КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оформление маршрутных карт 1 страница
|
|
|
|
Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при проектировании технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы ГОСТ З.1118-82 «Единая система технологической документации. Формы и правила оформления маршрутных карт».
Для описания технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы отображают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для автоматизированной обработки информации, содержащейся в технологических картах. В качестве служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Некоторые служебные символы приведены в таблице 14.1.
Таблица 14.1 – Служебные символы и соответствующая им информация
| Служебный символ | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция; код и наименование операции |
| Б | Код, наименование оборудования и информация по трудозатратам |
| М | Информация о применяемом, основном материале и исходной заготовке, о применяемых исходных и комплектующих материалах, кодах единицы величины, единицы нормирования, количестве на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| T | Информация о применяемой при выполнении операции технологической оснастке |
| P | Информация о режимах обработки (используется при операционном описании) |
В строках, имеющим служебный символ А, наименование операции должно соответствовать данным таблицы 14.3. Код и наименование оборудования приводится в соответствии с таблицей 14.3. При заполнении информации на строках, имеющих служебный символ "Т", следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки (таблица 14.4). Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
1) приспособления;
2) вспомогательный инструмент;
3) режущий инструмент;
4) слесарно-монтажный инструмент;
5) специальный инструмент;
6) средства измерения.
Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;».
Номер участка, цеха, рабочего места в учебном проектировании допускается не указывать. Также не обязательно кодировать информацию об оборудовании, оснастке, условиях и формах оплаты труда и др. При указании данных по оборудованию следует указывать наименование и модель станка. Данные по инструменту необходимо приводить в соответствии с государственными и отраслевыми стандартами (некоторые сведения имеются в приложении Д). Заполнение в маршрутных картах информации на строках, имеющих служебный символ "О", (описание переходов) в учебном проектировании не обязательно.
Сведения, вносимые в отдельные графы и строки маршрутной карты, выбираются из таблицы 14.2.
Таблица 14.2 - Сведения, вносимые в отдельные графы и строки маршрутной карты
| Наименование (условное обозначение графы) | Служебный символ | Содержание информации | |||
| Обозначение документа | А | Обозначение документов, применяемых при выполнении данной операции, например, ИОТ - инструкция по охране труда | |||
| Т шт. | Б | Норма штучного времени на операцию, мин. | |||
| Т п.з | Б | Норма подготовительно-заключи-тельного времени на операцию, мин | |||
| К шт. | Б | Коэффициент штучного времени при многостаночном обслуживания, зависящий от количества обслуживаемых станков: | |||
| Кол. станков | |||||
| К шт. | 0,65 | 0,48 | 0,39 | 0,35 | |
| ОП | Б | Объем производственной партии, шт. | |||
| EH | М02, Б, К, М | Единица нормирования, на которую установлена норма расхода материала, или норма времени, например, 1, 10, 100 | |||
| КОИД | Б | Количество одновременно обрабатываемых заготовок при выполнении одной операции | |||
| KP | Б | Количество исполнителей, занятых при выполнении операции | |||
| УТ | Б | Код условий труда. Включает в себя цифру, обозначающую - условия труда и букву, указывающую вид нормы времени Условия труда: 1 - нормальные; 2 - тяжелые и вредные; 3 - особо тяжелые, особо вредные; Вид нормы времени: Р - аналитически-расчетная; И – аналитически - исследовательская; X - хронометражная; О - опытно-статистическая |
Продолжение таблицы 14.2
| Р | Б | Разряд работы, необходимый для выполнения операции. Обозначение включает три цифры: первая - разряд работы, две следующие - код формы и системы оплаты труда: 10 - сдельная форма оплаты труда; 11 -сдельная система оплаты труда прямая; 12 - сдельная система оплаты труда премиальная; 13 - сдельная система оплаты труда прогрессивная; 20 - повременная форма оплаты труда; 21 - повременная система оплаты труда простая; 22 - повременная система оплаты труда премиальная |
| Проф | Б | Код профессии согласно классификатору (таблица 14.6) |
| CM | Б | Код степени механизации труда. Указывается цифрой: 1 - наблюдение за работой автоматов; 2 - работа с помощью машин и автоматов; 3 - вручную на машинах и автоматах; 4 - вручную без машин и автоматов; 5 - вручную при наладке машин |
| Код, наименование оборудования | Б | Код оборудования. Некоторые коды оборудования указаны в таблице 14.3 |
| Код, наименование операции | А | Код операции согласно классификатору технологических операций. В таблице 14.3 приведены коды основных операций механической обработки. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103". После кода операции записывается её наименование |
Продолжение таблицы 14.2
| Цех | А | Номер цеха, в котором выполняется операция |
| Уч | А | Номер участка |
| РМ | А | Номер рабочего места |
| Опер | А | Номер операции в технологической последовательности изготовления, контроля и перемещения. Рекомендуемая нумерация операций: 005, 010, 015… |
| Код | МО2 | Код материала. |
| ЕВ | МО2, К, М | Код единицы величины - массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в "кг" - код 166; в "г" - 163; в "т"-168. Допускается вместо кода указывать единицы измерения величины |
| МД | МО2 | Масса детали по конструкторскому документу |
| ЕН | МО2.Б, К,М | Единица нормирования, на которую установлена норма расхода материала или норма времени, например, 1, 10, 100 |
| Нрасх | МО2, К, М | Норма расхода материала |
| КИМ | МО2 | Коэффициент использования материала |
| Код заготовки | МО2 | Код заготовки по классификатору (таблица 14.5). Допускается указывать вид заготовки (отливка, прокат, штамповка и т.д.) |
| МО1 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись, выполняется на уровне одной строки с применением разделительного знака дроби "/", например, лист БОН-2,5х 1000x2500 ГОСТ 19903-74/Ш-1УВ Ст. З ГОСТ 14637-89 |
Продолжение таблицы 14.2
| Профиль и размеры | МО2 | Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20x50x300, Ø 35. Профиль допускается не указывать |
| кд | МО2 | Количество деталей, изготавливаемых из одной заготовки |
| мз | МО2 | Масса заготовки |
Таблица 14.3 - Операции обработки резанием и используемое оборудование
| Наименование операции | Код (выборочно) | Код оборудования (выборочно) | Примечание |
| Автоматно-линейная | |||
| Агрегатная | Горизонтальные односторонние | ||
| Горизонтально многосторонние | |||
| Вертикальные одностоечные | |||
| Вертикальные многостоечные | |||
| Долбёжная | |||
| Зубодолбёжная | |||
| Зубозакругляющая | |||
| Зубонакатная | |||
| Зубообкатывающая | |||
| Зубоприрабатывающая | |||
| Зубопритирочная | |||
| Зубопротяжная | |||
| Зубострогальная | |||
| Зуботокарная |
Продолжение таблицы 14.3
| Зубофрезерная | |||
| Зубохонинговальная | |||
| Зубошевинговальная | |||
| Зубошлифовальная | |||
| Шлиценакатная | |||
| Шлицестрогальная | |||
| Шлицефрезерная | |||
| Комбинированная | |||
| Виброабразивная | |||
| Галтовка | |||
| Доводочная | |||
| Опиловочная | |||
| Полировальная | |||
| Притирочная | |||
| Токарно-револьверная | С вертикальной осью | ||
| С горизонтальной осью | |||
| Торцеподрезная центровальная | |||
| Барабанно-фрезерная | 38I67X | ||
| Вертикально-фрезерная | Консольные | ||
| С крестовым столом | |||
| Специальные | |||
| Горизонтально-фрезерная | Консольные | ||
| Универсальные | |||
| Широкоуниверсальные | |||
| Карусельно-фрезерная | |||
| Копировально-фрезерная |
Продолжение таблицы 14.3
| Гравировально - фрезерная | |||
| Продольно-фрезерная | Одностоечные | ||
| Двухстоечные | |||
| Резьбофрезерная | |||
| Фрезерно – центровальная | |||
| Шпоночно – фрезерная | |||
| Бесцентрово-шлифовальная | |||
| Внутришлифовальная | |||
| Заточная | Универсальные | ||
| Для фрез | |||
| Для свёрл | |||
| Для протяжек | |||
| Координатно-шлифовальная | |||
| Кругло – шлифовальная | |||
| Ленточно – шлифовальная | |||
| Плоскошлифовальная | |||
| Резьбо шлифовальная | |||
| Торцешлифовальная | |||
| Центрошлифовальная | |||
| Шлицешлифовальная |
Таблица 14.4 - Коды на режущий инструмент, измерительные средства и технологическую оснастку (выборочно)
| Наименование оснастки | Код |
| Свёрла спиральные общего назначения с цилиндрическим хвостовиком быстрорежущие | |
| Свёрла спиральные общего назначения с коническим хвостовиком быстрорежущие | |
| Свёрла твердосплавные | |
| Сверла для станков с ЧПУ и автоматических линий | |
| Метчики из углеродистой стали ручные | |
| Метчики быстрорежущие машинно-ручные | |
| Метчики твердосплавные | |
| Метчики для станков с ЧПУ | |
| Плашки резьбонарезные круглые | |
| Зенкеры быстрорежущие | |
| Зенкеры твердосплавные | |
| Зенкеры конические | |
| Зенкеры и зенковки для станков с ЧПУ | |
| Развёртки ручные | |
| Развёртки машинные быстрорежущие | |
| Развёртки машинные твердосплавные | |
| Развёртки для станков с ЧПУ | |
| Фрезы твердосплавные | |
| Фрезы быстрорежущие | |
| Фрезы зуборезные и резьбовые | |
| Фрезы концевые | |
| Фрезы насадные | |
| Фрезы для станков с ЧПУ | |
| Резцы твердосплавные | |
| Резцы с механическим креплением пластин | |
| Резцы быстрорежущие | |
| Резцы для станков с ЧПУ | |
| Пилы круглые сегментные | |
| Протяжки | |
| Долбяки зуборезные | |
| Шеверы дисковые | |
| Головки зуборезные для конических колёс |
Продолжение таблицы 14.4
| Гребёнки зуборезные | |
| Головки, плашки, ролики резьбонакатные | |
| Головки резьбонарезные | |
| Полотна ножовочные ручные и машинные | |
| Напильники и борфрезы | |
| Калибры гладкие и скобы | |
| Калибры для конусов Морзе | |
| Калибры для метрической резьбы (пробки, кольца) | |
| Меры длины концевые плоскопараллельные | |
| Штангенциркули | |
| Штангенрейсмасы | |
| Микрометры гладкие | |
| Микрометры резьбовые | |
| Глубиномеры микрометрические | |
| Нутромеры микрометрические | |
| Линейки лекальные | |
| Плиты проверочные и разметочные | |
| Индикаторы рычажно-пружинные | |
| Приборы измерительные универсальные | |
| Приборы активного контроля | |
| Приборы для размерной настройки вне станка режущих инструментов для станков с ЧПУ | |
| Приборы для измерения режущего инструмента | |
| Инструмент алмазный шлифовальный на органической связке | |
| Инструмент алмазный шлифовальный на металлической связке | |
| Инструмент алмазный шлифовальный на керамической связке | |
| Инструмент абразивный из электрокорунда | |
| Инструмент абразивный из карбида кремния | |
| Патроны токарные | |
| Тиски машинные | |
| Головки делительные универсальные | |
| Столы поворотные | |
| Приспособления универсальные сборные | |
| Ключи гаечные, торцовые, трубные, специальные | |
| Инструмент вспомогательный для станков с ЧПУ | |
| Центры вращающиеся |
Таблица 14.5 - Коды основных видов заготовок в машиностроении (выборочно)
| Вид заготовок | Код |
| Сталь среднесортовая низкоуглеродистая | 09322Х |
| Сталь мелкосортовая низкоуглеродистая | 09332Х |
| Сталь сортовая конструкционная | 09501Х |
| Сталь сортовая углеродистая | 09503Х |
| Сталь сортовая легированная | 09504Х |
| Сталь сортовая инструментальная | 0966ХХ |
| Отливки из серого чугуна | 41112Х |
| Отливки из легированных чугунов | 41114Х |
| Отливки из углеродистой стали | 41121Х |
| Поковки из проката черных металлов | 41212Х |
| Наименование профессий | Код |
| Долбежник | |
| Заточник „ | |
| Зуборезчик | |
| Зубошлифовщик | |
| Оператор автоматических линий | 14972' |
| Оператор станков с ЧПУ | |
| Протяжник | |
| Разметчик | |
| Резчик на пилах, ножовках и станках | |
| Резьбофрезеровщик | |
| Резьбошлифовщик | |
| Сверловщик | |
| Строгальщик | |
| Токарь | |
| Токарь-карусельщик | |
| Токарь-полуавтоматчик | |
| Токарь-расточник | |
| Токарь-револьверщик | |
| Фрезеровщик | |
| Шлифовщик |
Пример оформления маршрутной карты приведен на рисунке 14.2
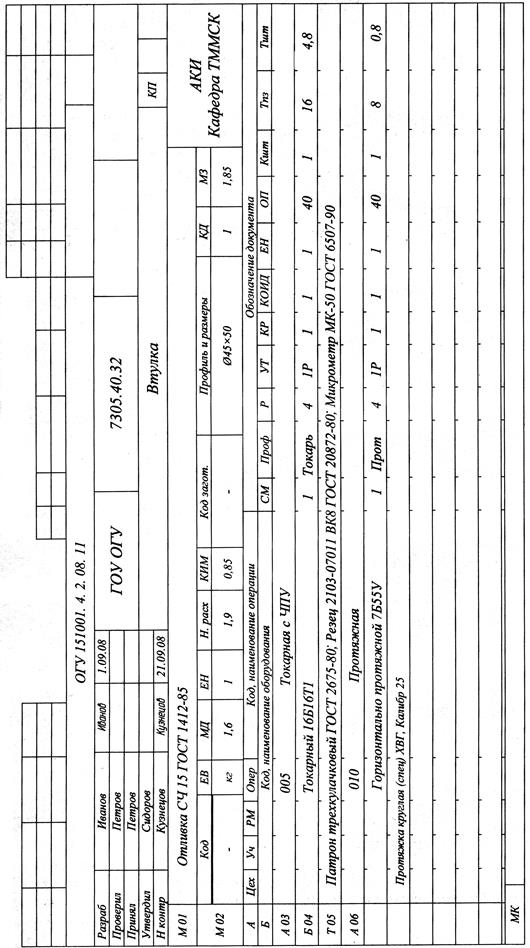
| Рисунок 14.2 – Пример оформления маршрутной карты |
Список использованных источников
1 СТП 101-00. Общие требования и правила оформления выпускных квалификационных работ, курсовых проектов (работ), отчетов по РГР, по УИРС, по производственной практике и рефератов. – Введ. 25.12.2000. - Оренбург: ГОУ ОГУ, 2000. - 65 с.
2 Анурьев, В. И. Справочник конструктора машиностроителя: в 3-х т. / В. И. Анурьев. – 5-е изд., перераб. и доп. – М.: Машиностроение, 2000. - Т.1. - 521 с.
3 Справочник технолога машиностроителя: в 2-х т. / под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -5-е изд., перераб. и доп. - М.: Машиностроение, 2001. - Т.1 - 912 с.
4 Основы проектирования машиностроительных заготовок: учебное пособие / С. И. Богодухов, А. Г. Схиртладзе, В. Ф. Гребенюк, Р. М. Сулейманов. - Оренбург: ГОУ ОГУ, 2003. – 344 с.
5 Колесов, И. М. Основы технологии машиностроения: учебник для машиностроит. спец. вузов / И. М. Колесов – 3-е изд. стер. - М.: Высшая школа, 2001. - 591 с.
6 Технология машиностроения (специальная часть) / А. А. Гусев. - М.: Машиностроение, 1986. - 480 с.
7 Справочник технолога машиностроителя: в 2-х т. / под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -5-е изд., перераб. и доп. - М.: Машиностроение, 2001. - Т.2 - 496 с.
8 Обработка металлов резанием: справочник технолога / А. А. Панов [и др.]; под общ. ред. А. А. Панова. – М.: Машиностроение, 1988.- 736 с.
9 Кузнецов Ю. И. Оснастка для станков с ЧПУ: справочник / Ю. И. Кузнецов, А. Р. Маслов, А. Н. Байков. – 2-е изд., перераб. и доп. – М.: Машиностроение, 1990. – 512 с.
10 Общемашиностроительные времени и режимов резания для нормирования работ, выполняемых универсальных и многоцелевых станках с числовым программным управлением: в 2-х ч. – Ч.2. Нормативы режимов резания. - М.: Экономика, 990. - 472 с.
11 Общемашиностроительные времени и режимов резания для нормирования работ, выполняемых универсальных и многоцелевых станках с числовым программным управлением: в 2-х ч. - Ч. 1. Нормативы времени. - М.: Экономика, 1990. - 207с.
12 База данных по режущему инструменту: свидетельство о регистрации программного средства / К. Н. Абрамов, Ю. В. Голубева, Н. М. Егорова, Р. Р. Каримова, Л. В. Спиридонова. - Оренбург: ГОУ ОГУ. - Рег № 158. – 1 с.
13 Программа расчета основного времени для различных методов механообработки деталей машин: свидетельство о регистрации программного средства / К. Н. Абрамов, С. Е. Васюткин, В. В. Черняков., А. А. Корнипаева. - Оренбург: ГОУ ОГУ. Рег № 250. – 1 с.
14 Размерный анализ технологических процессов / В. В. Матвеев [и др.]. – М.: Машиностроение, 1982. – 264 с.
15 Расчет припусков и межпереходных размеров в технологии машиностроения: учебное пособие / Я. М. Радкевич, В. А. Тимирязев, А. Г. Схиртладзе. - Тамбов: ТГТУ, 2000. – 340 с.
| Приложение A | Допуски исходных заготовок | (рекомендуемое) | Таблица А.1 - Классы размерной точности отливок в соответствии с ГОСТ 26645-85* | Тип сплава | Термообрабатываемые стальные сплавы | Класс размерной точности | 5т – 8 | 5 – 9т | 6 - 9 | 5 – 9 | 6 – 10 | 7т – 11т | 6 – 10 | 7т – 11т | 7 – 11 | |
| Термообрабатываемые чугунные и цветные тугоплавкие сплавы | 4 - 7 | 5т – 8 | 5 – 9т | 5т – 9т | 5 – 9 | 6 – 10 | 5 – 9 | 6 – 10 | 7т – 11т | |||||||
| Нетермообрабатываемые черные и цветные тугоплавкие и термообрабатываемые цветные легкие сплавы | 3 - 7т | 4 - 7 | 5т – 8 | 4 – 8 | 5т – 9т | 5 – 9 | 5т – 9т | 5 – 9 | 6 – 10 | |||||||
| Цветные легкие нетермообрабатываемые сплавы | 3т – 6 | 3 - 7т | 4 - 7 | 3 – 7 | 4 – 8 | 5т – 9т | 4 – 8 | 5т – 9т | 5 – 9 | |||||||
| Наибольший габаритный размер, мм | До 100 | Св. 100 - 250 | Св. 250 - 630 | До 100 | Св. 100 - 250 | Св. 250 - 630 | До 100 | Св. 100 - 250 | Св. 250 - 630 | |||||||
| Методы получения отливок | Литье под давлением в металлические формы | Литье по выжигаемым моделям | Литье по выплавляемым моделям |
| Продолжение таблицы А.1 | 7т – 11т | 7 – 11 | 8 - 12 | 9т – 13т | 7 - 12 | 8 - 13т | 9т - 13 | 9 - 13 | ||
| 6 – 10 | 7т – 11т | 7 – 11 | 8 - 12 | 7т – 11 | 7 - 12 | 8 - 13т | 9т - 13 | |||
| 5 – 9 | 6 – 10 | 7т – 11т | 7 – 11 | 6 - 11т | 7т – 11 | 7 - 12 | 8 - 13т | |||
| 5т – 9т | 5 – 9 | 6 – 10 | 7т – 11т | 5 – 10 | 6 - 11т | 7т – 11 | 7 - 12 | |||
| До 100 | Св. 100 - 250 | Св. 250 - 630 | Св. 630 - 1600 | До 100 | Св. 100 - 250 | Св. 250 - 630 | Св. 630 - 1600 | |||
| Литье под низким давлением и в кокиль без песчаных стержней | Литье в песчано-глинистые сырые формы (влажность до 2,8%) Литье по газифицированным моделям в песчаные формы Литье в формы, отверждаемые в контакте с холодной оснасткой Литье под низким давлением и в кокиль с песчаными стержнями Литье в облицованный кокиль | |||||||||
| Продолжение таблицы А.1 | 8 - 13т | 9т - 13 | 9 - 13 | 10 - 14 | 9т - 13 | 9 - 13 | 10 - 14 | 11т - 14 | |
| 7 - 12 | 8 - 13т | 9т - 13 | 9 - 13 | 8 - 13т | 9т - 13 | 9 - 13 | 10 - 14 | ||
| 7т – 11 | 7 - 12 | 8 - 13т | 9т - 13 | 7 - 12 | 8 - 13т | 9т - 13 | 9 - 13 | ||
| 6 - 11т | 7т – 11 | 7 - 12 | 8 - 13т | 7т – 11 | 7 - 12 | 8 - 13т | 9т - 13 | ||
| До 100 | Св. 100 - 250 | Св. 250 - 630 | Св. 630 - 1600 | До 100 | Св. 100 - 250 | Св. 250 - 630 | Св. 630 - 1600 | ||
| Литье в песчано-глинистые сырые формы (влажность от 2,8 % до 3,5 %) Литье центробежное (внутренние размеры) Литье в формы, отверждаемые в контакте с холодной оснасткой Литье в вакуумно-пленочные формы | Литье в песчано-глинистые сырые формы (влажность от 3,5 % до 4,5 %) Литье в оболочковые формы Литье в формы, отверждаемые вне контакта с оснасткой Литье в формы из жидких самотвердеющих смесей Литье в песчано-глинистые подсушенные и сухие формы |
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 550; Нарушение авторских прав?; Мы поможем в написании вашей работы!