения типовых технологических процессов ее изготовления.
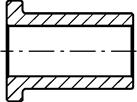
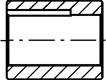
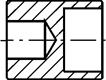
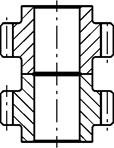
Из-за большого разнообразия конструкций деталей и условий производства невозможно дать всеобъемлющие рекомендации по поводу того, какую конструкцию изделия считать технологичной. Некоторые примеры, поясняющие понятие технологичности, представлены на рисунке 4.1.
| Нетехнологичная конструкция | Технологичная конструкция | |

| а | 
|
| б | 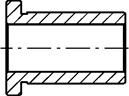
|
| в | 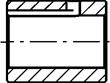
|
| г | 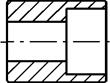
|

| д | 
|
| е | 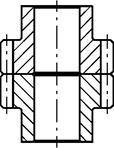
|
Рисунок 4.1 - Примеры нетехнологичных и технологичных конструкций деталей
Обработка отверстия со стороны криволинейной поверхности (рисунок 4.1 а) затруднена тем, что при врезании сверло будет отжиматься от заготовки. Необходимо, чтобы плоскость входа (выхода) инструмента была перпендикулярна оси отверстия. Без канавки для выхода шлифовального круга (рисунок 4.1 б) переход от цилиндрической к плоской поверхности получится с закруглением неопределенного радиуса. Долбить шпоночный паз во втулке до упора (рисунок 4.1 в) невозможно; необходимо отверстие (кольцевая выточка) для выхода резца. Обработка сквозного ступенчатого отверстия проще, чем обработка двух отверстий с противоположных сторон втулки (рисунок 4.1 г). Наличие глухих крепежных отверстий в корпусе (рисунок 4.1 д) требует настройки сверлильного станка на глубину, при нарезании резьбы требуется специальный предохранительный патрон. Расположение ступицы с двух сторон зубчатого венца (рисунок 7 е) делает неэффективным применение обработки зубьев пакетом, что снижает производительность зубофрезерования.
В курсовом и дипломном проектировании для отработки конструкции детали на технологичность применяется метод качественной сравнительной оценки.
Для корпусных деталей определяются:
1) допускает ли конструкция обработку плоскостей на проход и что мешает такому виду обработки?
2) позволяет ли форма отверстий растачивать их на проход с одной или с двух сторон?
3) есть ли свободный доступ инструмента к обрабатываемым поверхностям?
4) нужна ли подрезка торцев ступиц с внутренних сторон заготовки, и можно ли ее устранить?
5) есть ли глухие отверстия и можно ли их заменить сквозными?
6) имеются ли отверстия, расположенные под углом к плоскости входа (выхода) инструмента и возможно ли изменение этих элементов?
7) имеются ли в конструкции детали достаточные по размерам поверхности, которые возможно использовать в качестве технологических баз?
8) располагаются ли бобышки и платики корпусной детали на одном уровне?
9) соответствует ли ширина поверхности нормальному ряду диаметров торцевых или длин цилиндрических фрез?
10) одинаковы ли радиусы закруглений у гнезд и выемок по контуру обрабатываемой поверхности, соответствуют ли они размерам стандартных пазовых фрез?
Для валов выясняют:
1) можно ли обрабатывать поверхности проходными резцами?
2) убывают ли к концам диаметральные размеры шеек валов?
3) можно ли заменить закрытые шпоночные канавки открытыми?
4) допускает ли жесткость вала получение высокой производительности и точности обработки?
Технологичность конструкций зубчатых колес должна характеризоваться следующими основными признаками:
1) простой формой центрального отверстия;
2) ступицами, расположенными с одной стороны;
3) правильной формой и размерами канавок для выхода инструмента.
4) открытостью зубчатых венцов.
Особенно важной является отработка на технологичность конструкции деталей, обработку которых предполагается производить на станках с ЧПУ в серийном производстве. Это определяется высокой относительной стоимостью оборудования с ЧПУ. Требования технологичности конструкции корпусных деталей с учетом особенностей их обработки на многоцелевых станках могут быть рассмотрены с позиций создания благоприятных условий обработки плоскостей и отверстий. При этом оценка технологичности производится с учетом ряда факторов.
1 Число сторон обработки:
- наиболее технологичной следует считать конструкцию, у которой все обрабатываемые поверхности расположены с одной стороны детали. Обработка такой заготовки осуществляется при ее установке на столе без наличия поворотного стола и без необходимости ее центрирования относительно оси поворота стола;
- обрабатываемые поверхности должны быть расположены в сторонах, которые могут быть последовательно обращены к шпинделю станка при повороте заготовки вокруг одной ее оси. Невыполнение этого требования приводит к необходимости поворота корпусной заготовки вокруг двух и более осей. При этом следует применять дорогостоящие станки с большим числом управляемых координат или оснащать станок глобусными или наклонными столами, что затрудняет крепление заготовки, понижает жесткость его, усложняет исполнение программы и цикл работы станка;
- геометрическая форма корпусной детали должна соответствовать правильной геометрической фигуре — многогранной призме, для того чтобы все обрабатываемые поверхности располагались в сторонах, обработка которых была бы возможна при повороте заготовки максимум вокруг двух осей. Наличие наклонных плоскостей, требующих при их обработке поворота заготовки вокруг дополнительных осей, вызывает необходимость введения в технологический процесс обработки заготовки дополнительных сложный движений, дополнительных затрат вспомогательного времени и усложнения управляющей программы.
2 Устойчивость и удобство крепления:
- конструктивная форма детали должна предусматривать возможности ее полной механической обработки в одном установе (в одной операции), от одного комплекта технологических баз. В этом случае базами должны быть черные, необрабатываемые поверхности, обеспечивающие надежную установку заготовки;
- поверхности детали, являющиеся технологическими базами, должны быть достаточно развитыми, обеспечивающими хорошую устойчивость заготовки. Размеры установочной базы, как правило, расположенной в плоскости, перпендикулярно к сторонам обработки, должны превышать размеры обрабатываемой поверхности, чтобы не возникало при опрокидывающих моментов;
- конструкцией детали должны быть предусмотрены приливы или поверхности, облегчающие ее крепление к столу. Зажимы не должны мешать обработке, подводу и выходу инструментов;
- конструкция детали должна обеспечивать ее высокую прочность и жесткость, чтобы силы зажима и силы резания не вызывали деформаций, нарушающих точность обработки.
3 Удобство работы на станке:
- поверхности детали должны обрабатываться без их спаривания с другими деталями, так как совместной обработке предшествуют операции сборки, как правило, невыполнимые на многооперационных станках.
4 Удобство обработки плоскостей:
- конструктивная форма должна предусматривать расположение всех находящихся на одной стороне детали плоскостей, торцовых поверхностей и уступов в одной плоскости для возможности их одновременной обработки одним проходом инструмента (данное требование является необязательным);
- при наличии внутренних, не сквозных плоскостей или сочетании нескольких поверхностей, образующих сложный контур, расположенных на одной стороне детали, их обработка должна быть выполнена при перемещении исполнительных элементов станка не более чем по трем координатным осям.
5 Удобство обработки главных отверстий:
- конструкция должна предусматривать наличие главных, точно обрабатываемых отверстий только во внешних стенках детали. Наличие точных отверстий, расположенных в промежуточных стенках детали, нежелательно. Как указывалось ранее, обработка отверстий на многооперационных станках производится без поддержки и направления инструмента кондукторными втулками. Для повышения точности растачивание отверстий производят короткими жесткими консольными инструментами. Необходимость растачивания отверстий, расположенных во внутренних и промежуточных стенках детали, ведет к удлинению расточных борштанг, уменьшению их жесткости, а следовательно, к понижению точности и производительности растачивания;
- по тем же соображениям промежуточные стенки и перегородки. в которых имеются точные отверстия, должны располагаться возможно ближе к внешним стенкам детали;
- главные отверстия, расположенные в одной стенке, должны быть гладкими для возможности их обработки на проход. Наличие ступенчатых отверстий, кольцевых канавок, выточек, торцовых выемок резко повышает трудоемкость обработки и увеличивает требуемое число используемых инструментов, ограничиваемое емкостью инструментального магазина станка. Необходимость обработки указанных поверхностей вынуждает создавать специальные конструкции инструмента, поперечное перемещение режущего лезвия которого должно также осуществляться по программе;
- при наличии ступенчатых отверстий их возрастающие диаметры должны быть направлены к внешним поверхностям детали;
- главные отверстия, расположенные на одной оси в противоположных и промежуточных стенках детали, должны быть выполнены одного диаметра с целью уменьшения количества инструментов, снижения трудоемкости наладки станка и использования повторных циклов;
- диаметры отверстий в промежуточных стенках детали не должны быть больше диаметров соосных отверстий, расположенных во внешних ее стенках, так как растачивание таких отверстий напроход невозможно и приводит к необходимости использования плансуппортных головок;
- конструкция корпусной детали не должна иметь внутренних выступов, окон, прерывающих отверстие и мешающих растачиванию напроход.
6 Удобство обработки крепежных отверстий:
- крепежные отверстия должны быть максимально нормализованы, стандартной формы, а их номенклатура — минимальна. Необходимо избегать многообразия размеров и форм отверстий, резьб и цековок. Это позволит уменьшить потребное число инструментов;
- торцовые поверхности отверстий в заготовках должны быть перпендикулярны осям. При сверлении отверстий, торцовые поверхности которых неперпендикулярны оси, возникает увод инструмента и перекос оси отверстий. В этих случаях перед сверлением отверстий приходится предварительно их обрабатывать центровыми сверлами для лучшего направления сверла;
- нежелательно наличие обрабатываемых внутренних торцовых поверхностей, фасок, подход инструмента к которым невозможен ни с одной стороны детали, что вынуждает проводить ручную доработку деталей при вводе инструмента изнутри;
- при сверлении косых и наклонных отверстий их оси должны располагаться в плоскостях, доступных для обработки при повороте заготовки вокруг одной оси;
- параметры резьб должны предусматривать возможность их нарезания метчиками. Нарезание резьб резцами нежелательно.
Отработка конструкции детали на технологичность должна производиться применительно ко всем этапам изготовления машины. Начиная от анализа технологичности получения исходных заготовок, до анализа технологичности сборочных процессов. Поэтому материала настоящего раздела проекта должны дополняться по мере выполнения последующих этапов технологического проектирования.
Изменения, вносимые в конструкцию детали с целью повышения технологичности, могут привести к ухудшению функциональных свойств детали. Поэтому такие изменения следует согласовывать с руководителем проекта.
|
|
Дата добавления: 2017-01-13; Просмотров: 1922; Нарушение авторских прав?; Мы поможем в написании вашей работы!