КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Сварные соединения обсадных труб
|
|
|
|
Применяются несколько типов сварных соединений: раструбное (рис. 32, а), двухраструбное (рис. 32, б), муфтовое (рис. 32, в), встык (рис. 32, г), ниппель-раструбное (рис. 32, д), двухраструбное с центрирующим кольцом (рис. 32, е) и другие. Одним из достоинств соединений, показанных на рис. 32, а, в, д и е, является легкость центрирования концов труб при сварке; гораздо сложнее центрировать концы труб при двухраструбном и стыковом соединениях.
Прочность при растяжении раструбного и муфтового сварных соединений примерно равна, а двухраструбного — несколько выше прочности стандартного резьбового соединения по ГОСТ 632—80. Прочность стыкосварного соединения близка (а в ряде случаев — даже равна) к прочности тела трубы. Существенным недостатком стыкосварного и — в меньшей степени—двухраструбного соединений является образование грата на внутренней поверхности труб вследствие затекания расплавленного металла при сварке и вызванное этим заметное уменьшение внутреннего диаметра обсадной колонны. Этот недостаток устранен в соединениях, показанных на рис. 32, д и е.
Двухраструбные с центрирующим кольцом и ниппель-раструбные сварные соединения. В первом из них на обоих концах каждой обсадной трубы делают внутренние расточки глубиной до 0,3 толщины стенки и длиной 30—50 мм. Перед сваркой две трубы центрируют с помощью специального кольца из малоуглеродистой стали, которое вставляют в эти расточки. Кольцо препятствует также затеканию расплавленного металла внутрь труб при сварке.
При ниппель-раструбном соединении предварительно на одном конце трубы делают такую же внутреннюю расточку, как и в предыдущем случае, а на другом конце — наружную проточку. Перед сваркой стакан, образовавшийся при наружной проточке конца одной трубы, вставляют во внутреннюю расточку конца другой трубы; таким образом достигается хорошая центровка труб и предотвращается образование грата на внутренней поверхности при сварке. Ниппель-раструбное соединение целесообразно применять лишь для труб с малой овальностью. При значительной овальности труб следует использовать соединения с внутренним, центрирующим кольцом.
|
|
|
Для удержания колонны на весу при двух последних типах сварных соединений на наружной поверхности трубы на расстоянии примерно 200 мм от верхнего конца ее делают проточку длиной 0,3—0,5 диаметра и глубиной —до 0,4 толщины стенки. В эту проточку при спуске обсадной колонны вставляют специальный шарнирный хомут, под который затем подводят обычный элеватор.
Такая проточка уменьшает прочность трубы на растяжение. Обычно прочность на растяжение в месте наружной проточки под хомут немного выше прочности стандартного резьбового соединения по ГОСТ 632—80. Прочность сварного соединения может быть повышена до прочности тела трубы, если использовать специальные трубы с утолщенными на 8—10 мм по диаметру концами и проточку под хомут делать в утолщенной части.
Трубы сваривают непосредственно над устьем скважины. Для этого используют полуавтоматы и автоматы для электродуговой сварки института им. Е. О. Патона. Применяется как сварка в защитной среде, так и без защитной среды. Электродуговым способом сваривают обсадные трубы группы прочности Д, изготовляемые из углеродистых сталей, а также трубы более высоких групп прочности, если они изготовлены из хорошо свариваемых сталей.
Имеется также опыт контактной сварки с помощью автоматов института им. Е. О. Патона. Таким способом можно соединять трубы любой группы прочности. Контактная сварка осуществляется путем нагрева концов труб до пластического состояния и осевого сдавливания их по торцам. Прочность образующегося шва равна прочности тела трубы. У этого способа, однако, есть два существенных недостатка: во-первых, при сдавливании концов труб на внутренней поверхности образуется грат; во-вторых, установки для контактной сварки более громоздки, чем для дуговой.
|
|
|
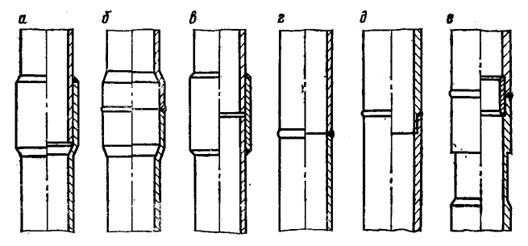
Сварные соединения обсадных труб:: раструбное (а), двухраструбное (б), муфтовое (в), встык (г), ниппель-раструбное (д), двухраструбное с центрирующим кольцом (е).
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 3162; Нарушение авторских прав?; Мы поможем в написании вашей работы!