КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Литье по выплавляемым моделям
|
|
|
|
Литье по газифицируемым моделям.
В отличии от других методов литья, предусматривающих удаление модели перед заливкой металла, при литье по газифицируемым моделям (модели из пенополистирола) могут быть созданы условия, позволяющие не удалять модель из формы перед заливкой. Эту технологию целесообразно использовать, когда необходимо изготовить единичный экземпляр несложной по конфигурации отливки, например, фирменной доски, различных накладок с простым орнаментом.
Изготовление моделей методом вспенивания осуществляют в пеноформах. Модели также изготавливают путем механической обработки плит, поставляемых промышленностью. Соединение отдельных элементов моделей осуществляют склеиванием, сваркой и спеканием.
Формовка моделей осуществляется различными способами: трамбованием, встряхиванием, вибрацией. При этом применяют песчано-глинистые, жидкостекольные, самотвердеющие смеси. Одним из преимуществ рассматриваемого способа является формовка в сухой песок, не содержащей связующего. При этом целостность формы сохраняется за счет того, что песок удерживается металлом, замещающим в форме модель и парами стирола, которые, проникая в форму, скрепляют между собой частички песка, конденсируясь между ними. Рис.12
К числу недостатков литья по газифицируемым моделям относится большое количество сажи и паров стирола.
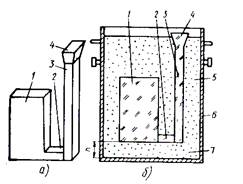 |
Рис.12. Формовка по пенополистироловой модели.
а – модель в сборке, б – форма
Способ формообразования с использованием выплавляемых (выжигаемых, растворяемых) моделей состоит в том, что модели, изготавливаемые в прессформах, которые могут быть резиновыми, гипсовыми (в случае единичных отливок) прикрепляют к литниковой системе, изготовленной также из легкоплавкой модельной массы, образуя блок выплавляемых моделей. Затем на модель наносится методом окунания слой суспензии жидкой формовочной смеси, состоящей из высокопрочного связующего этилсиликата (ЭТС) и огнеупорной составляющей мелкого (дисперсного) кварца (SiO2) или корунда (Al2O3) и просушивается.
|
|
|
Таким образом, наносится несколько слоев, образующих прочную оболочку, из которой модели выплавляют или растворяют в воде. Модели изготавливают из смеси стеарина, парафина и воска (выплавляемые), пенополистирола (выжигаемые), корбамида (растворяемые). После выплавления или удаления другими способами модели, керамическую оболочку прокаливают для ее упрочнения и удаления остатков модели, засыпают в опоках наполнителем и заливают металлом. Рис.13
Благодаря точному изготовлению модели, отсутствию разъема формы, заливке металла в горячие оболочковые формы (около 500-600°С для бронзы) литье по выплавляемым моделям получают художественные изделия высокой точности.
 |
Литье по выплавляемым моделям отличается более высокой стоимостью и используется преимущественно в тех случаях, когда необходимо получить точные по конфигурации и размерам отливки (кабинетное и комнатное литье) или из сплавов, трудноподдающихся обработке резанием.
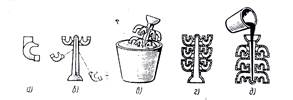
Рис.13. Схема литья по выплавляемым моделям:
а – модель отливки, б – составление блока моделей, в – нанесение огнеупорной облицовки, 2 – выплавление моделей, д – заливка формы металлом
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 279; Нарушение авторских прав?; Мы поможем в написании вашей работы!