КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вакуумно-пленочное литье
|
|
|
|
Литье в оболочковые формы.
Это тоже литье в разовые песчаные формы, но в качестве связующего вместо глины используют термореактивную смолу (пульвербакелит и др.), которая при нагреве необратимо затвердевает, обеспечивая высокую прочность формы. Изготовление формы в этом случае состоит в том, что на предварительно нагретую (200 – 2500) металлическую модель насыпается сухая песчано - смоляная смесь. Под действие теплоты модели она прогревается на некоторую толщину, размягчается, точно воспроизводит рельеф модели и отверждается на ней в виде тонкой корочки. Излишек смеси удаляют, для чего модельную плиту с моделью поворачивают на 1800 и высыпают не прогревшуюся сухую смесь. Рис.10
После отвердения оболочка снимается с модели. Оболочковые формы, также как и обычные песчано-разъемные, готовят по половинке, которые затем склеивают. Перед заливкой для увеличения механической прочности оболочковую форму помещают в контейнер (опоку) и засыпают стальной дробью или песком. Литье в такие формы обеспечивает получение отливок с меньшей шероховатостью, чем при литье в песчано-глинистые формы. Кроме того, значительно сокращается объем неиспользуемых формовочных материалов.
Ограниченное применение этого способа литья связано со сравнительно высокой стоимостью связующих материалов и модельной оснастки; возможностью литья небольших изделий (размером до 950 мм и массой до 200кг); выделением токсичных веществ при смесеприготовлении, а также изготовлении, заливке и выбивке форм, что вызывает необходимость интенсивной и надежной вентиляции помещений.
 |
Рис.10. Схема изготовления оболочковых форм способом бункерования.
|
|
|
В отличие от всех известных способов литья в песчаные формы, эта технология исключает применение каких-либо связующих материалов. Функцию связующего выполняет атмосферное давление. Форму изготавливают из сухого формовочного песка с применением этиленвинилацетатной пленки (сэвилен) толщиной 0,075-0,1 мм. Этот способ формообразования заключается в следующем: модель, имеющую сквозные вентиляционные каналы, крепят на подмодельной плите, также имеющей сквозные каналы. Плиту с моделью устанавливают на вакуумной камере. Предварительно подогретую до 100 -120° С электрической спиралью синтетическую пленку укладывают на модель, а полость камеры соединяют с вакуумным насосом. На плиту устанавливают опоку, имеющую двойные стенки, полости которых соединяют с вакуумным насосом.
Опоку засыпают сухим песком, включают вибратор для лучшего уплотнения песка и накрывают сверху подогретой пленкой. Полость опоки подключают к вакуумному насосу, а вакуумную камеру под плитой с моделью отключают. Масса песка, находящаяся в опоке сверху и снизу, находится под атмосферным давлением.
Опоку снимают с подмодельной плиты. Вторую опоку изготавливают аналогично. Собранную форму ставят под заливку. Во время заливки металла и охлаждения отливки в форме сохраняется разрежение.
Отливку удаляют из формы простым отключением вакуумного насоса. Пригар при вакуумно-пленочной формовке предотвращают, нанося на форму (пленку) быстросохнущие краски в зависимости от заливаемого сплава.Рис.11
Вакуумно-пленочное литье имеет ряд преимущества перед другими технологиями. Отпадает необходимость в применении связующих материалов; исключается операция выбивки; регенерируется почти весь песок; улучшаются условия труда и экологические характеристики.
Этим методом изготавливают отливки сравнительно простой конфигурации.
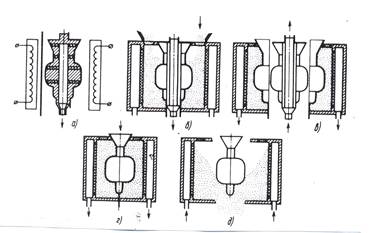 |
Рис.11. Схема процесса вакуумно-пленочной формовки:
а- разогрев пленки, б – засыпка кварцевым песком, в – вакуумирование полуформы и съем ее с модели, 2 – сборка формы и заливка, д – выбивка отливки из формы
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 293; Нарушение авторских прав?; Мы поможем в написании вашей работы!